Изобретение относится к области обработки металлов резанием и может быть использовано для прогнозирования-контроля износостойкости твердосплавных режущих инструментов при их изготовлении, использовании или сертификации.
Известен способ определения эксплуатационных характеристик твердосплавных режущих инструментов, заключающийся в нагружении образцов и определении прочности по их реакции на нагрузку. В качестве нагрузки используют импульсы лазерного излучения с плотностью 106-108 Вт/см2. При этом измеряют амплитуду электромагнитного излучения (ЭМИ), возникающего под воздействием лазерного излучения, и по ней определяют прочность образцов. [SU А.С. 1226156, МПК G 01 N 3/58, БИ 1986, №15].
Одним из недостатков известного способа является то, что в соответствии с данным способом можно определять только одну составляющую показателя эксплуатационной характеристики режущих инструментов - прочность - и весьма трудно прогнозировать другую составляющую - износостойкость. Это происходит вследствие того, что износостойкость при резании сталей и сплавов в основном зависит от действия адгезионного износа. Последний же в свою очередь в большей степени определяется не механическими свойствами карбидов и металлической связки, а способностью их формировать на своей поверхности полиоксидные структуры, экранирующие межмолекулярное взаимодействие контактирующих поверхностей, заключающееся в микросварке и разрушительном разъединении образовавшегося соединения. Вследствие этого способ определения износостойкости режущих инструментов, по результатам импульсного облучения, свободной от оксидных пленок поверхности твердосплавных инструментальных материалов является неточным.
Известен способ определения износостойкости твердых сплавов, заключающийся в том, что испытуемый материал помещают в переменное магнитное поле с напряженностью порядка 5 эрстед, измеряют магнитную проницаемость материала и по градировочному графику "магнитная проницаемость - стойкость", построенному для эталонного образца, определяют величину износостойкости инструментального материала [SU А.С. 268720, МПК G 01 N 3/58, БИ 1970, №14].
Одним из недостатков известного способа является то, что при измерении не учитывается влияние массы и размагничивающего фактора изделий, имеющих часто различные формы и габаритные размеры на величину магнитной проницаемости, что приводит к снижению точности измерений. Кроме того, эксплуатационная характеристика - износостойкость - контролируется данным способом посредством оценки физического состояния с помощью относительной магнитной проницаемости только в одной из компонент твердого сплава - кобальтовой связке. Это происходит потому, что карбид вольфрама - парамагнетик и вклад его от намагниченности в общую относительную магнитную проницаемость небольшой. Поэтому с помощью данного способа производится, по существу, оценка относительной магнитной проницаемости кобальта, его количество и деформационное состояние. При этом совершенно не учитываются другие свойства поверхности и объема твердого сплава, в том числе физико-химические свойства карбидных зерен, когезионное и адгезионное взаимодействие компонентов на границах фаз, электронное состояние поверхности твердого сплава и т.д. Вследствие рассмотренных причин этот способ отличается низкой точностью при оценке износостойкости твердых сплавов.
Известен способ контроля режущих свойств партии твердосплавных инструментов, согласно которому сначала воздействуют на каждый инструмент (твердосплавную пластинку) из партии, регистрируют параметр контроля, затем выборочно подвергают механическому износу несколько инструментов из партии и определяют режущие свойства инструментов всей партии. Воздействие на каждый инструмент осуществляют путем равномерно распределенного импульсного нагрева, регистрируют хронологическую термограмму, в качестве параметра контроля определяют коэффициент температуропроводности каждого инструмента, по результатам выборочного механизма износа в зависимости от коэффициента температуропроводности, а режущие свойства инструментов всей партии определяют, используя полученную зависимость [SU А.С. 1651155, МПК G 01 N 3/58, БИ 1991 №19]. Выбранным исходным параметром в данном способе является величина температуропроводности. Основным недостатком данного способа является то, что очень трудно более или менее точно определить скорость распространения тепла в материалах, в которых носителями тепла являются свободные электроны. Твердые сплавы являются такими материалами, и теплопередача у них обеспечивается за счет движения электронов. Температуропроводность всех твердых сплавов отличается на незначительную величину. Поэтому очень сложно определить флуктуации (изменяющие износостойкость) температуропроводности для одной конкретной марки твердого сплава (они практически незаметны). Последнее сопряжено с большими техническими трудностями. Должное обеспечение в этой ситуации операций контроля точными - воздействующими, регистрирующими и вспомогательными - приборами и устройствами, гарантирующими необходимую точность, повлечет за собой значительное повышение себестоимости контрольных операций. Вследствие этого данный способ контроля является малоперспективным для использования как в лабораторных, так и в производственных условиях.
