При Применении электрического тока промышленной частоты (например, 50 герц) для индуктивного нагрева стальных деталей под закалку, горячую штамповку, поковку и для других подсобных целей возникают трудности, в виде недостаточной интенсивности нагрева при температурах выше точки Кюри (768° С). С другой стороны, первоначальный нагрев изделия токами промышленной частоты крайне желателен, так как обеспечивает равномерность нагрева детали по сечению в силу глубокого проникновения магнитного потока в массу детали. Как известно, при повышении температуры, когда значение удельного сопротивления увеличивается, глубина проникновения возрастает. При температуре около 700° С магнитные свойства стали значительно изменяются, при этом магнитная проницаемость уменьшается и при температурах выше 768° С будет равняться единице, что определяет равномерный нагрев изделия и при более высоких частотах. С повышением частоты интенсивность эффекта нагрева увеличивается.
Настояш,ее изобретение относится к устройству для индукционного
нагрева ферромагнитных изделий с каскадным расположением двух или более индукторов. Из них расположенные первыми по ходу движения нагреваемого изделия питаются электрическим током промышленной частоты, порядка 50 герц, а последующие - токами повышенной частоты. В качестве источников тока повышенной частоты, согласно изобретению использованы индукторы первых зон нагрева, включённые по схемам умножителей частоты или снабжённые дополнительными обмотками, включёнными по схемам умножителей частоты.
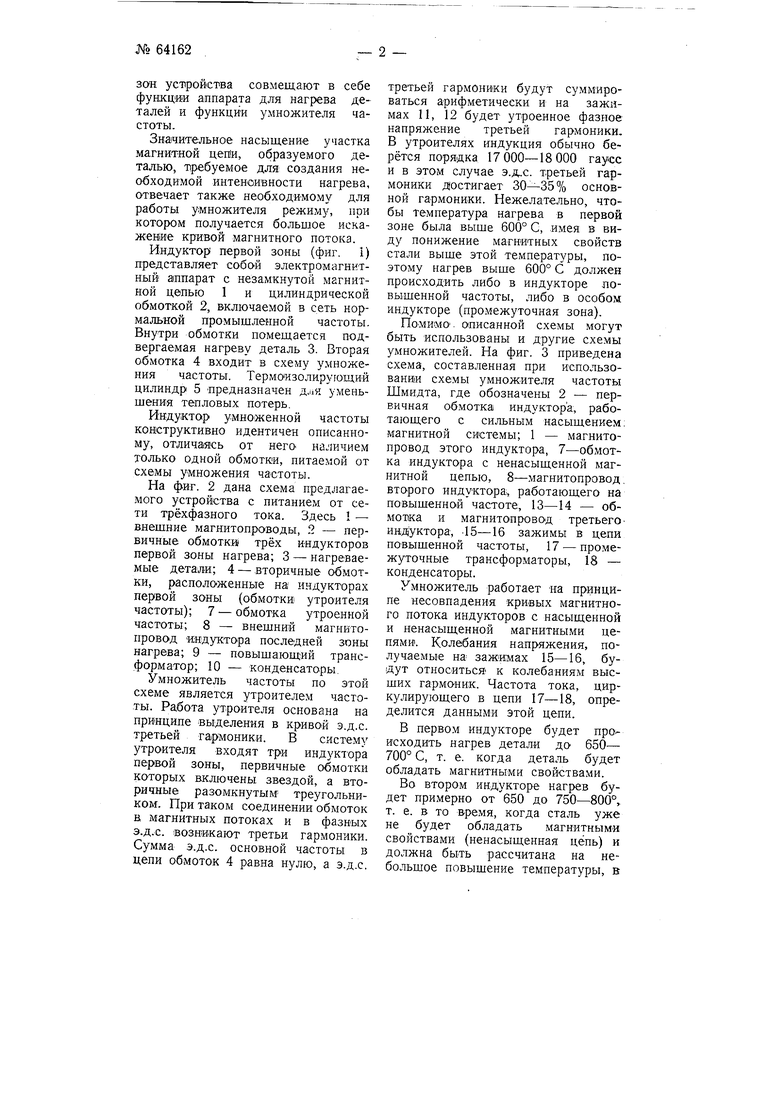
Сушность изобретения поясняется чертежом, на фиг. 1 ксторого представлен разрез индуктора первой зоны, на фиг. 2 дана схема предлагаемого устройства с питанием от трёхфазного тока, а на фиг. 3 изображена схема с питанием от однофазной сети.
Предлагаемое устройство состоит из нескольких индукторов, включённых так, что обмотка индуктора последней зоны нагрева получает питание током повышенной частоты от дополнительных обмоток индукторов первых зон нагрева. Таким образом индукторы первых
зон устройства совмещают в себе функции аппарата для нагрева деталей и функции умножителя частоты.
Значительное насыщение участка магнитной цеп1и, образуемого деталью, пребуемое для создания необходимой интенсивности нагрева, отвечает также необходимому для работы умножителя режиму, при котором получается большое искажение кривой магнитного потока.
