Изобретение относится к станкостроению, а именно к устройствам контроля поломки стержневого инструмента, например сверл или метчиков, при обработке деталей на многошпиндельных станках с двумя и более автоматическими циклами работы, каждый из которых характеризуется разным уровнем потребляемой мощности.
Цель изобретения - расширение техно- .логических возможностей устройства за счет фиксирования изменений мощности, потребляемой от сети приводным электродвигателем, при поломке единичного инструмента в многошпиндельных станках с автоматической сменой инструмента, для которых в зависимости от варианта обработки (используется, например, один инструмент или несколько) характерен различный уровень мощности, .потребляемой приводным электродвигателем.
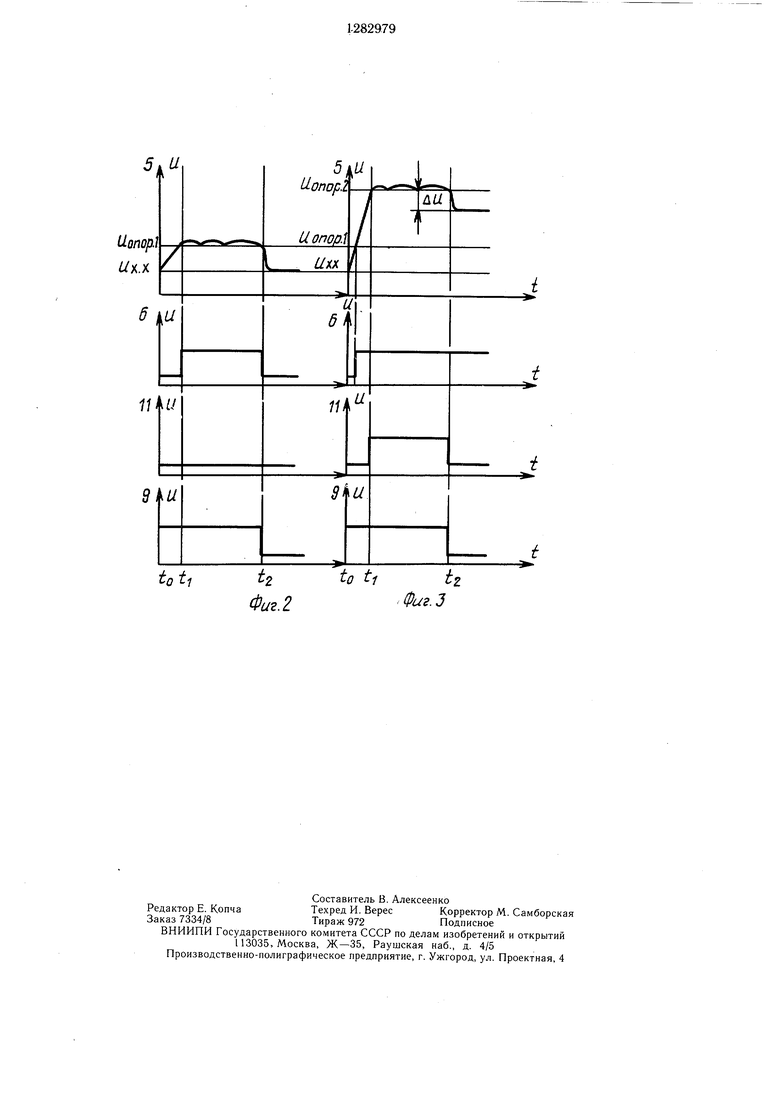
На фиг. 1 изображена функциональная схема устройства для контроля поломки стержневого инструмента; на фиг. 2 и 3 - временные диаграммы работы устройства. . Устройство содержит трансформатор 1 тока и трансформатор 2 напряжения, каждый из которых выполнен с двумя вторичными обмотками, одна из вторичных обмоток трансформатора 2 напряжения и одна из вторичных обмоток трансформатора 1 тока включены последовательно согласно, а другая пара вторичных обмоток трансформаторов 1 и 2 включена последовательно-встречно, . два выпрямительных моста 3 и 4, выходы первого из которых подключены к цепи, в которой вторичные обмотки трансформаторов 1 и 2 включены согласно, а входы второго подключены к цепи, в которой вторичные обмотки трансформаторов 1 и 2 включены встречно, отрицательные выходы мостов 3 и 4 соединены между собой, а каждый из положительных - с одним из входов сумматора 5, соединенные последовательно первый компаратор ,6, первый конденсатор 7, первый пороговый элемент 8, логический элемент 9 ИЛИ-НЕ и исполнительное реле 10, а также соединенные последовательно второй компаратор 11, второй конденсатор 12, второй пороговый эле.мент 13, выход которого соединен с вторым входом элемента 9 ИЛИ-НЕ, первые входы компараторов 6 и 11 соединены между собой и с выходом сумматора 5, два источника 14 и 15 опорного напряжения, выход первого из которых соединен с вторым входом первого компаратора 6, а выход второго - с вторым входом второго компаратора 11.
