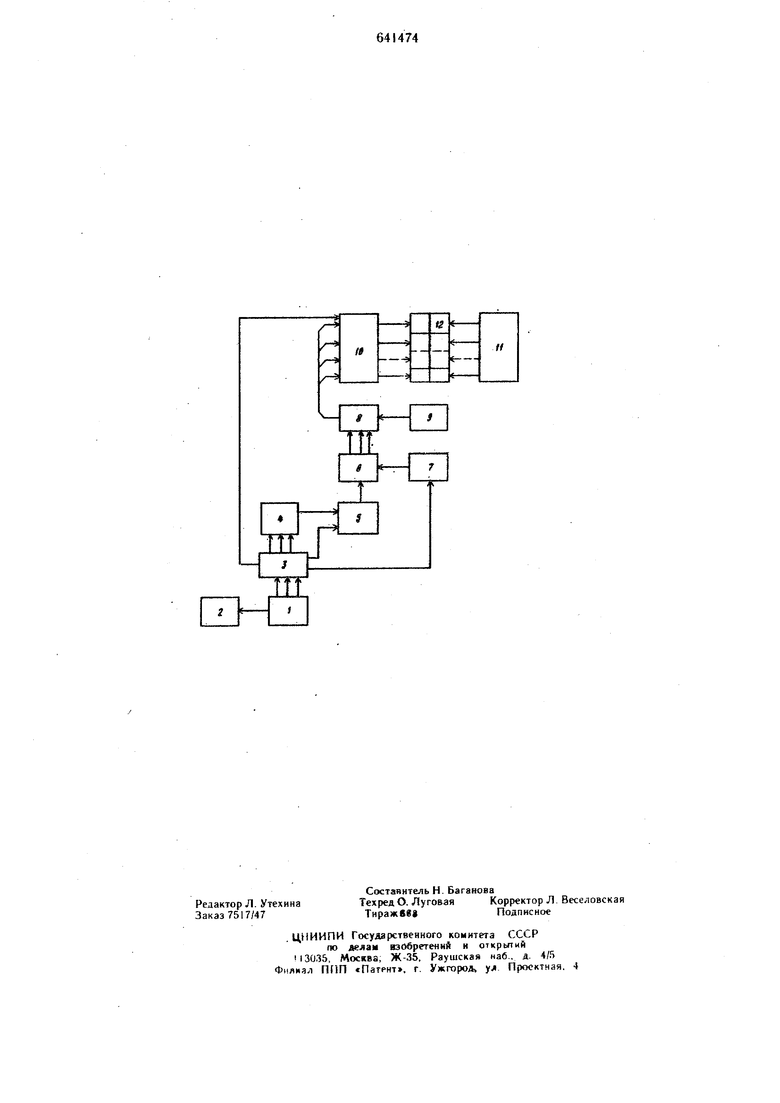
Изобретение относится к области автоматики и вычислительной техники, а имеиво к техническим средствам для управления производством. Известно устройство для контроля работы оборудования, которое содержнт геиератор импульсов, шаговые искатели, пересчетиую схему и табло (1). Это устройство позволяет получить только рззиостную характеристику плаиового и фактического «зго.товлеиия изделий. Устройство построено на шаговых искателях, которые иедостаточно надежны в работе. Кроме того, устройство позволяет следнть только-за выпуском одиого наименования изделий. Наиболее близким по техиической сущиости и достигаемому результату к изобретению является устройство для контроля за временем работы оборудования (2|. Это устройство содержит блок набора даииых, подключенный к индикатору и ко входу формирователя импульсов, сумматор, геиератор постоянной частоты, блоки плаиового и фактического выпуска изделий и Недостатком его является невысокая надежность устройства. Целью изобретения является повышение надежности устройства. Поставленная цель достигается тем, что в предложенное устройство введены блой ритма, бл(ж памяти, программный блок и коммутатор. Выходы формирователя импуль« сов подключены к одному из входов блока планового выпуска изделий, ко входу программного блока и непосредственно и через сумматор ко входам блока памяти, другой вход которого подключен к выходу программного блока, а выход - к одним из входов коммутатора, другой вход которого соединен с генератором постоянной частоты, а выход - с другими входами блока плаиового выпуска изделий, выход которого подключен к табло, соединенному с блоком фактического выпуска изделий. Структурная схема устройства показана на чертеже. Устройство содержит блок набора даииых 1, индикатор 2, формирователь импульсов 3, сумматор 4, блок ритма 5, блок памяти 6, программный блок 7, коммутатор 8, генератор постоянной частоты 9, блок планового выпуска 10, блок фактического выпуска И и табло 12. Устройство работает следующим образом. Иа блоке набора данных I набирают программу работы устройства - последовательность заполнения ячеек памяти блока 6. Эта программа из блока набора данных 1 через формирователь импульсов 3 поступает в программ1 ый блок 7 и запоми1 ается в нем. Правильность набора контролируется визуально на индикаторе 2. Это значение через формирователь импульсов 3 поступает на соответствующие входы сумматора 4. Затем на блоке набора данных набирают время начала смены, которое подается на другие входы сумматора 4. Затем набирают время регламентированных перерывов, которое такг же подается в сумматор 4. В сумматоре производится вычисление продолжительности рабочего времени. Далее на блоке набора наб11рают число изделий, которые должны быть произведены за только что вычисленную продолжительность рабочего времени. Это значение через формирователь импульсов 3 подается на один вход блока ритма 5, на другой вход которого поступает продолжительность рабочего времени и производится деление поступивших величин с требуемой точностью. Полученный результат запоминается в ячейке блока памяти 6, номер которой определяется сигналом с программного блока 7,. Далее на блоке набора данных набирают число иаделий другого наиме юваиня, которые должны быть изготовлены за тот же промежуток времени и т. д, Затем набирают параметры промежутка времени, за который должны быть изготовлены изделия других наименований, и количество этих изделий. Аналогично вычислиются и запоминаются значения ритмов контролируемых наименований изделий. Затем на блоке