Известен способ определения стойкости режущего инструмента, выбранный в качестве прототипа и заключающийся в следующем. Проводят эталонные испытания режущих инструментов на износостойкость при оптимальной или близкой к ней скорости резания, проводят испытания на изменение величины исходного параметра от свойств, поверхностной полиоксидной структуры, сформированной в процессе нагревания при температуре, равной средней температуре в зоне резания, строят эталонную корреляционную зависимость "исходный параметр - износостойкость" для конкретной (чаще оптимальной) температуры, выполняют статистический контроль только величины исходного параметра для текущей партии твердосплавных режущих инструментов. После этого прогнозируют износостойкость для текущей партии инструментов на основании зависимости

где Т(текущее), мин - износостойкость в минутах, среднее прогнозируемое время безаварийной работы твердосплавных режущих инструментов, подвергающихся испытаниям, из текущей партии образцов;
Т(эталонное), мин - средняя износостойкость в минутах для твердосплавных режущих инструментов из эталонной партии твердосплавной продукции;
Е(эталонное), кВ/см - средняя величина выбранного исходного параметра, полученная при измерении характеристики поверхностной полиоксидной структуры у твердосплавных режущих инструментов из эталонной партии твердосплавной продукции;
Е(текущее), кВ/см - средняя величина выбранного исходного параметра, полученная при измерении характеристики поверхностной полиоксидной структуры у твердосплавных режущих инструментов из текущей - контролируемой - партии.
В качестве исходного параметра при этом используют величину напряженности электрического поля, необходимую для электрического пробоя полиоксидной структуры (пленки), сформировавшейся на поверхности твердосплавного режущего инструмента при температуре и продолжительности окислительного нагревания его, равным, соответственно, температуре резания и продолжительности функционирования этого инструмента до заданного критерия затупления. [SU А.С. 2209413 МПК G 01 N 3/58, БИ 2003 №29].
Основным недостатком данного способа является то, что процесс прогнозирования износостойкости режущих инструментов по исходному параметру осуществляется по макрофизическому параметру полиоксидных материалов без учета свойств их тонкой структуры. Вместе с тем, молекулярное, атомное и электронное строение поверхностных полиоксидных композиций существенным образом оказывает влияние на многие важнейшие физические и химические свойства полиоксидных материалов, а в итоге и на свойства твердых сплавов, в том числе их износостойкость - основную эксплуатационную характеристику. В процессе реализации способа не отражается связь между внутренними особенностям композиций - степенью дефектности кристаллической структуры поверхностных полиоксидных пленок и их электрическими свойствами. Таким образом, информация, получаемая с помощью данного способа об относительной диэлектрической проницаемости и тангенсе угла диэлектрических потерь, ввиду отсутствия прямой связи с механическими характеристиками полиоксидных пленок, является важной, но не достаточной, с целью точного прогнозирования износостойкости твердосплавных режущих инструментов. Вследствие этого данный способ прогнозирования износостойкости не совсем точно отражает связь между электрическими свойствами поликсидных пленок и их эксплуатационными характеристиками, что в итоге снижает степень тесноты корреляционной зависимости между исходным параметром и износостойкостью режущих инструментов. Тем не менее, данный способ контроля информативно отражает электрическое состояние поверхностной структуры инструментального материала, что важно для установления связи между данной характеристикой и основным видом разрушения режущего инструмента - адгезионным износом, напрямую зависящим от электрических параметров полиоксидного слоя, и мы выбираем его в качестве прототипа.
