Изобретение относится к области вь5- числительной техники, в частности к техлаке изготовления кассет магнитных запоминающих устройств на торроидальных ферритовых сердечниках с наружным диаметром менее 0,5 мм. Известен способ изготовления ориен- татора , заключающийся в вьфубке с помощью многопозиционного твердосплавного штампа отверстий, например, в лен та из фосфористой бронзы. Однако способ вырубки ориентаторов обладает (следующими; недостатками. Вырубка производится сложным многопози- ционным штампом, ,срок слуясбы которого ограничивается изготовлением нескольких ориентаторов. Существенный недостаток ориентаторов, изготовленных этим способом, заключается в том, что расстояния между соседними сердечниками приходит ся делать значительно больше, чем при изготовлении матриц в вида в воздухе ковров. При уменьшении рассто ния между рядами нарушается форма от верстий ранее вырубленного ряда, снижае ся и без того недостаточная прочность ориентатора. В результате разворот сердечников относительно координатных проводов не обеспечивает наиболее благоприятных условий для И.Х прошивки. Наиболее близким техническим решением к данному изобретению является способ изготовления ориентатора 2j, заключающийся в изготовлении негатива запоминающей матрицы с ферритовыми сердечниками, в обезжиривании поверхности ферритоБЫх сердечников матрицы, в нанесении на ферритовые сердечники матрицы серебра, ;удалении с верхней части; ферритовых сердечников серебра и в нанесении на матрицу слоя металла. Недостатком такого способа является невозможность близкого расположения сердечников в негативе запоминающей матрицы при изготовлении ориентатора. Целью изобретения является повышение точности изготовления ориентатора путем увеличения плотности расположения ферритовык сердечников в запоминаю жей матрице.
Для достижения поставленной цели перед обезжириванием промежутки между ферритрвыми сердечниками заполняют самоотверждающимся материалом, например
лаком.
.
Сущность способа изготовления ориентатора за1спючается в том, что негативную поверхность ориентатора воспроизводят с помолшю ферритовых сердечников, прошитых предварительно распрямленными проводами, размещенными с заданным . Прошитые сердечники, прижатые к пластине и пропитанные лаком, покрьшаюф серебром. Удаляют серебро с верхушек сердечников. Наносят на негатив металл гальваническим способом. Обрезают нанесенный металл по периметру негатива и отделяют нарощенный металл, образовавший ориентатор, от негаттша.
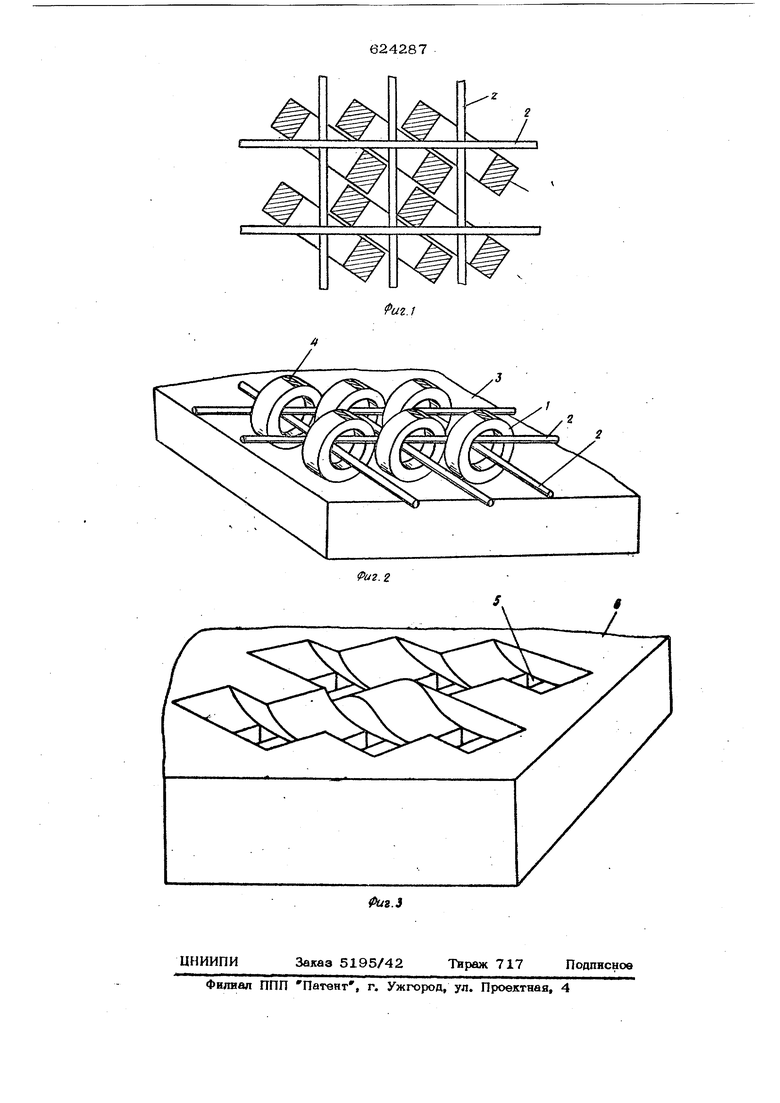
На фиг. 1 показано положение ферри товых сердечников, прошитых координатными проводами с минимальным шaгoм на фиг. 2 - ферритовые cepдeчш ки, прошитые координатными проводами, прижатые к сонованию (заштрихованы участки, с которых после серебрения серебро удаляется)} |На фиг. 3 - гальванопластический отпечаток-ориентатор с отверстиями.