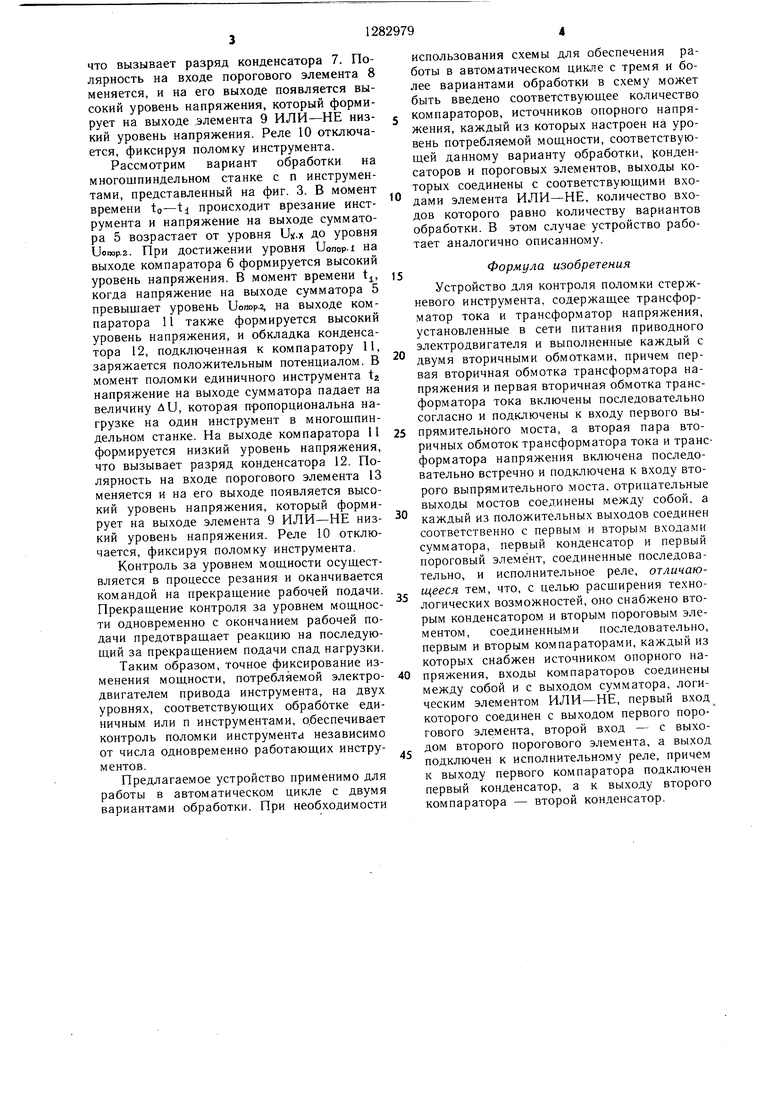
На фиг. 2 и 3 приведены временные диаграммы работы устройства, на которых указана форма сигналов на выходах элементов устройства. Номера элементов, обозначенные в левой части диаграмм, соответствуют
номеру элемента на функциональной схеме устройства, приведенной на фиг. 1. Уровню «1 соответствует высокий уровень напряжения (на фиг. 2 рассмотрен вариант обра- ботки единичным инструментом, на фиг. 3 - вариант обработки на многошпиндельном станке с п инструментами).
