Изоброгение относится к станкостроению, в частности к устройствам диагностики состояния инструментов, и может быть использовано в системах автоматического управления процессами механической обработки на станках с ЧПУ, станках-автоматах и автоматических линиях.
Известно устройство для определения момента касания инструментом обрабатываемой детали, содержащее два тороидальных трансформатора, один из которых измерительный и помещается на станке таким образом, что внутри его проходит образующийся при касании детали с инструментом короткозамкнутый виток, а второй трансформатор, имеющий идентичные магнитопровод и обмотки, располагается вне станка. Принцип действия этого устройства основан на том, что измерительные об.мотки обоих трансформаторов образуют плечи моста, который в исходном состоянии сбалансирован. При наличии короткозамкнутого витка баланс моста нарущается и возникающий при этом перепад напряжения несет информацию о наличии контакта 1.
Недостатком устройства является сложность настройки и обеспечения температурной стабилизации (нулевой балансировки) мостовых схем, а также ограниченные функциональные возможности.
Известно также устройство для диагностики состояния процесса резания, содержащее генератор, регистратор, два замкнутых ферромагнитных сердечника, на одном из которых расположена обмотка возбуждения, а на другом - измерительная (сигнальная) обмотка. Сердечники установлены соосно с режущим инструментом 2.
Недостатками известного устройства являются ограниченные функциональные возможности, низкая надежность и точность регистрации поломки инструмента. Устройство непригодно, например, для определения поломки инструмента в процессе обработки глубоких отверстий, так как при поломке инструмента на определенной глубине внутри обрабатываемой детали условие контакта режущего инструмента с деталью сохраняется, а поломка инструмента при этом имеет место. Это приводит к получению ложной информации и возможности аварийного режима работы станочного оборудования.
Кроме того, известное устройство не позволяет определять предполомочное состояние режущего инструмента, его стойкостные параметры (износ, скорость его развития), yCvTOBHe процесса стружкообразования, пакетирование стружки и т. п. и не пригодно при обработке неметаллов.
Цель изобретения - повыщение точности измерений и расщирение функциональных возможностей устройства за счет измерения стойкостных параметров режущего
инструмента, циклической нагруженности режущего клина, условий протекания процесса стружкообразования и качества поверхности.
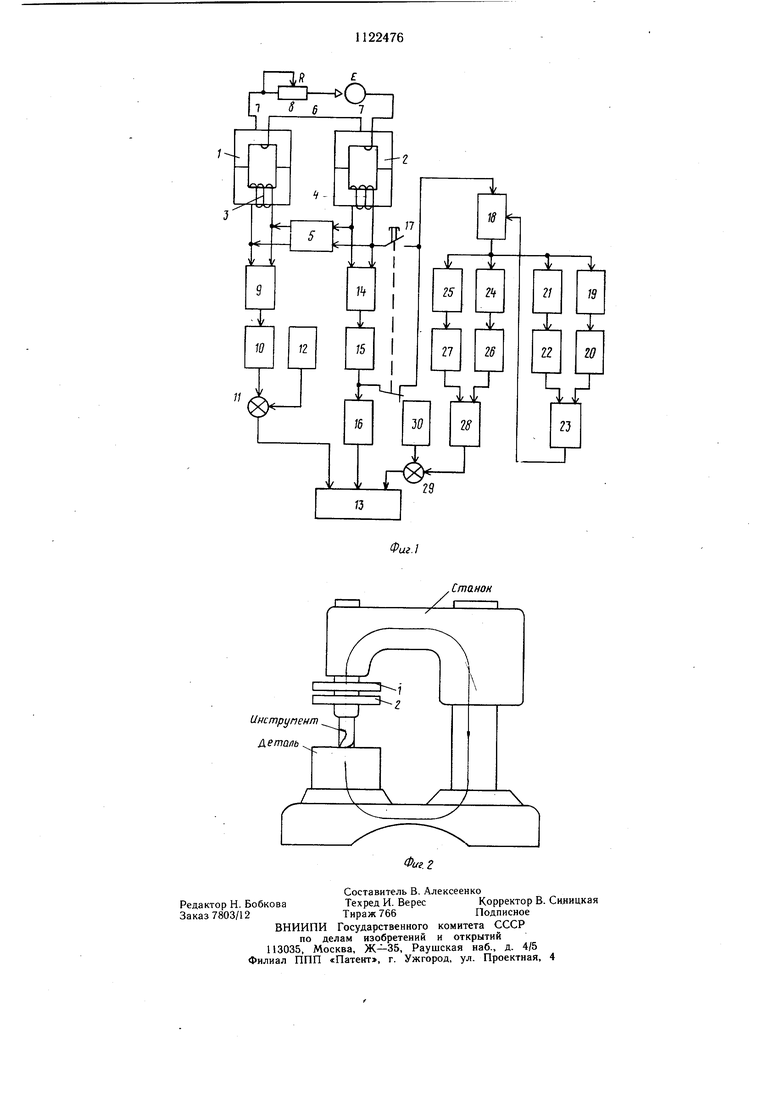
Указанная цель достигается тем, что в устройстве для диагностики состояния процесса резания, содержащем генератор возбуждения, регистратор и два ферромагнитных сердечника, размещенных соосно с режущим инструментом, причем первый ферромагнитный сердечник снабжен обмоткой возбуждения колебаний, а второй замкнутый ферромагнитный - измерительной обмоткой ферромагнитные сердечники выполнены разрезными, из двух половинок, а генератор - самовозбуждающимся, включающим широкополосный усилитель, подключенный входом к выходу измерительной обмотки, а выходом - к обмотке возбуждения, обеспечивая таким образом положительную обратную связь, устройство снабжено цепями регистрации изменения частоты генератора возбуждения высокочастотных колебаний, при этом первая цепь подключена к выходу обмотки возбуждения и образована, последовательно соединенны.