Задачей предлагаемого способа - прогнозирования износостойкости твердосплавных режущих инструментов - является повышение точности и снижение трудоемкости при прогнозировании износостойкости твердосплавных режущих инструментов. Прогнозирование основано на тесной корреляционной зависимости между износостойкостью и свойствами структурного строения полиоксидных композиций - интенсивностью электромагнитного излучения (в дальнейшем будем использовать сокращенное обозначение ЭМИ), генерируемого данными материалами, при их нагревании в вакууме. Интенсивность ЭМИ - это число разрядов (величина амплитуды импульса), образующихся в единицу времени при фазовых переходах, происходящих в полиоксидных структурах при их нагревании в вакууме. Особенности дефектного состояния полиоксидных структур оказывает влияние на температуры начала и завершения фазовых переходов, а вследствие этого и на интенсивность (величину импульса) ЭМИ. С увеличением интенсивности ЭМИ, образующегося в результате фазовых переходов в полиоксидной структуре, происходит рост износостойкости режущих инструментов (режущих пластинок) при резании ими машиностроительных сталей и сплавов. Полиоксидные структуры получают, предварительно, на поверхности твердосплавных режущих пластинок в процессе их высокотемпературной обработки (окислительного нагревания) в электрической печи с открытым доступом атмосферного воздуха.
Поставленная задача при прогнозировании износостойкости в предлагаемом способе решается путем использования выбранного исходного параметра и включает проведение эталонных статистических испытаний на износостойкость в процессе резания машиностроительных материалов на металлорежущем станке, измерение - контроль исходного параметра, построение корреляционной - эталонной - зависимости "исходный параметр - износостойкость" и статистический контроль, исключительно, только величины исходного параметра у текущей контролируемой партии твердосплавных режущих инструментов (или отдельных инструментов) на основании зависимости

Т(текущее), мин - износостойкость в минутах - среднее прогнозируемое время безаварийной работы твердосплавных режущих инструментов, подвергающихся испытаниям, из текущей партии образцов;
Т(эталонное), мин - средняя износостойкость в минутах для твердосплавных режущих инструментов из эталонной партии твердосплавной продукции;
А(эталонное), (мм) - средняя величина выбранного исходного параметра, полученная при измерении характеристики поверхностной полиоксидной структуры у твердосплавных режущих инструментов из эталонной партии твердосплавной продукции;
А(текущее), (мм) - средняя величина выбранного исходного параметра, полученная при измерении характеристики поверхностной полиоксидной структуры у твердосплавных режущих инструментов из текущей - контролируемой - партии.
В качестве исходного параметра используют величину интенсивности электромагнитного излучения. ЭМИ является результатом создания и релаксации в структуре локальных неравновесных состояний, связанных, например, с фазовыми переходами, происходящими в результате нагревания вещества. Образование новой фазы сопровождается разделением зарядов в системе между отдельными ее структурными элементами и появлением электрических диполей с положительными и отрицательными моментами. В результате накопления и рекомбинации зарядов (происходит при нагревании образцов) происходит генерирование электромагнитных импульсов. После завершения фазовых превращений формирование ЭМИ прекращается. Вследствие того что диагностируемые материалы, как правило, являются нестехиометрическими (неоднородными по составу и строению из-за дефектов в кристаллической решетке), генерирование ЭМИ происходит для каждого из образцов в некотором конкретном температурном диапазоне. Образцы - полиоксидную структуру при этом получают в результате высокотемпературного окислительного нагревания твердосплавных пластинок в электрической печи с открытым доступом атмосферного воздуха при температуре и продолжительности нагревания, равным, соответственно, средней температуре резания и средней продолжительности функционирования этих режущих инструментов до выбранного критерия затупления. Последующий процесс нагревания полиоксидных образцов производится в вакуумной установке, оснащенной устройством для непрерывного изменения температуры и кольцевой антенной емкостного типа. Давление воздуха в рабочей камере поддерживали на уровне 10-4-10-5 мм рт.ст. (см. К.П.Арефьев, С.Д.Заверткин, В.Н.Сальников. Термостимулированные электромагнитные явления в кристаллах и гетерогенных материалах. Томск STT, 2001, 399 с)