Через to обозначено время начала возрастания нагрузки (например врезание сверла), ti - начало обработки, iz - момент поломки единичного инструмента, Uooop.i и Uonop.2.- соответственно, напряжения первого и второго источников опорного напряжения, UK-X - напряжение на выходе сумматора при холостом ходе.
Устройство работает следующим образом.
Во время обработки детали на выпрямителе 3 производится суммирование напряжений вторичных обмоток трансформаторов 1 и 2, а на выпрямителе 4 - вычитание напряжений этих же трансформаторов. На сумматоре 5 производится алгебраическое суммирование напряжений выпрямителей 3 и 4, которое с выхода сумматора 5 поступает на первые входы компараторов 6
и 11.
На вторые входы компараторов 6 и 11 с выходов источников 14 и 15 опорного напряжения поступают напряжения Uonop-iH Uonop-2 соответственно. Напряжение Uonopa
соответствует минимальному уровню мощности, потребляемой проводным электродвигателем, необходимому для обработки единичным инструментом, напряжение Uonop.z- для обработки на многощпиндельном станке с п инструментами.
Рассмотрим вариант обработки едини - ным инструментом, представленным на фиг. 2. В момент времени to-t происходит врезание инструмента и напряжение на выходе сумматора 5 возрастает от уровня
Ux-x ДО уровня Uonop.i. В это время на выходах компараторов 6 и 11 будет низкий уровень напряжения. Низкие уровни напряжения с выходов пороговых элементов 8 и 13 формируют на выходе логического элемента 9 ИЛИ-НЕ высокий уровень, который включает исполнительное реле 10. В момент времени ti, когда напряжение на выходе сумматора 5 превышает уровень Uonopj, на выходе компаратора 6 появляется высокий уровень напряжения, и обкладка конденсатора 7, подключенная к компаратору 6, заряжается положительным потенциалом. В момент поломки инструмента tj напряжение на вторичных обмотках трансформатора 1 тока, пропорциональное нагрузке на электродвигателе вращения инструмента,
скачкообразно снижается. При этом напряжение на выходе сумматора 5 резко падает до уровня Ux.x. На выходе компаратора 6 формируется низкий уровень напряжения.
что вызывает разряд конденсатора 7. Полярность на входе порогового элемента 8 меняется, и на его выходе появляется высокий уровень напряжения, который формирует на выходе .элемента 9 ИЛИ-НЕ низ- кий уровень напряжения. Реле 10 отключается, фиксируя поломку инструмента.
Рассмотрим вариант обработки на многошпиндельном станке с п инструментами, представленный на фиг. 3. В момент времени to-1-( происходит врезание инструмента и напряжение на выходе сумматора 5 возрастает от уровня UK.X до уровня Uo4op,s. При достижении уровня Uonop.i на выходе компаратора 6 формируется высокий уровень напряжения. В момент времени t., когда напряжение на выходе сумматора 5 превышает уровень Uonop.5, на выходе компаратора 11 также формируется высокий уровень напряжения, и обкладка конденсатора 12, подключенная к компаратору 11, заряжается положительным потенциалом. В момент поломки единичного инструмента iz напряжение на выходе сумматора падает на величину ли, которая пропорциональна нагрузке на один инструмент в многошпин- дельпом станке. На выходе компаратора 11 формируется низкий уровень напряжения, что вызывает разряд конденсатора 12. Полярность на входе порогового элемента 13 меняется и на его выходе появляется высокий уровень напряжения, который формирует на выходе элемента 9 ИЛИ-НЕ низ- кий уровень напряжения. Реле 10 отключается, фиксируя поломку инструмента.
