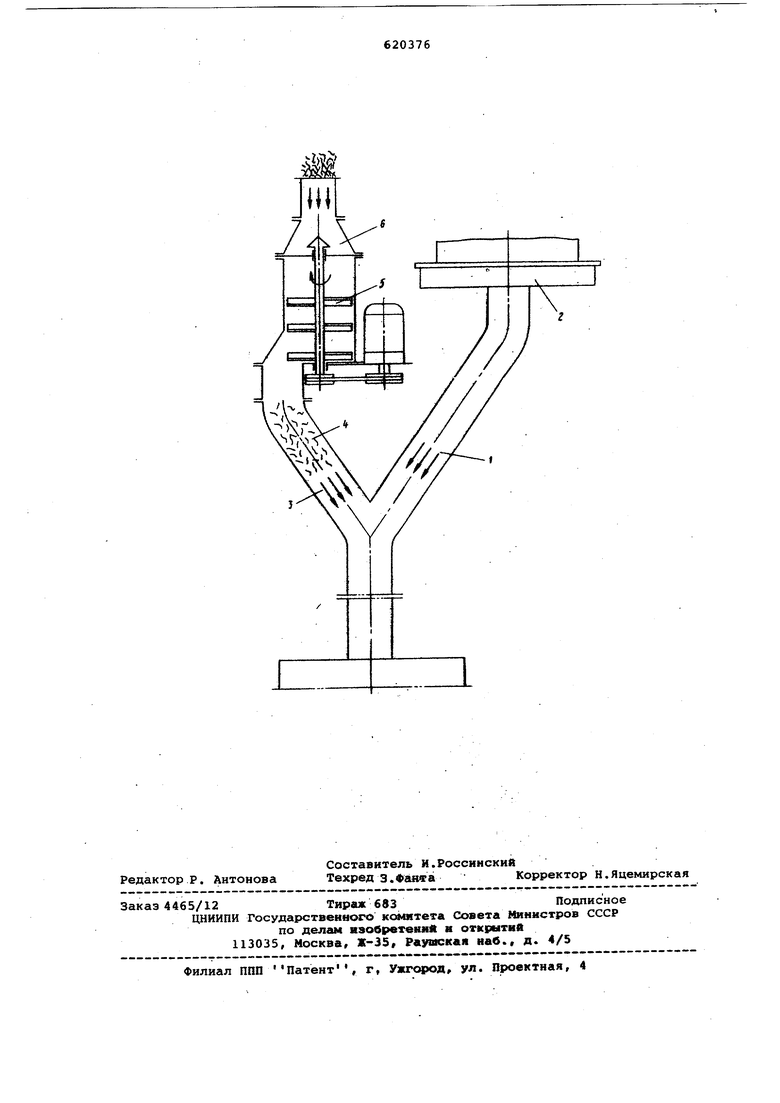
(54) СПОСОБ ФОРМОВАНИЯ БЕТОННЫХ ИЗДЕЛИЙ а6 яем 4, преимущественно полимерными в покпамя. Перед смешиванием потоков R взвешенный в воздушном потоке наполн тель 4 воздействуют ударными импульс ми с частотой от 1 до 100 ударов в с кунду, создаваемыми лопастями 5 распушивгиощего устройства 6. Пример 1. Формование санитарно-техннческой кабины из наполнен ных волокном гипсоцементных композиций методом литья в форму заданной конфигурации. Смесь для заливки формы приготавли вают на гипсоцементно-пуццолановом вяжущем, состоящем из 88% строительного гипса и 12% пуццоланового портландцемента. Приготовленный раствор имеет водогипсовое отношение равное 0,6-0,65. Раствор смешивают со взвешенными в воздушном потоке полипропиленовыми волокнами диаметром 0,10-0,35 мм, предварительно нарезанньоми длинной; 25-40 мм. Количество волокна составляло 0,1-0,3% от веса вяжущего. Перед совмещением потоков полимер вые волокна подвергают воздействию ударных импульсов с частотой 15 ударов в секунду, создаваемых лопастями распушивающего устройства. П р и м е р 2. Формование вентиляционных блоков из наполненных волокном гипсоцементных композиций методом литья в форму заданной конфигурации . Заливочная композиция готовилась на основе гипсоцементно-пуццоланового вяжущего состоящего из 88% строительного гипса и 12% пуццоланового портландцемента. Приготовленный раст вор имеет водогипсовое отношение равное 0,6-0,65. В растаор вводились полипропиленовые или капроновые волокна диаметром 0,10-0,35 ьм, предварительно нарезанные до длины 25-40 мм. Количест 6 волокна составляло 0,3-1,0% от веса вяжущего. Перед совмещением потоков полимерные волокна подвергают воздействию ударных импульсов с частотой 90 ударов в секунду. Изготовленные по данному способу изделия имеют трещиностойкость и ударопрочность в 2-3 раза превышающую эти характеристики для изделий, в которых волокна наполнителя распределены не равномерно, а также для изделий, в которых иЬпользованы н полимерные волокна. Таким образом предлагаемый способ, формования бетонных изделий позволяет снизить металлоемкость изд|,елий.на 2025% и уменьшить возможность образования трещин в процессе транспортировки и монтажа. Формула изобретения Способ формования бетонных изде ий, включающий приготовление раствора, смешивание его со взвешенным в воздушном потоке наполнителем, преШ4ущёственнр полймерныии вояокнамя, и укладку полученной смеси в форму, отличающийся тем,что, с целью обеспечения . равномерного распределения наполнителя в готовом изделии и повышения ударной прочности и трещиностойкости изделий,перед сме шиванием на взвешенный в воздушном потоке наполнитель воздействуют ударными импульсги ш с частотой от 1 до 100 ударов в секунду. Источники информации, принятые во внимание при экспертизе: 1. Патент ОНА 3682670, кл. 106-110, 1972. 2. Патент США 3669418 кл. 259-147, 1972.
| название | год | авторы | номер документа |
|---|---|---|---|
| Композиция для изготовления водостойких облицовочных гипсовых изделий | 2022 |
|
RU2787245C1 |
| СМЕСЬ СУХАЯ СТРОИТЕЛЬНАЯ ОГНЕЗАЩИТНАЯ | 2021 |
|
RU2776998C1 |
| Бетонная смесь на основе гипсоцементно-пуццоланового вяжущего для строительной 3D-печати | 2023 |
|
RU2821072C1 |
| Модифицированная гипсоцементно-пуццолановая бетонная смесь для строительной 3D-печати | 2023 |
|
RU2820762C1 |
| Гипсоцементно-пуццолановая бетонная смесь для 3D-печати | 2023 |
|
RU2820760C1 |
| Модифицированная гипсоцементно-пуццолановая бетонная смесь для 3D-печати | 2023 |
|
RU2821879C1 |
| Гипсоцементно-пуццолановая бетонная смесь для строительной 3D-печати | 2023 |
|
RU2826408C1 |
| Гипсоцементно-пуццолановая бетонная смесь для экструзии на 3D-принтере | 2023 |
|
RU2820804C1 |
| Гипсоцементно-пуццолановая модифицированная бетонная смесь для экструзии на 3D-принтере | 2023 |
|
RU2817928C1 |
| Модифицированная гипсоцементно-пуццолановая строительная смесь для 3D-печати | 2023 |
|
RU2820763C1 |