Известно, что в зоне контакта трущихся тел, в частности инструментального и обрабатываемого материалов, формируются полиоксидные структуры - полупроводниковые или диэлектрические пленки, существенным образом влияющие на эксплуатационные характеристики твердосплавных режущих инструментов, их износостойкость. В свою очередь установлено, что величина интенсивности ЭМИ в значительной мере определяется физико-химическими свойствами тонких полиоксидных пленок, а именно составом, степенью завершенности твердофазных окислительных реакций, дефектностью в катионной или в анионной подрешетке, адсорбционной активностью по отношению к атомам и молекулам атмосферного воздуха, электропроводностью, емкостью, индуктивностью, механической и электрической прочностью и прочностью соединения с подложкой. На свойства формирующихся тонких полиоксидных пленок, в том числе на начало и конец фазовых переходов и, соответственно, на величину интенсивности электромагнитного излучения, большое влияние оказывают также флуктуации стехиометрического состояния кристаллических решеток для простых и сложных оксидных соединений. Последнее, как было установлено, зависит от состава компонентов твердого сплава способа прессования, технологии проведения процесса спекания, наличия примесей, избытка или недостатка содержания углерода, регулирующего уровень завершенности твердофазных реакций на границах компонентов при спекании и последующем окислении, степени науглероженности карбидных зерен и др. Активность проявления в процессе резания абразивного, адгезионного и диффузионного механизмов износа режущего инструмента, как и величина интенсивности ЭМИ, связаны с механическими, теплофизическими и электрическими свойствами полиоксидных структур, всецело определяемых степенью их дефектности, принадлежащих участвующим в трении объектов. Интенсивность ЭМИ по сравнению с определением электрической прочности (в соответствии с прототипом) дает при этом комплексную, а следовательно, более объективную информацию о механических, теплофизических и электрических свойствах полиоксидной структуры в локальных (в наибольшей степени, представляющих интерес) точках исследуемого объекта (полиоксидной пленки), а следовательно, и более точно представляет информацию о состоянии подложки - твердосплавном инструментальном материале. Проведенные измерения и контроль указывают на тесную корреляционную связь, переходящую в функциональную между износостойкостью и интенсивностью ЭМИ, генерируемого фазовыми превращениями, происходящими в структуре тонких полиоксидных пленок, при нагревании их до определенных температур. Вследствие этого интенсивность импульсов ЭМИ, генерируемых в результате нагрева образцов в вакууме, с высокой точностью отражает вклад всех структурных компонентов (отдельных фаз) полиоксидной структуры, а следовательно, и конкретной партии твердого сплава в изменение износостойкости режущих инструментов (твердосплавная структура - композиция состоит, как правило, из карбидов вольфрама и кобальта или карбидов вольфрама, титана и кобальта или карбидов вольфрама, титана, тантала и кобальта и т.д.). Оценка атомного строения полиоксидных структур с помощью измерения ЭМИ при нагревании ее в вакууме позволяет более точно осуществлять прогнозирование износостойкости твердосплавных режущих инструментов.
Существенно важной особенностью предлагаемого способа является то, что в соответствии с его приемами - без дополнительных затрат и технических трудностей - представляется возможным также проводить более объективную и точную оценку износостойкости вследствие оперативного анализа и сопоставления текущих контролируемых и эталонных параметров, полученных в широком диапазоне режимов резания, температур резания и температур окисления в электрической печи. На свойства полиоксидных пленок, образующихся в зоне контакта, и на свойства полиоксидных структур, формирующихся на поверхности твердосплавных режущих инструментов при их нагревании в электрической печи, значительное влияние оказывают защитные покрытия и различные поверхностные упрочнения, тем не менее, и в данном случае между износостойкостью и интенсивностью ЭМИ, генерируемых поверхностными (в данном случае - комбинированными) полиоксидными структурами, как показали испытания, наблюдается также устойчивая взаимосвязь.
