(54) СПОСЮБ ОПЕНКИ ОБРАБАТЬГВАЕМОСТИ МАТЕРИАЛОВ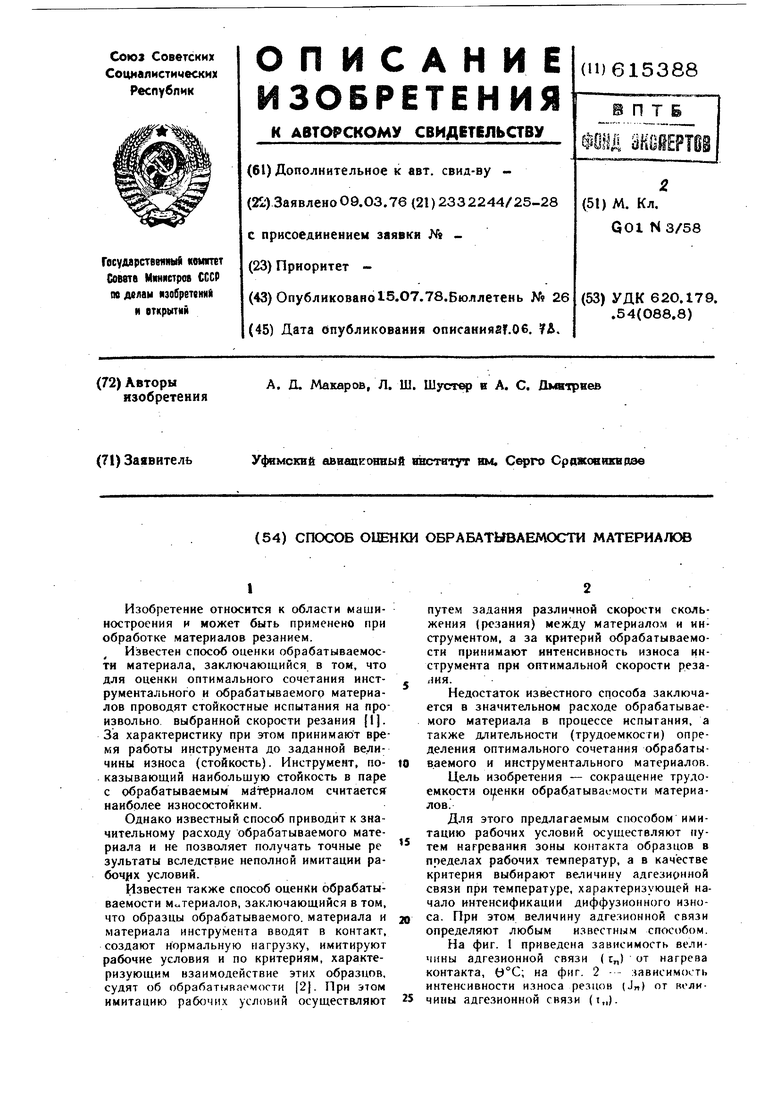
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ оценки обрабатываемости материалов | 1985 |
|
SU1283613A1 |
| СПОСОБ ОЦЕНКИ ОБРАБАТЫВАЕМОСТИ | 2003 |
|
RU2247963C1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2004 |
|
RU2249198C1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2004 |
|
RU2257565C1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЁРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2001 |
|
RU2209413C1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2004 |
|
RU2272275C1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2015 |
|
RU2584275C1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2014 |
|
RU2570367C1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2004 |
|
RU2251095C1 |
| Способ оценки обрабатываемости материалов | 1976 |
|
SU577427A1 |
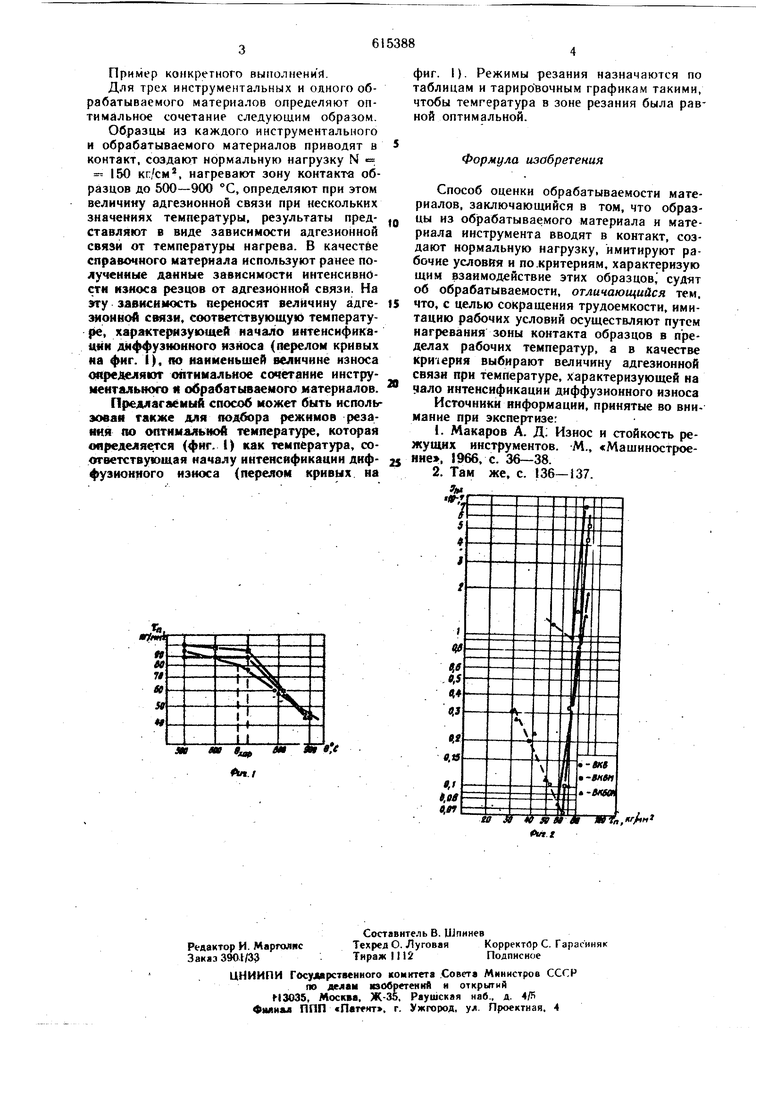
Изобретение относится к области машиностроения и может быть применено при обработке материалов резанием. Известен способ оценки обрабатываемости материала, заключающийся в том, что для оценки оптимального сочетания инструментального и обрабатываемого материалов проводят стойкостные испытания на произвольно выбранной скорости резания (1. За характеристику при этом принимают время работы инструмента до заданной величины износа (стойкость). Инструмент, показывающий наибольщую стойкость в паре с обрабатываемым мйтериалом считается наиболее износостойким. Однако известный способ приводит к значительному расходу обрабатываемого материала и не позволяет получать точные ре зультаты вследствие неполной имитации рабочцх условий. Известен также способ оценки обрабатываемости м.териалов, заключающийся в том, что образцы обрабатываемого, материала и материала инструмента вводят в контакт, создают нормальную нагрузку, имитируют рабочие условия и по критериям, характеризующим взаимодействие этих образцов, судят об обрабатываемости 2. При этом имитацию рабочих условий осуществляют путем задания различной скорости скольжения (резания) между материалом и инструментом, а за критерий обрабатываемости принимают интенсивность износа инструмента при оптимальной скорости резания. Недостаток известного способа заключается в значительном расходе обрабатываемого материала в процессе испытания, а также длительности (трудоемкости) определения оптимального сочетания обрабатываемого и инструментального материалов. Цель изобретения - сокращение трудоемкости оценки обрабатывай-мости