Изготовление ориентатора производится следуюшим образом.
Сердечники 1, высота которых превышает максимально допустимую, прошиваю ьредварительно распряк шенными проводами 2, К ферритовому полю подводят спи- зу стеклянную пластину-основание 3.
Паастина 3 с лежащими на ней ферритоBbrSiW сердечниками 1 должна находиться а горизонтальном положении.
Пять грамм лака цапон растворяют в детжггн мл ацетона и пропитывают поле ферритовых сердечников 1 лаком.
Обрезают провода 2 по краю пластины 3. Полученный таким образом негатив ориентатора покрывают серебром. С вер- хушек сердечников серебро удаляют механическим способом до получения приблизительно квадратных участков 4. Наращивают гальванический слой M8тaллat
образующий ориеитатор 5, имеюпшй о-рверстия 6 в местах, где серебро было удалено с негатива. Обрезают ориентатор 5 по периметру и отделяют его от негатива. Серебро с поверхности ориен- татора удаляют. Для увеличения срока службы ориентатор покрывают слоем .хрома толщиной 3-5 микрон.
К достоинствам предлагаемого способа кроме значительного увеличения плотност упаковки Ьердечников в матрице, следует отнести оптимальное взаимное размещение сердечников, облегчающее механизацию их прошивки, а также сравнительную простоту организации производства ориентаторов.
Формула изобретения
Способ изготовления ориентатора для запоминающих матриц на ферритовых сердечниках, заключающийся в изготовлении негатива запоминающей матрицы с ферритовыми сердечниками, в обезжиривании i поверхности ферритовых сердечников матрицы, в нанесении на ферритовые сердечники матрицы серебра, в удалении с верхней части ферритовых сердечников серебра и в нанесении на матрицу слоя металла, отличающийся тем, что, с целью повышения точности изготовлени ориентатора путем увеличения плотности расположешш ферритовых сердечников в матрвде, перед обезжириванием промежутки между ферритовьтми сердечниками заполняют самоотверждающимся материалом, например лаком.
Источники информации, принятые во внимание при экспертизе:
1. Патент США № 3857184, кл. 340-174, 1975.
2. Добина А. М. и др. Тальваноплаотическое изготовление формообразующих деталей матриц пресс-форм для литья пластмасс , материалы семинара ;Тальванопласткка в промышленности, М., изд-во Знание, 1976, с, 44-49.
g.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления запоминающих матриц для блоков памяти | 1975 |
|
SU669407A1 |
| Способ изготовления накопителя памяти | 1974 |
|
SU493160A1 |
| Запоминающая матрица | 1977 |
|
SU641496A1 |
| Устройство для прошивки трехпроводных матриц на ферритовых сердечниках | 1987 |
|
SU1674249A1 |
| Устройство для прошивки запоминающих матриц на ферритовых сердечниках | 1972 |
|
SU1034068A1 |
| Матрица оперативного запоминающего устройства типа зд | 1972 |
|
SU448482A1 |
| Устройство для прошивки запоминающих матриц на ферритовых сердечниках | 1980 |
|
SU920829A2 |
| Устройство для прошивки трехпроводных матриц цифровых накопителей | 1985 |
|
SU1300558A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ МАТРИЦ ЗАПОМИНАЮЩИХ | 1973 |
|
SU382472A1 |
| Устройство для прошивки трехпроводных ферритовых запоминающих матриц | 1984 |
|
SU1244715A1 |