Существующим способам электросварки от асинхронных электродвигателей присущи недостатки. Так сварка от асинхронных электродви|ателей с контактными кольцами возможна при на.тичин электродви гателей с так называемым фазныл ротором. Заводами изготовляются такие двигатели е ограниченном количестве, в следствке ч-его, несмотря на его пригодность, этот способ применим в ограниченном масштабе.
В массовом количестве изготовляются асинхронные элект1родвнгатели с короткозамкнутым ротором. Однако электросварка от асинхронных электродвигателей с короткозамкнутым ротором при наличии электродвигателей большой мощности, и лищь только от сети ниЗкого вапряжения. Поэтому этот способ также не может быть широко внедрен.
Согласно изобретению, предлагается осуществлять питание сварочной дуги от трехфазного асинхронного двигателя с короткозамкнутым ротород, одна фаза обмотки статара которого разделена на две или более части, с возможностью параллельного соединения этих частей при питании, от этсй фазы сварочной дуги.
Этим достигается вэзмолчность снижения напряжения холостого хода и .увеличения силы сварочного тока.
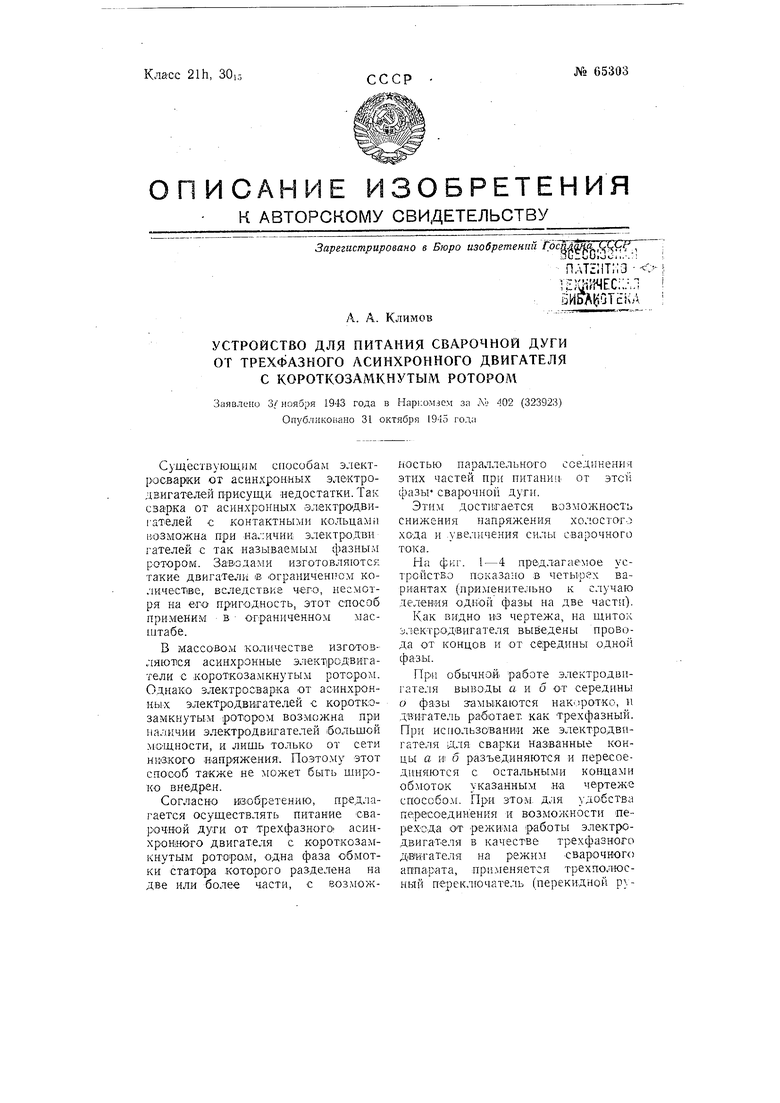
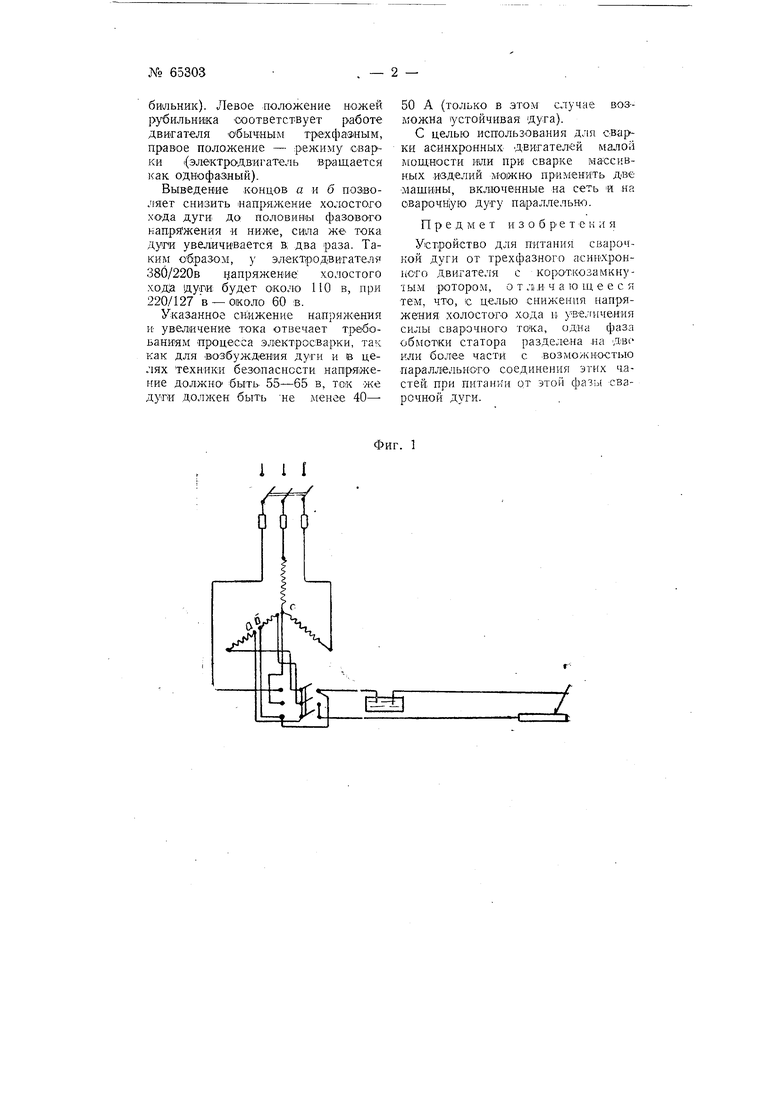
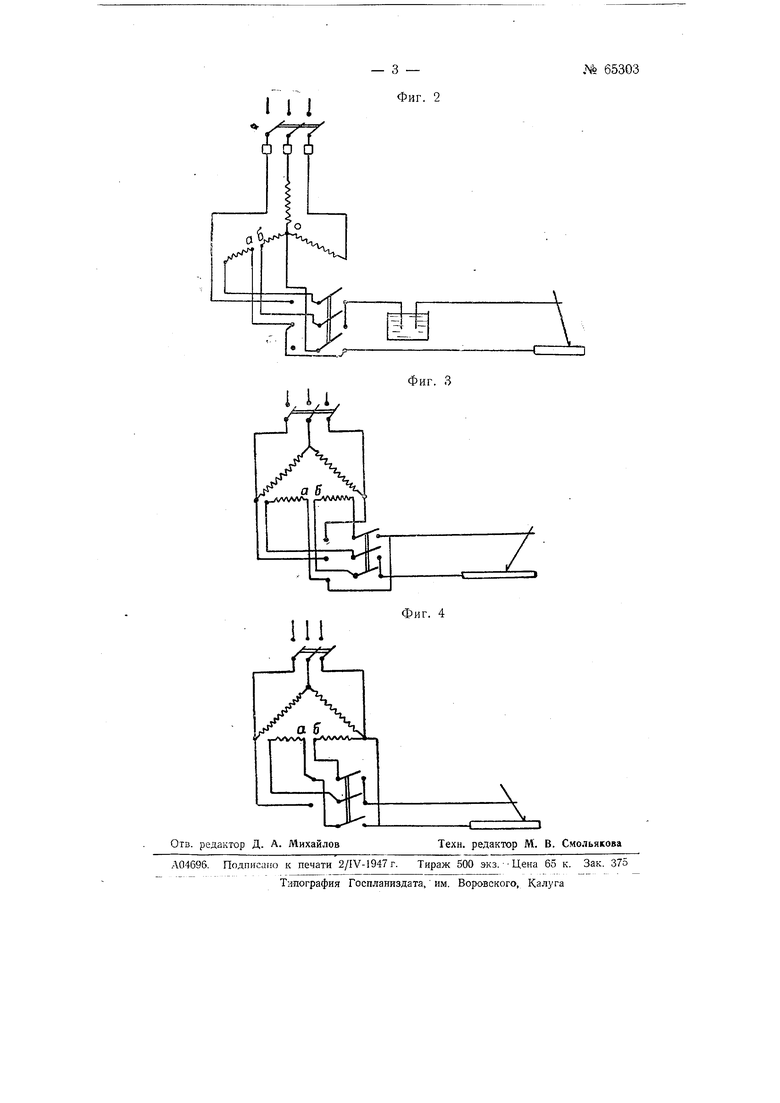
На фкг. 1-4 предлагаемое устройство показано в четырех вариантах {применительно к случаю деления одной фазы на две части).
Как видно из чертежа, на щиток э.гектродвигателя выведены провода от концов и от середины одно) фазы.
При обычной, работе электродвигате;1я выводы а и б от середины о фазы з амыкаются накоротко, и дяигатель р аботает как трехфазный. При исио.тьзовании же электродвигателя йля сварки названные концы а в б разъединяются и пересоединяются с остальными концам и обмоток указанным на чертеже способом. При этом, для удобства пересоединения и возможности перехода от режима работы электродвигателя в качестве трехфазного двИГателя на режим сварочного аппарата, применяется трехполюсный переключатель (перекидной р бильник). Левое положение ножей рубильника -соответствует работе двигателя обычным трехфашым, правое положение - режиму сварки (электродвигатель вращается как однофазный).
Выведение концов а и б позволяет снизить напряжение холостого хода дуги до половины фазового капряжения и ниже, сила же тока дули увеличивается в; два раза. Таким образ-ом, у электрод1витате.ля 38б/220в цапряжен ие; холостого хода йуги: будет около ПО в, при 220/127 в -около 60 в.
Указанное снижение напряжения и- увел1ичение тока отвечает требованиям процесса электросварки, так как для Возбуждения дуги и в це.чях техники безопасности напряжение должно быть 55-65 в, ток же дуги должен быть не менее 40
50 А (только в этом случае возможна устойчивая дута).
С целью исггользования для сварки асинхронных двигателей малой мощности жш при сварке массивнь(х изделий МО1ЖНО применить две мащины, включенные на сеть и на оварочн1ую дугу параллельно.
Предмет изобретен и я
Устройство для питания сварочной дуги от трехфазного асинхронного двигателя с короткозамкну1Ы.М ротором, о т ;а,и чающееся тем, что, с целью снижеиия напряжения холостого хода и уЕе..-гичения силы сварочного тока, одна фаза обмотки статора разделена на ДВ1 или более части с возмо 1 ност1 ю лараллельиого соединения этих частей, при питании от этой фазь сварочной дуги.
Фиг. 1