(54) СПОСОБ АБРАЗИВН0Й ОБРАБОТКИ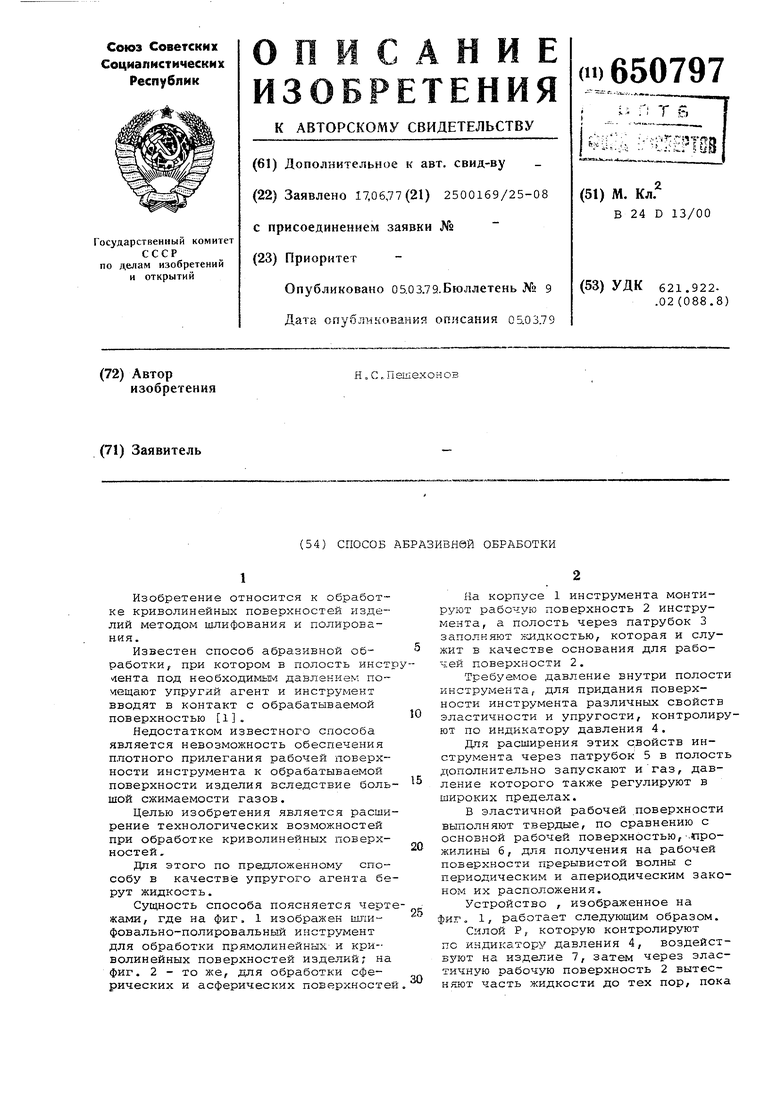
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ | 1999 |
|
RU2157309C1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ | 1999 |
|
RU2155663C1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ | 1999 |
|
RU2155665C1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ | 1998 |
|
RU2151682C1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ | 1999 |
|
RU2155664C1 |
| СПОСОБ ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2000 |
|
RU2171169C1 |
| СПОСОБ ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2000 |
|
RU2171170C1 |
| Установка для мойки изделий | 1991 |
|
SU1784284A1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ | 2000 |
|
RU2181658C1 |
| СПОСОБ ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2000 |
|
RU2171168C1 |
Изобретение относится к обработке криволинейных поверхностей изделий методом шлифования и полирования. Известен способ абразивной обработки, при котором в полость инст viBHTa под необходимызу давлением помещают упругий агент и инструмент вводят в контакт с обрабатываемой поверхностью 1, Недостатком известного способа является невозможность обеспечения плотного прилегания рабочей поверхности инструмента к обрабатываемой поверхности изделия вследствие боль шой сжимаемости газов. Целью изобретения является расши рение технологических возможностей при обработке криволинейных поверхностей. Для этого по предложенному способу в качестве упругого агента бе рут жидкость. Сущность способа поясняется черт жами, где на фиг. 1 изображен шлифовально-полировальный инструмент для обработки прш«1олинейных и криволинейных поверхностей изделий; на фиг. 2 - то же, для обработки сферических и асферических поверхносте На корпусе 1 инструмента монтируют рабочую поверхность 2 инструмента, а полость через патрубок 3 заполняют хаадкостью, которая и служит в качестве основания для рабочей поверхности 2. Требуемое давление внутри полости инструмента, для придания поверхности инструмента различных свойств эластичности и упругости, контролируют по индикатору давления 4. Для расширения этих с,войств инструмента через патрубок 5 в полость дополнительно запускают игаз, давление которого также регулируют в широких пределах. В эластичной рабочей .поверхности выполняют твердые, по сравнению с основной рабочей поверхностью,-.прожилины 6, для получения на рабочей поверхности прерывистой волны с периодическим и апериодическим законом их расположения. Устройство , изображенное на фиго 1, работает следующим образом. Силой Р, которую контролируют по индикатору давления 4, воздействуют на изделие 7, затем через эластичную рабочую поверхность 2 вытесняют часть жидкости до тех пор, пока
произойдет полное прижатие обрабатываемой поверхности изделия к рабочей поверхности инструмента.