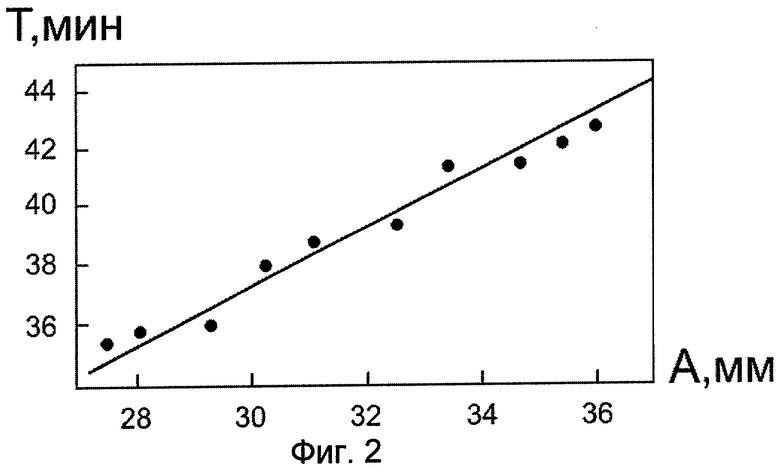
Реализация способа осуществляется поэтапно, сначала проводят эталонные испытания. Для этого делают достаточно представительную выборку твердосплавных режущих инструментов (режущих пластинок) из имеющейся партии твердосплавной продукции и производят испытания на износостойкость в процессе резания ими на металлорежущем станке, как правило, стали 45, стали Х18Н10Т или наиболее используемых на предприятии материалов. Резание проводят на оптимальной или близкой к ней скорости резания [см., например, RU 2230630 C 17 B 23 B 1/00 от 20.06.2004. Бюл. №17]. При этом одновременно регистрируют среднюю температуру резания по показаниям термо-эдс и на основании тарировочных графиков или по показаниям пирометра. Определяют величину износостойкости как продолжительность безотказной работы до выбранного критерия затупления - фаски износа на задней поверхности (как правило, 0,2-0,8 мм). Затем испытанные в процессе резания твердосплавные режущие инструменты подвергают окислению в электрической печи с открытым доступом атмосферного воздуха. Температура и продолжительность нагревания в электрической печи примерно равняется температуре и продолжительности резания инструмента до выбранного критерия затупления. После завершения операций окисления, извлечения образцов из печи и остывания полиоксидные образования (1) отделяют от основы и помещают в специальный стакан, изготовленный из хромоникелевого сплава (2), находящийся в вакуумной камере (3). Нагревание образцов, помещенных в стакан, осуществляют с помощью молибденовой спирали (4). В свою очередь стакан с образцами окружает кольцевая антенна (5) емкостного типа. При проведении контрольных операций в рабочей камере создается вакуум порядка 10-4-10-5 мм рт.ст. Образующиеся в результате фазовых превращений ЭМИ передаются антенной на усилитель сигналов (6), а затем на запоминающий осциллограф (7). Устройство оснащено термопарой, что позволяет производить непрерывный контроль температуры в зоне нагрева. Процесс наиболее стабильного генерирования ЭМИ осуществляется при нагревании образцов до температуры 700-800°С. Это связано с фазовыми превращениями, происходящими в оксидах вольфрама, кобальта или титана, когда, например, моноклинная модификация оксида вольфрама переходит в ромбическую. С увеличением температуры от 700 до 800°С интенсивность ЭМИ сначала возрастает, достигает максимального значения, а затем снижается. Как показали контрольные испытания, между исходным составом, структурным состоянием и эксплуатационными характеристиками твердых сплавов, с одной стороны, а также электрофизическими свойствами полиоксидных структур, изменяющимися в области фазовых переходов, существует тесная корреляционная связь. С увеличением интенсивности генерирования ЭМИ в области указанного температурного диапазона износостойкость режущих инструментов, изготовленных из подвергающихся диагностированию твердых сплавов, возрастает. Контроль интенсивности ЭМИ производили с помощью запоминающего осциллографа, работающего в запоминающем режиме, путем отображения величины амплитуды импульса на экране, и в цифровом виде (в мм). После проведения контроля строится график эталонной зависимости "износостойкость - интенсивность ЭМИ", полученный для одинаковых температуры резания и температуры получения полиоксидной структуры. Последующий контроль твердосплавных режущих инструментов текущей партии, поставляемой продукции производится на основании измерения только выбранного исходного параметра, а именно интенсивности ЭМИ, генерируемой полиоксидной структурой в результате фазовых превращений, происходящих при ее высокотемпературном нагревании в вакуумной печи. Полиоксидную структуру получают при конкретной - чаще оптимальной - температуре, соответствующей оптимальной скорости резания. На основании имеющейся эталонной зависимости "износостойкость - интенсивность ЭМИ" и формулы (1), приведенной выше, осуществляется прогноз износостойкости текущей партии твердосплавной продукции. Прогнозируемая износостойкость может быть выше или ниже полученной при эталонных испытаниях.