ми преобразователем частота-напряжение, блоком усреднения и первой схемой сравнения с задатчиком, выход которой соединен с первым входом регистратора, вторая цепь подключена к выходу измерительной об.мотки и образована последовательно соединенными узкополосным фильтром, настроенным на частоту высокочастотного генератора возбуждения, частотным детектором и интегратором, выход которого соединен с вторым входом регистратора, а также снабжено первым и вторым сумматорами, второй схемой сравнения с задатчиком, переключателем, предварительным усилителем с регу.тируемым коэффициентом усиления, подключающимся входом через переключатель к выходу измерительной обмотки и к выходу частотного детектора, п каналами выделения нечетных гармоник основной частоты модулированного высокочастного сигнала, подключенными к выходу усилителя с регулируемым коэффициентом усиления, при этом каналы нечетных гармоник содержат последовательно соединенные перестраиваемые узкополосные фильтры, настроенные на нечетные гармоники основной частоты модулированного высокочастотного сигнала, и масщтабные усилители-преобразователи, выходы которых через первый сумматор соединены с управляющим входом предварительного усилителя, и п каналов четных гармоник, включающие последовательно соединенные перестраиваемые фильтры, настроенные на четные гармоники (например, на вторую и четвертую) основной частоты модулированного сигнала, и среднеквадратичные детекторы, выходы которых через второй сумматор и вторую схему сравнения соединены с третьим входом регистратора. На фиг. 1 приведена блок-схема устройства для определения контакта инструмента с деталью и диагностики состояния процесса резания; на фиг. 2 - схема установки преобразователя в зоне резания. Устройство содержит первый ферромагнитный замкнутый сердечник 1, второй ферромагнитный замкнутый сердечник 2 с расположенными на них соответственно обмоткой 3 возбуждения и измерительной (сигнальной) обмотки 4 высокочастотный самовозбуждающийся генератор 5, образованный усилителем с положительной обратной связью, образованной обмоткой 3 возбуждения, подключенной к выходу генератора 5 через емкость, исключающей подмагничивание Ьердечника 1 от источника питания, измерительной обмоткой 4, подключенной к входу генератора 5, и электрическим контуром связи 6, включающим виток связи 7, охватывающий ферромагнитные сердечники 1 и 2 переменным резистором 8, имитирующим изменение условий контакта, и источник тока термо-ЭДС Е, созданный естественной термопарой и инструмент-деталь. Переменный резистор 8 модулирует условие изменения контакта инструмент-деталь, его переходное сопротивление и сопротивление замкнутого реального контура, образованного элементами станок - обрабатываемая деталь - режущий инструмент станок. Отсутствие контакта инструмента с деталью равносильно разрыву цепи электрического контура связи 6. Токопроводящим витком связи 7, охватывающим сердечник 1 и 2, является режущий инструмент, образующий в ходе обработки с обрабатываемой деталью естественную термопару, замкнутую накоротко через корпус стайка. Устройство содержит также цепь регистрации изменения частоты самовозбуждающегося генератора 5, состоящую из последовательно соединенных преобразователя 9 частота-напряжение, блока 10 усреднения, блока II сравнения, задатчика 12 допустимой температуры, подключенного к второму входу блока 11 сравнения и многовходового регистратора 13, и цепь регистрации наличия и изменения частоты (частотной модуляции) в функции изменения