Индуктор первой зоны (фиг. 1) представляет собой электромагнитный аппарат с незамкнутой магнитной цепью 1 и цилиндрической обмоткой 2, включаемой в сеть нормальной промыщленной частоты. Внутри обмотки помещается подвергаемая нагреву деталь 3. Вторая Обмотка 4 входит в схему умножения частоты. Термо изолиру ощий цилиндр 5 предназначен для уменьщенкя тепловых потерь.
Индуктор умноженной частоты конструктивно идентичен описанному, отличауясь от него наличием только одной обмотки, питаемой от схемы умножения частоты.
На фиг. 2 дана схема предлагаемого устройства с питанием от сети трёхфазного тока. Здесь 1 - внещние магнитопроводы, 2 - первичные обмотки) трёх и-ндукторов первой зоны нагрева; 3 - нагреваемые детали; 4 - вторичные обмотки, расположенные на, индукторах первой зоны (обмотки утроителя частоты); 7 - обмотка утроенной частоты; 8 - внещний магнитопровод индуктора последней зоны нагрева; 9 - повыщающ-ий трансформатор; 10 - конденсаторьг
Умножитель частоты по этой схеме является утроителем частоты. Работа утроителя основана на принципе выделения в кривой э.д.с. третьей гармоники. В систему утроителя входят три индуктора первой зоны, первичные обмотки которых включены звездой, а вторичные разомкнутым треугольником. При таком соединении обмоток в магнитных потоках и в фазных э.д.с. возникают третьи гармоники. Сумма э.д.с. основной частоты в цепи обмоток 4 равна нулю, а э.д.с.
третьей гармоники будут суммироваться арифметически и на зажимах 11, 12 будет утроенное фазное напряжение третьей гармоники. В утроителях индукция обычно берётся порядка 17000-18000 гаусс и в этом случае э.д..с. третьей гармоники достигает 30-35% основной гармоники. Нежелательно, чтобы температура нагрева в первой зоне была выще 600° С, имея в виду понижение магнитных свойств стали выше этой температуры, поэтому нагрев выще 600° С должен происходить либо в индукторе повышенной частоты, либо в особом индукторе (промежуточная зона).
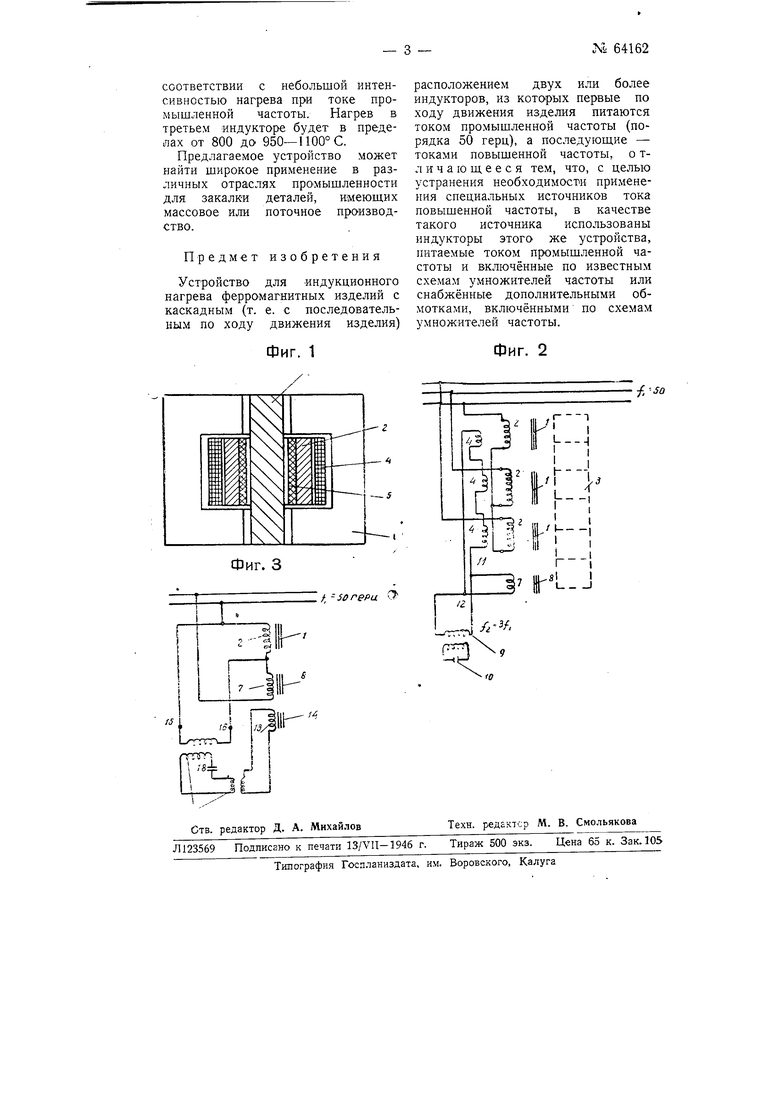
Помимо - описанной схемы могут быть использованы и другие схемы умножителей. На фиг. 3 приведена схема, составленная при использовани1И схемы умножителя частоты Шмидта, где обозначены 2 - первичная обмотка индуктора, работающего с сильным насыщением магнитной системы; 1 - магнитопровод этого индуктора, 7-обмотка индуктора с ненасыщенной магнитной цепью, 8-магнитопровод второго индуктора;, работающего на повыщенной частоте, 13-14 - обмотжа и магнитопрОБОд третьегоиндуктора, -15-16 зажимы в цепи повыщенной частоты, 17 - промежуточные трансформаторы, 18 - конденсаторы.