Контроль за уровнем мощности осушест- вляется в процессе резания и оканчивается командой на прекращение рабочей подачи. Прекращение контроля за уровнем мощности одновременно с окончанием рабочей подачи предотвращает реакцию на последующий за прекращением подачи спад нагрузки.
Таким образом, точное фиксирование изменения мощности, потребляемой электро- двигателем привода инструмента, на двух уровнях, соответствующих обработке единичным или п инструментами, обеспечивает контроль поломки инструмента независимо от числа одновременно работающих инструментов.
Предлагаемое устройство применимо для работы в автоматическом цикле с двумя вариантами обработки. При необходимости
0
j
5 5 0
0
5
5
использования схемы для обеспечения работы в автоматическом цикле с тремя и более вариантами обработки в схему может быть введено соответствующее количество компараторов, источников опорного напряжения, каждый из которых настроен на уровень потребляемой мощности, соответствующей данному варианту обработки, {сонден- саторов и пороговых элементов, выходы которых соединены с соответствующими входами элемента ИЛИ-НЕ, количество входов которого равно количеству вариантов обработки. В этом случае устройство работает аналогично описанному.
Формула изобретения
Устройство для контроля поломки стержневого инструмента, содержащее трансформатор тока и трансформатор напряжения, установленные в сети питания приводного электродвигателя и выполненные каждый с двумя вторичными обмотками, причем первая вторичная обмотка трансформатора напряжения и первая вторичная обмотка трансформатора тока включены последовательно согласно и подключены к входу первого выпрямительного моста, а вторая пара вторичных обмоток трансформатора тока и трансформатора напряжения включена последовательно встречно и подключена к входу второго выпрямительного моста, отрицательные выходы мостов соединены между собой, а каждый из положительных выходов соединен соответственно с первым и вторым входами сумматора, первый конденсатор и первый пороговый элемент, соединенные последовательно, и исполнительное реле, отличающееся тем, что, с целью расширения технологических возможностей, оно снабжено вторым конденсатором и вторым пороговым элементом, соединенными последовательно, первым и вторым компараторами, каждый из которых снабжен источником опорного напряжения, входы компараторов соединены между собой и с выходом сумматора, логическим элементом ИЛИ-НЕ, первый вход которого соединен с выходом первого порогового элемента, второй вход - с выходом второго порогового элемента, а выход подключен к исполнительному реле, причем к выходу первого компаратора подключен первый конденсатор, а к выходу второго компаратора - второй конденсатор.