величины тока контура связи 6, содержащую последовательно соединенные узкополосный высокочастотный фильтр 14, настроенный на частоту генератора 5, частотный детектор 15 и интегратор 16, выход которого соединен с последующим входом регистратора 13. Кроме этого, устройство содержит переключатель 17 рода работ, предварительный усилитель 18 с регулируемым коэффициентом усиления, п каналов выделения четных и нечетных гармонических, составляющих основных периодичностей релаксационных процессов, возникающих в зоне резания. Для упрощения схемы (фиг. 1) показаны два канала выделения нечетных гармоник, подключенных к выходу предварительного усилителя 18. Каналы выделения нечетных гармоник содержат избирательный фильтр 19, настроенный на первую основную гармоническую составляющую релаксационных процессов, соединенный с масщтабным усилителемпреобразователем 20, и избирательный фильтр 21, настроенный на третью гармоническую частотную составляющую от основной, соединенный с масштабным усилителем-преобразователем 22. Выходы усилителей 20 и 22 соединены с входами первого сумматора 23, выход которого соединен с управляющим входом предварительного усилителя 18. Каналы выделения четных гармоник состоят из последовательно соединенных узкополосных фильтров 24 и 25, настроенных соответственно на вторую и четвертую гармонические составляющие от основной, среднеквадратичных детекторов 26 и 27, выходы которых через второй сумматор 28 и блок 29 сравнения соединены с последующим входом регистратора 13, и задатчика 30 допустимой величины контролируемого параметра, подключенного к второму входу схемы 29 сравнения. Устройство имеет три выходных полезных сигнала, снимаемых с -выхода блоков 11, 16 и 29. Первый выходной сигнал на выходе блока 11 несет информацию об изменении (приращении) интегрального значения температуры зоны резания, второй выходной сигнал на выходе блока 16 появляется в виде постоянного аналогового напряжения при наличии контакта инструмента с деталью, и третий выходной сигнал, снимаемый с выхода блока 29, в зависимости от положения переключателя 17 рода работ несет информацию о стойкостных параметрах режущего инструмента, величине его износа при подключенном входе усилителя 18 к выходу сигнальной обмотки и циклической нагруженности режущего инструмента, шероховатости обрабатываемой детали, условии пакетирования стружки в процессе обработки отверстий при подключении входа усилителя 18 к выходу частотного детектора 15. Как показывают исследования, спектр переменной составляющей термо-ЭДС с увеличением скорости резания значительно расширяется и достигает нескольких десятков килогерц, в то время как постоянная составляющая тока термо-ЭДС с увеличением скорости резания (температуры) увеличивается и может многократно менять знак на противоположный при чистовом точении. Постоянная составляющая термотока
при этом определяется свойствами материала, а переменная составляющая характеризует колебания энергии упруго пластической деформации материалов контактируемых поверхностей и зависит от температурных величин, структурной неоднородности материала, разрывов микроконтакта, флуктуации контактного переходного сопротивления, вибраций и многих других факторов. Поэтому переменная составляющая термотока несет полную информацию о физическом состоянии фрикционного контакта и отражает релаксационные процессы, протекающие в зоне резания металлов, а постоянная составляющая {по абсолютной величине) - о температуре в зоне резания.