Умножитель работает на принципе несовпадения кривых магнитного потока индукторов с насыщенной и ненасыщенной магнитными цепями. Колебания напряжения, получаемые на зажимах 15-16, будут относиться- к колебаниям высщих гармОНик:. Частота тока, циркулирующего в цепи 17-18, определится данными этой цепи.
В первом индукторе будет происходить нагрев детали до 650- 700° С, т. е. когда деталь будет обладать магнитными свойствами.
Во втором индукторе нагрев будет примерно от 650 до 750-800°, т. е. в то Бремя, когда сталь уже не будет обладать магнитными свойствами (ненасыщенная цепь) и должна быть рассчитана на небольшое повышение температуры, в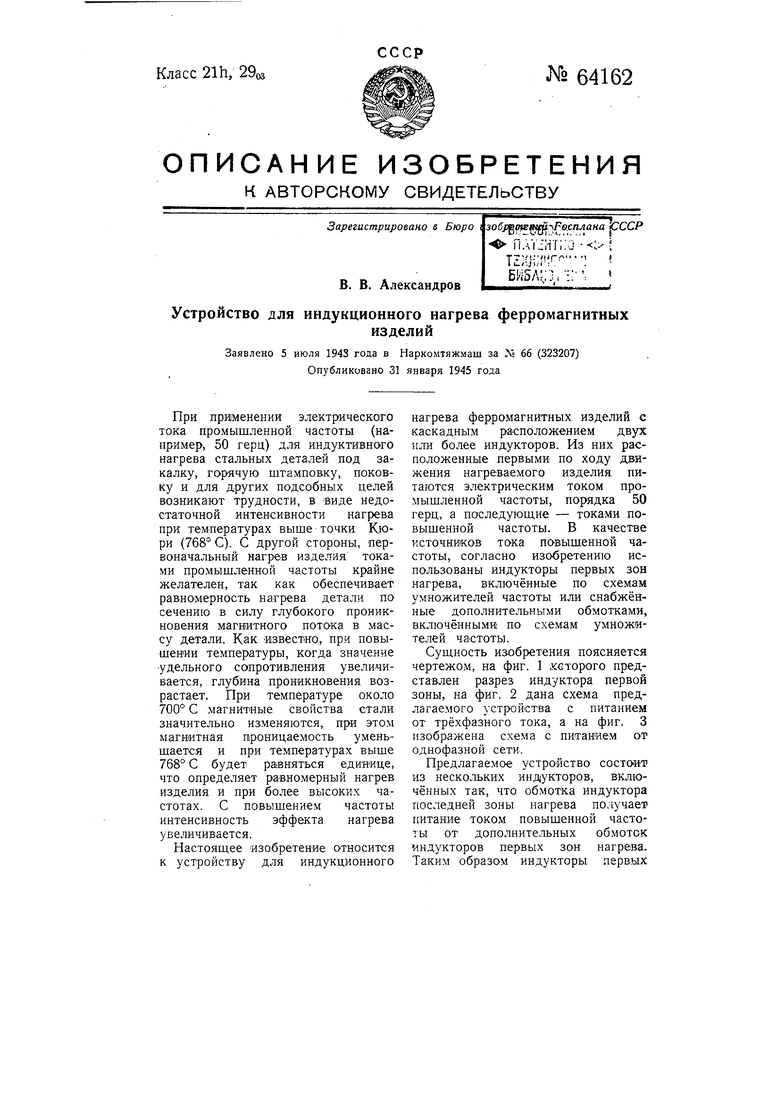
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для преобразования частоты переменного тока | 1940 |
|
SU67385A1 |
| СПОСОБ УМНОЖЕНИЯ ЧАСТОТЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2592864C2 |
| УМНОЖИТЕЛЬ ЧАСТОТЫ | 1968 |
|
SU207284A1 |
| МАГНИТНО-ПОЛУПРОВОДНИКОВЫЙ УТРОИТЕЛЬ ЧАСТОТЫ | 2013 |
|
RU2540403C2 |
| Утроитель частоты | 1971 |
|
SU481971A1 |
| Статический ферромагнитный утроитель частоты | 1984 |
|
SU1162012A1 |
| Трехфазный утроитель частоты | 1975 |
|
SU535689A1 |
| Индуктор | 1950 |
|
SU91791A1 |
| Статический ферромагнитный утроитель частоты с трехфазным выходом | 1975 |
|
SU615575A1 |
| Устройство для получения сферических гранул из металлических расплавов | 1978 |
|
SU909842A1 |