материалов. Для этого предлагаемым способом имитацию рабочих условий осуществляют путем нагревания зоны контакта образцов в пределах рабочих температур, а в качестве критерия выбирают ветичину адгезионной связи при температуре, характеризующей начало интенсификации диффузионного износа. При этом величину адгезионной связи определяют любым известным способом. На фиг. 1 приведена зависимость величины адгезионной связи („) от нагрева контакта, fc)°C; на фиг. 2 - - ;jaBHCHMOi.Tb интенсивности износа резцов (Jn) от величины адгезионной связи (i,,}.
Пример конкретного выполнений.
Для трех инструментальных и одного обрабатываемого материалов определяют оптимальное сочетание следующим образом.
Образцы из каждого инструментального и обрабатываемого материалов приводят в контакт, создают нормальную нагрузку N 150 кг/см, нагревают зону контакта образцов до 500-900 С, определяют при этом величину адгезионной связи при нескольких значениях температуры, результаты представляют в виде зависимости адгезионной связи от температуры иагрева. В качестве справочного материала используют ранее полученные данные зависимости интенсивности износа резцов от адгезиоиной связи. На эту зависимость переносят величину адгеэиомноД связи, соответствующую температуре, характеризующей начало интенсификации днффузиоиного износа (перелом кривых иа фиг. 1). по иаимеиьшей величине износа определяют оптимальное сочетание инструментально1Ч) к обрабатываемого материалов.
Предлагаемый способ может быть нспольэовай также для подбора режимов резания по оптималыюй температуре, которая определяется (фиг. I) как температура, сохугветствуюшая началу интенсификации диффузионяого износа (перелом кривых на
яв
Фиг.1
фиг. I). Режимы резания назначаются по таблицам и тарировочным графикам такими, чтобы температура в зоне резания была равиой оптимальной.
Формула изобретения
Способ оценки обрабатываемости материалов, заключающийся в том, что образцы из обрабатываемого материала и материала инструмента вводят в контакт, создают нормальную нагрузку, имитируют рабочие УСЛОВИЯ и по .критериям, характеризую щим взаимодействие этих образцов, судят об обрабатываемости, отличающийся тем, что, с целью сокращения трудоемкости, имитацию рабочих условий осуществляют путем нагревания зоны контакта образцов в пределах рабочих температур, а в качестве критерия выбирают величину адгезионной связи прн температуре, характеризующей на нало интенсификации диффузионного износа
Источники информации, принятые во внимание при экспертизе:
затп