Предлагаемый способ позволяет прогнозировать с высокой точностью износостойкость твердосплавных режущих инструментов как при обработке конструкционных сталей и чугунов, так и материалов, обладающих пониженной обрабатываемостью, например хромоникелевых сталей и сплавов, титановых сплавов и т. д. Это обстоятельство расширяет границы применяемости предлагаемого способа, делает его универсальным.
На фиг.1 представлена блок-схема установки для контроля интенсивности ЭМИ у полиоксидных образцов, где 1 - контролируемый полиоксидный материал, 2 - измерительный стакан, 3 - вакуумная камера, 4 - нагревательное устройство, 5 - антенна емкостного типа, 6 - усилитель сигналов ЭМИ, 7 - осциллограф.
На фиг.2 представлена графическая корреляционная зависимость изменения величины износостойкости от интенсивности ЭМИ, генерируемых полиоксидной структурой.
Пример осуществления способа прогнозирования износостойкости твердосплавных режущих инструментов. Сначала проводятся измерения - контроль сменных твердосплавных режущих пластинок марки ВК4, полученных из эталонной - предыдущей - партии поставляемой продукции на износостойкость. В качестве обрабатываемого материала использовалась аустенитная сталь Х17Н13М3Т. Скорость резания при испытаниях принималась 70 м/мин. Подача и глубина резания были постоянными, соответственно 0,23 мм/об и 1,5 мм. Резание осуществлялось без охлаждения. За критерий затупления принимался износ режущей пластинки по задней поверхности, равный 0,6 мм. Средняя температура резания в зоне контакта инструментальный - обрабатываемый материал при скорости резания 70 м/мин - по показаниям естественной термопары и на основании тарировочной таблицы - составляла примерно 740°С. Стойкость для образцов из 10 штук составила: 36,1; 36,8; 37,2; 39,1; 39,8;40,5; 42,4; 42,8; 43,6; 44,1 мин. Затем использованные твердосплавные пластинки помещались в электрическую печь с открытым доступом атмосферного воздуха и выдерживались в печи при температуре, равной средней температуре резания, - 740°С, полученной при соответствующих режимах резания в течение времени, равного средней стойкости, полученной при резании до установленного критерия затупления - 40, 23 мин. Образовавшуюся на поверхности каждой твердосплавной пластинки полиоксидную структуру (пленку) проверяли на генерирование средней (из десяти показаний) величины интенсивности ЭМИ, которая составила для партии образцов из 10 штук в среднем: 27,5; 28,1; 29,2; 30,4; 31,1; 32,5; 33,4; 34,6; 35,4; 35,8. мм. Среднее значение интенсивности ЭМИ (для десяти пластинок) у эталонной партии образцов с полиоксидной пленкой составило 31,8 мм. По данным износостойкости твердосплавных режущих инструментов из эталонной партии (проконтролированной продукции) и величине интенсивности ЭМИ в мм для полиоксидных пленок, полученных при одинаковой средней температуре резания и соответствующей ей температуре окисления, строили график эталонной, корреляционной зависимости "износостойкость - интенсивность ЭМИ". На фиг.2 представлена корреляционная зависимость изменения:
Т(эталонное) мин=К×f(A) эталонное, (мин).
