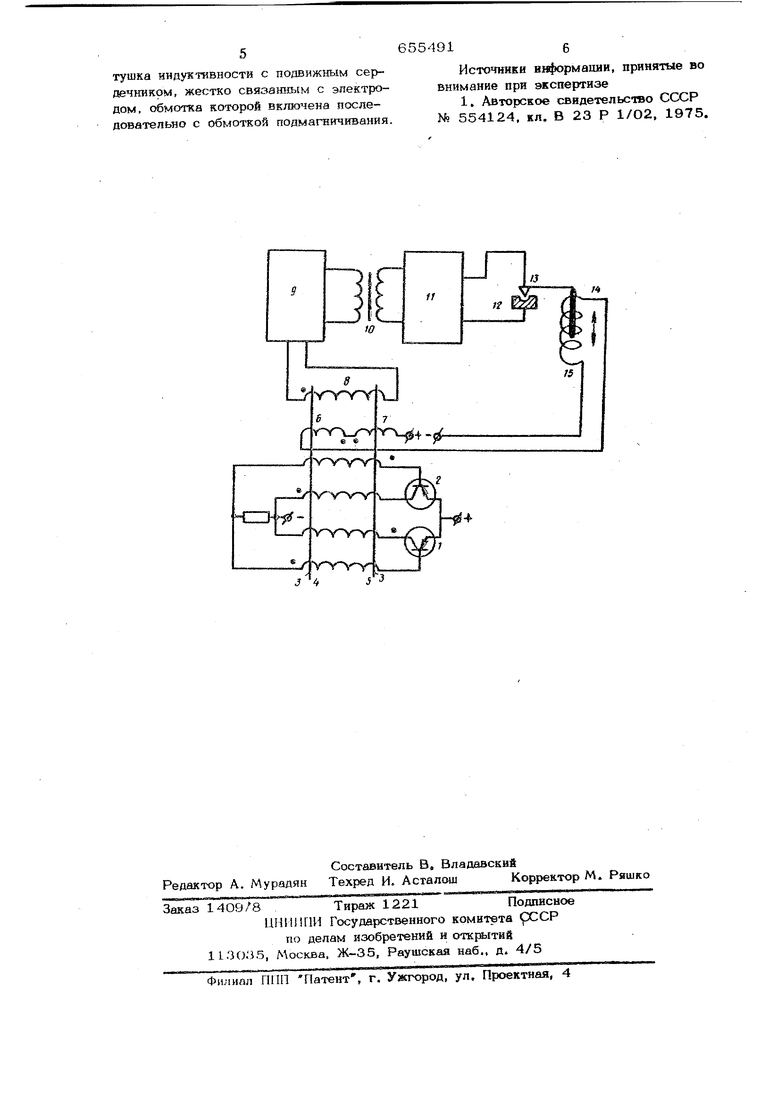
(54) УСТРОЙСТВО ДЛЯ ЭЛЕКТРОЭРОЗИОИНОЙ ОБРАБОТКИ 365 Поставленная цель достигается тем, что в иааестиом импульсном преобразователе для электроэрозионной обработки металлов, состоящем из последовательно соединенных формирователя импульсов с задающим генератором, содержащим трансформатор, магнитопровод которого выполнен из двух сердечников с расположенной на них обмоткой подмагничивання, трансформатора, формирователя сква нрсти и электрода- инструмента, последо вательно с обмоткой подмагничивания трансформатора задающего генератора включена катушка индуктивности с подвижным сердечником, жестко связанным с электродом - инструментом. На чертеже схематично представлено устройство. Устройство содержит транзисторы 1 и 2 задающего генератора, магнитопровод 3 трансформатора с двумя сердечниками 4 и 5, обмотки 6 и 7 подмагничивання, намотанные на каждом сердечнике и включенные встречно, выходную обмотку 8 (условно показана одна), под соединенную к управляющим электродам гирис горов формирователя 9 импульсов, силсюой импульсный трансформатор 10, формирователь 11 скважности импульсов, деталь 12, электрод 13, подвижной сердечник 14, расположенный внутри катушкн индуктивности и жестко связанный с электродом - инструментом 13, катгушку 15 индуктивности, включе1гаую последовательно с обмотками 6 и 7 под магничивания и источником питания. Схема работает следующим образом. При включении автогенератор начинае генерировать импульсы с частотой, опре деляемой величиной тока подмагничивания, протекающего по обмотжам 6 и 7. Эти импульсы поступают на управляющие электроды тиристоров формирователя 9 импульсов и на вторичной обмочке трансфогматора 10 появляется переменное прямоугольное напряжение. После формирователя 11 скважности, представляющего собой управляемый выпрямител униполярные импульсы подаются на рабочий зазор между электродом-инструментом и деталью. С заглублением элек рода-инструмента 13 при обработке в деталь 12 перемещается и жестко связ ный с ним сердечник 14 в катушке 1 5 индуктявностн, изменяя ее индуктивност По обмоткам 6 и 7 йодмагничивання протекает посгоя1 ньгй ток. от источника питания и пульсирующий гок or четных гармоник, наводимых из коллекторных обмоток трансформатора. При изменении величины ин/зук-гавности в этой иепн меняется степень по давлеиия четных гармоник, что ведет к изменению тока подмагни { йваиия и соотаетс-ше шо к изме- нению магнитного состояния сердечников 4 и 5 трансформатора, что приводит в свою очередь к изменению частоты управляющих импульсов и рабочих импульсов в межэлектродном зазоре. В начале обработки