набора данных набирают ритм переключения табло 12. Ячейки коммутатора 8 представляют собой, например, счетчики, в которых в пормальном коде заносятся значения ритмов контролируемый наименований изделий. На счетные входы этих счетчиков поступают импульсы от генератора 9 и йз всех счетчиков списывается по единице. Как только в определенном счетчике блока 8 окажется записанным «О, формируется сигнал, характеризующий момент, в который должна быть изготовлена деталь, а в этот счетчик вновь заносится значение ритма. Этот сигнал попадает на вход соответствующей ячейки блока планового выпуска изделий 10, где он запоминается. В блоке iO имеются также ячейки, устанавливающие ритм выдачи информации на табло 12. На инх поступает информация с коммутатора 8, и при изготовлении любого заданного количества изделий, эти ячейки выдают команду на передачу информации с блока 10 на табло 15 на данный момент времени. Аналогично поступает информация о плановом выпуске всех остальных контролируемых изделий в соответствую щие ячейки блока 10. Выходы всех ячеек блока 10 соединены со входами табло 12. Другие входы табло соединены с выходами фактического выпуска изделий. Таким образом, на табло выводится информация о плановых и фактических выпусках изделий. При необходимости может быть вычислена разница «план-факт. Таким образом, введение в устройство блока ритма, блока памяти, программного блока и коммутатора позволяет осуществить контроль за выпуском нескольких наименований изделий. Благодаря использованию генератора постоянной частоты повышается надежность работы схемы. Формула изобретения Устройство для контроля за временем работы оборудования, содержащее блок набора данных, подключенный к индикатору, и ко входу формирователя импульсов, сумматор, генератор постоянной частоты, блоки планового и фактического выпуска изделий, соединенные с табло, отличающееся тем, что, с целью повыще1И1я надежности устройства, в него введены блок ритма, блок памяти, программный блок и коммутатор; выходы формирователя импульсов подключены к одному из входов блока, планового выпуска изделий, ко входу программного блока и непосредственно и через сумматор ко входам блока ритма, выход которого соединен с одпим из входов блока памяти, другой вход которого подключен к выходу программного блока, а выход - к одним из входов коммутатора, другой вход которого соединен с генератором постоянной частоты, а выход - с группой входов блока планового выпуска изделий. Источники информации, принятые во внимание при экспертизе; 1.Авторское свидетельство СССР № 184539,. кл..,О 07 С 3/10, 21.07.66. 2.Авторское свидетельство СССР № 395718, кл. G 01 D 1/Ш, 05.04.72.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сравнения плановой и фактической выработки продукции | 1980 |
|
SU942079A2 |
| УСТРОЙСТВО для ЦИФРОВОЙ ИНДИКАЦИИ ВЫПУСКА ИЗДЕЛИЙ | 1973 |
|
SU395718A1 |
| Устройство для программного счета изделий | 1983 |
|
SU1113824A1 |
| Устройство для контроля производительности оборудования | 1978 |
|
SU728147A1 |
| Устройство для сравнения плановойи фАКТичЕСКОй ВыРАбОТКи пРОдуКции | 1979 |
|
SU840981A1 |
| Устройство для контроля обеспеченности сборочного конвейерного производства комплектующими изделиями | 1972 |
|
SU522104A1 |
| Устройство для цифровой индикации выпуска изделий | 1983 |
|
SU1078246A2 |
| Устройство контроля и управления технологическим комплексом для намотки изделий | 1989 |
|
SU1661721A1 |
| Устройство для сбора передачи и приема информации | 1975 |
|
SU550666A1 |
| Устройство для сбора, передачи и приема информации | 1977 |
|
SU690527A1 |