Для осуществления прогнозирования износостойкости у твердосплавных режущих пластинок в последующей текущей, предназначенной для контроля, партии образцов проводят отбор твердосплавных инструментов для проведения необходимых измерений. Для этого помещают их в электрическую печь, окисляют при температурах, которые соответствуют средним температурам резания (температурам, равным полученным при эталонных испытаниях) в течение времени, также равном средней продолжительности времени резания до установленного критерия затупления, ранее полученном для эталонных образцов, извлекают их из печи, проводят испытания только на интенсивность генерирования ЭМИ и на основании этих данных, а также на основании результатов, полученных при проведении эталонных испытаний в процессе резания, но теперь уже без дополнительных механических испытаний на износостойкость, прогнозируют износостойкость твердосплавных режущих инструментов для данной текущей партии образцов в соответствии с зависимостью

Среднее текущее значение величины интенсивности ЭМИ (мм) для текущей партии образцов из 10 штук составило 31,18 мм. Прогнозируемое - текущее - значение износостойкости (мин) из расчетов для контролируемой партии составило 41,04 мин, что является выше стойкости относительно эталонной партии резцов примерно на 2%. При осуществлении прогнозирования износостойкости для текущей партии твердосплавных инструментов отпадает необходимость в проведении дорогостоящих и трудоемких испытаний на износостойкость, проводимую на металлорежущих станках.
Способ обладает высокой точностью прогноза. Это происходит вследствие тесной связи между свойствами твердых сплавов (износостойкостью), свойствами полиоксидных структур твердых сплавов и интенсивностью ЭМИ, генерируемых в результате высокотемпературного нагревания - контроля полиоксидной структуры в вакуумной (печи) установке.
Вследствие сравнения данных прогноза износостойкости, полученных в соответствии с прототипом и по предлагаемому способу, а также в результате контрольных исследований износостойкости, выполненных в процессе резания хромоникелевой стали, выявлено, что результаты, полученные в соответствии с прототипом, отличаются от контрольных испытаний на 15-20%, в то время как результаты, полученные по предлагаемому способу, отличаются лишь на 4-8%.
Таким образом, предлагаемый способ контроля - прогнозирования износостойкости твердосплавных режущих инструментов - может быть использован с достаточно высокой экономической эффективностью на предприятиях, изготавливающих и потребляющих твердосплавную продукцию.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2004 |
|
RU2260786C1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2008 |
|
RU2365899C1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2008 |
|
RU2370750C1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2006 |
|
RU2315972C1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2004 |
|
RU2249198C1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2004 |
|
RU2251095C1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2015 |
|
RU2591874C1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЁРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2001 |
|
RU2209413C1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2004 |
|
RU2257565C1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2010 |
|
RU2422801C1 |