При относительном перемещении изделия 7 и инструмента обрабатываемая ловерхность изделия 7 преодолевает сопротивление фронта волны жидкости, возникающего внутри полости инструмента и создающего на рабочей поверхности 2 инструмента соответствующую упругую бегущую волну. Благодаря несжимаемости жидкости сопротивление ее волны, возникающей внутри полости инструмента, велико по сравнению с газом (воздухом) при одном и том же давлении.
Следовательно, при одной и той же эластичности рабочей поверхности упругие свойства ее деформации во столько раз выше, во сколько сопротивление жидкости выше сопротивления газа при одних и тех же условиях.
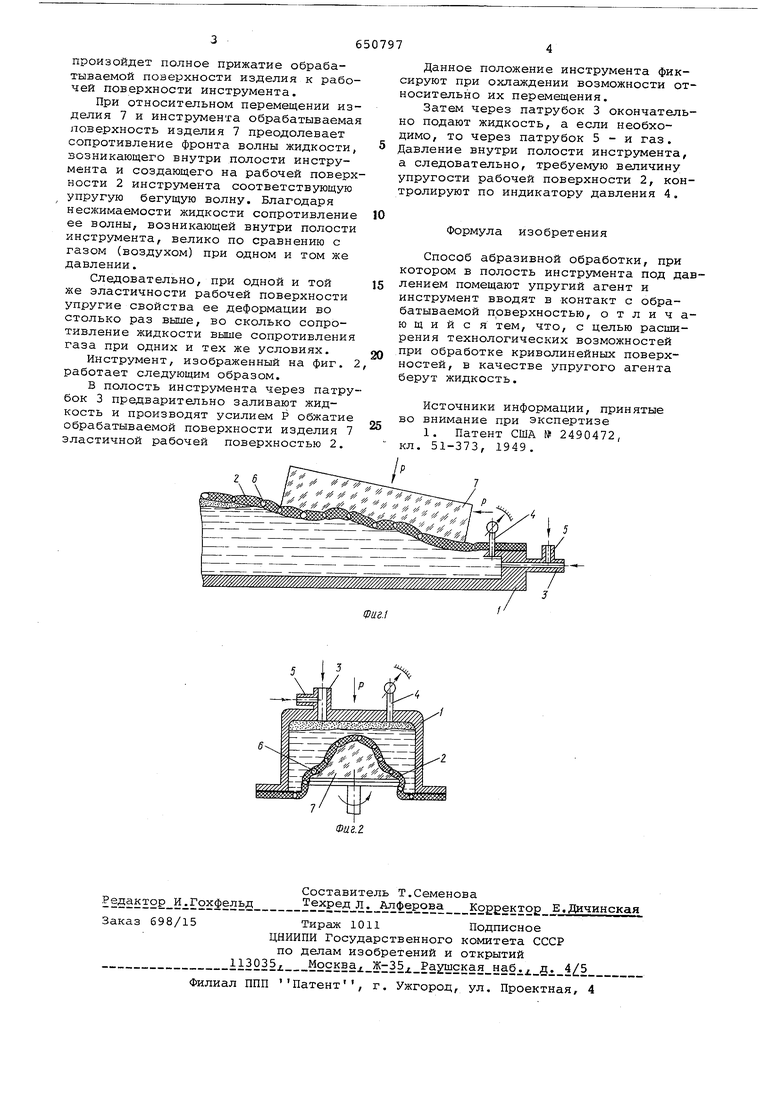
Инструмент, изображенный на фиг. 2 работает следующим образом.
В полость инструмента через патрубок 3 предварительно заливают жидкость и производят усилием Р обжатие обрабатываемой поверхности изделия 7 эластичной рабочей поверхностью 2.
5 Данное положение инструмента фиксируют при охлаждении возможности относительно их перемещения.
Затем через патрубок 3 окончательно подают жидкость, а если необходимо, то через патрубок 5 - и газ. Давление внутри полости инструмента, а следовательно, требуемую величину упругости рабочей поверхности 2, контролируют по индикатору давления 4.
Формула изобретения
Способ абразивной обработки, при котором в полость инструмента под далением помещают упругий агент и инструмент вводят в контакт с обрабатываемой поверхностью, отличающийся тем, что, с целью расширения технологических возможностей при обработке криволинейных поверхностей, в качестве упругого агента берут жидкость.
Источники информации, принятые во внимание при экспертизе