tot,
Фиг.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство контроля поломки стержневого инструмента | 1986 |
|
SU1371795A1 |
| Устройство для контроля поломки стержневого инструмента | 1976 |
|
SU614901A1 |
| Устройство для контроля перегрузки и поломки стержневого инструмента | 1987 |
|
SU1414523A1 |
| Способ защиты инструмента от перегрузок и устройство для его реализации | 1984 |
|
SU1155421A1 |
| СТАБИЛИЗАТОР ПЕРЕМЕННОГО НАПРЯЖЕНИЯ | 2017 |
|
RU2665731C1 |
| Способ управления подачей инструмента на электроэрозионном станке с емкостным генератором импульсов и устройство для его осуществления | 1980 |
|
SU1351523A3 |
| Устройство для управления преобразователем частоты | 1988 |
|
SU1629953A1 |
| Устройство активного контроля и управления для круглошлифовальных станков | 1987 |
|
SU1585129A1 |
| Устройство для электроискрового легирования | 1991 |
|
SU1794605A1 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРАЛИЗОВАННОЙ НАПРАВЛЕННОЙ ЗАЩИТЫ ОТ ЗАМЫКАНИЙ НА ЗЕМЛЮ | 1994 |
|
RU2071624C1 |
Изобретение позволяет автоматически обнаружить поломку инструмента (И) в процессе резания в станках с автоматической сменой И, для которых в зависимости от варианта обработки (используется, напри/2 мер, единичный И или несколько) характерен различный уровень мощности, потребляемой приводным электродвигателем. Например, при работе в автоматическом цикле с двумя вариантами обработки, каждый источник опорного напряжения (Н) 14 и 15 настраивается на уровень, соответствующий его варианту обработки. В момент поломки одного И, Н на выходе сумматора 5 падает на вeJJичинy AU, которая пропорциональна нагрузке на один И. На выходе одного из компараторов 6 или 11 формируется низкий уровень Н, вызывающий разряд конденсаторов 7 или 12 соответственно. Полярность на выходе элементов 8 или 13 меняется и на его выходе появляется высокий уровень Н. формирующий на выходе элемента 9 низкий уровень Н. Реле 10 отключается, фиксируя поломку И. 3 ил. (Л 6 .1 1 00 ю со со 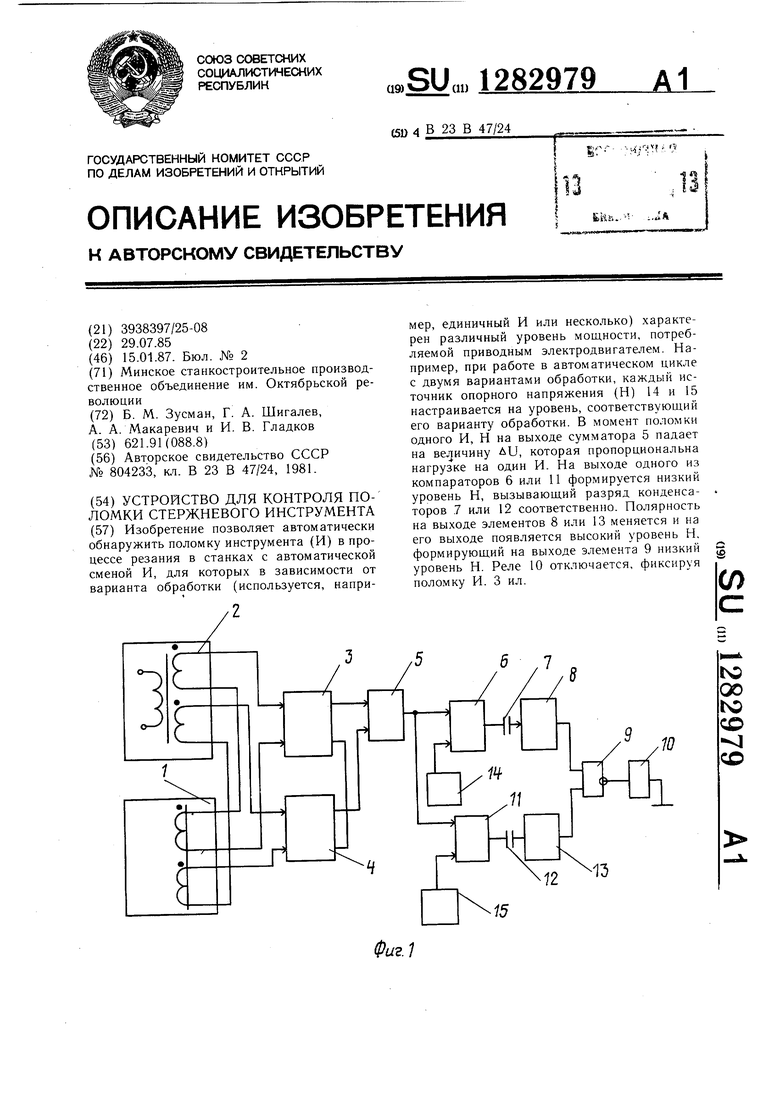
| Устройство для контроля поломкиСТЕРжНЕВОгО иНСТРуМЕНТА | 1979 |
|
SU804233A2 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