Изобретение относится к области машиностроения и касается прогнозирования и контроля износостойкости твердосплавных режущих инструментов. Способ осуществляется по выбранному исходному параметру - величине интенсивности электромагнитного излучения, генерируемого полиоксидными структурами - пленками, сформировавшимися на поверхности твердосплавных режущих инструментов при температуре и продолжительности окислительного нагревания их, равным температуре резания и продолжительности функционирования этих инструментов до выбранного критерия затупления, после нагревания их в вакуумной камере до температур 700-800°С, при которых происходят фазовые переходы в составляющих композицию оксидах. Способ включает в себя проведение эталонных испытаний на износостойкость в процессе резания материалов при оптимальной или близкой к ней скорости резания, проведение испытания на изменение величины исходного параметра от свойств полиоксидной структуры, построение эталонной - корреляционной - зависимости, включающей "износостойкость - исходный параметр" - для конкретных температур продолжительностей резания и нагревания, текущий - статистический контроль только величины исходного параметра у текущей партии твердосплавных режущих инструментов и прогнозирование износостойкости для текущей партии инструментов на его основании. Технический результат - повышение точности, снижение трудоемкости. 2 ил.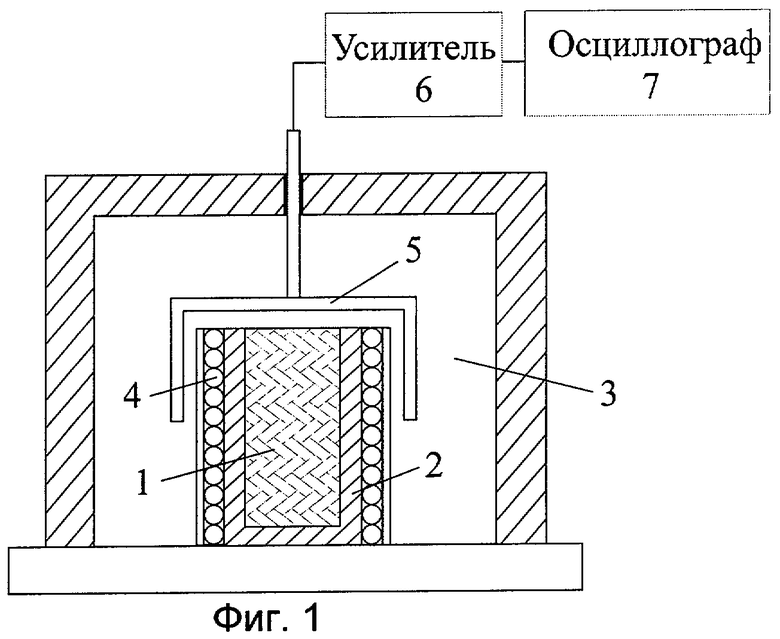
Способ прогнозирования износостойкости твердосплавных режущих инструментов по выбранному исходному параметру, включающий проведение эталонных испытаний на износостойкость в процессе резания материалов при оптимальной или близкой к ней скорости резания, проведение испытания на изменение величины исходного параметра от свойств поверхностной - полиоксидной структуры, сформированной в процессе нагревания твердосплавного режущего инструмента на его поверхности, при температуре, равной средней температуре в зоне резания, построение эталонной - корреляционной зависимости «исходный параметр -износостойкость» - для конкретных температур резания и нагревания, текущий статистический контроль только величины исходного параметра у текущей партии твердосплавных режущих инструментов, прогнозирование износостойкости для текущей партии инструментов на основании зависимости:

где Т(текущее), мин - износостойкость в минутах, среднее прогнозируемое время безаварийной работы твердосплавных режущих инструментов, подвергающихся испытаниям, из текущей партии образцов;
Т(эталонное), мин - средняя износостойкость в минутах для твердосплавных режущих инструментов из эталонной партии твердосплавной продукции;
А(эталонное), (мм) - средняя величина выбранного исходного параметра, полученная при измерении характеристики поверхностной полиоксидной структуры у твердосплавных режущих инструментов из эталонной партии твердосплавной продукции;
А(текущее), (мм) - средняя величина выбранного исходного параметра, полученная при измерении характеристики поверхностной полиоксидной структуры у твердосплавных режущих инструментов из текущей - контролируемой партии, отличающийся тем, что в качестве исходного параметра используют величину интенсивности электромагнитного излучения, генерируемого полиоксидными структурами - пленками, сформировавшимися на поверхности твердосплавных режущих инструментов при температуре и продолжительности окислительного нагревания их, равным температуре резания и продолжительности функционирования этих инструментов до выбранного критерия затупления, после нагревания их в вакуумной камере до температур 700-800°С, при которых происходят фазовые переходы в составляющих композицию оксидах.
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЁРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2001 |
|
RU2209413C1 |
| Способ контроля режущих свойств партии твердосплавных инструментов | 1988 |
|
SU1651155A1 |
| Способ контроля качества режущего инструмента | 1989 |
|
SU1764833A1 |
| Способ определения износостойкости твердых сплавов | 1980 |
|
SU875265A1 |
| US 2002017139 А, 14.02.2002 | |||
| GB 1480353 А, 20.07.1977. | |||