сердечник 14 полностью вьше- дан из катушки 15, что обеспечивает низкую начальную частоту обработки. Прн заглублении электрода - инструмента в деталь частота рабочих импульсов увеличивается, длительность импульсов падает, что пр11водит к уменьшению размеров снятых частиц металла и улучшению условий их эвакуации из зоны обработки. Меняя ток подмагничивания от источника HHTaHiiH, можно установить желаемую часто1у в начале обработай. Применение устройства дпя электроэрозионно-химической обработки глубоких и, особегшо, глухих отверстий позволяет получать более качественные поверхности отсутствия коротких замыканий через частички металла, так как увеличение част-о-ил импульсов к концу обработки уменьшает размеры снятых частиц металла, что при том же боковом зазоре между электродом - инструментом и де- талью улучшает -условия их эвакиании. Изменение частоты по единому для каждой детали закону позволяет получить хорошую повторяемость результатов. Формула изобретения Устройство для электроэрозионной обработки, содержащее формирователь импульсов с задающим магнито-транзисторным генератором, магнитопровод которого выполнен на двух сердечниках с расположенной на них обмоткой подмагничивания, силовой трансформатор и формирователь скважности, подключенный. к электродам эрозионного промежутка, отличающееся тем, что, с целью повышехшя качества обработки глубоких отверстий путем автоматического изменения частоты рабочих импульсов в процессе обработки, в него введена катушка индуктивности с подвижным сердечником, жестко связаш1ым с эпектродом, обмотка которой включена последовательно с обмоткой подмагничивания.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 554124. кл. В 23 Р 1/02. 1975.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для диагностики состояния процесса резания | 1983 |
|
SU1122476A1 |
| Источник питания сварочной дуги | 1986 |
|
SU1333495A1 |
| Умножитель частоты четной кратности | 1976 |
|
SU764062A1 |
| Трансформатор импульсов электроэнергии однополярного тока | 2020 |
|
RU2725610C1 |
| Статический ферромагнитный ушестеритель частоты | 1985 |
|
SU1275697A1 |
| Устройство для ультразвукового контроля металлов | 1990 |
|
SU1748045A1 |
| Устройство для защиты от коротких замыканий при электроэрозионной обработке | 1974 |
|
SU574297A1 |
| Источник униполярных гребенчатых импульсов для электроэрозионной обработки металлов | 1988 |
|
SU1670751A1 |
| Ферромагнитный умножитель частоты | 1980 |
|
SU978295A1 |
| СПОСОБ УМЕНЬШЕНИЯ НАСЫЩЕНИЯ ТРАНСФОРМАТОРА ИМПУЛЬСНОГО ПРЕОБРАЗОВАТЕЛЯ И ПРЕОБРАЗОВАТЕЛЬ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2410829C1 |
/4