Анализ основных периодичностей переменной составляющей термо-ЭДС показывает, что с увеличением скорости резания увеличивается как амплитуда колебаний, так и частота их следований. Причем с увеличением износа инструмента происходит изменение формы основных периодичностей (синусоидального сигнала), т. е. появляются нелинейные искажения, коррелированные с износом. При этом расширение спектра переменной составляющей термоЭДС несет в себе информацию о скорости развития износа и, следовательно, такую информацию, как обрабатываемость материала
Сигнал, отображающий момент касания инструментом детали, формируется в устройстве путем регистрации возбуждения частоты самовозбуждающегося генератора 5, образованного усилителем и тороидальными трансформаторами, выполненными на ферромагнитных замкнутых сердечниках и 2 соответственно с обмоткой 3 возбуждения и сигнальной обмоткой 4, а также короткозамкнутым витком связи, охватывающим оба тороидальных трансформатора (их сердечники) и образованным элементами станок - обрабатываемая деталь - режущий инструмент - станок. Коротко замкнутый виток (фиг. 1) заменен эквивалентным замкнутым электрическим контуром связи 6, включающим источник тока термо-ЭДС Е, переменный резистор R, модулирующий изменение контакта и полного сопротивления цепи, и виток 7 (инструмент), охватывающий сердечники 1 и 2.
Причем обмотка 3 возбуждения и сигнальная обмотка 4 подключены к генератору 5 таким образом, что при наличии коротко.замкнутого витка (замкнутого контура) они обеспечивают положительную обратную связь и усилитель выполняет функции высокочастотного самовозбуждающегося генератора. В таком случае, электри ческий эквивалентный контур связи б короткозамкнутого витка станок - обрабатываемая деталь - режущий инструмент -- станок является витком связи 7 для первого и второго ферромагнитных сердечников. При этом виток связи 7 для первого трансформатора является вторичной обмоткой, а для трансформатора, выполненного на сердечнике 2, 5 первичной.
Таким образом, при наличии контакта инструмента с деталью появляется положительная образная связь усилителя, вызывающая возбуждение высокочастотных колебаний, и на выходах сигнальной обмотки 4 и обмотки 3 возбуждения появляется высокочастотный сигнал с частотой возбуждения генератора.
Появление и изменение частоты выходного сигнала и регистрируется с одной сто5 роны цепью, образованной блоками 9-13, с другой стороны - цепью, образованной блоками и 13.
В основу формирования полезных сигналов положен принцип регистрации появления напряжения и изменения частоты выход0 ного сигнала на выходе обмоток 3 и 4 самовозбуждающегося генератора 5, в функции изменения контролируемых параметров, характеризующих состояние процесса резания и условия его протекания. При
5 этом учитывается следующая особенность работы самовозбуждающегося генератора 5 с амплитудно-частотной модуляцией его выходного сигнала.
В режиме самовозбуждения генератора 5 обмотка 3 возбуждения и сигнальная об0 мотка 4 выполняет роль выходного и входного контурбв, связанных между собой электрическим контуром связи 6 (короткозамкнутым витком), образованным элементами станок - обрабатываемая деталь - режущий инструмент - станок, охватываю5 щим ферромагнитные сердечники 1 и 2. Причем реальный электрический контур связи 6. включает в себя виток, источник термо-ЭДС Е естественной термопары инструмент-деталь, замкнутой накоротко и облаQ дающей меняющимся в ходе обработки переходным сопротивлением R главным образом в функции изменения контакта инструмент-деталь. Следовательно, в ходе обработки контур связи меняет свое внутреннее переходное сопротивление и по не5 му протекают постоянный и переменный ток термо-ЭДС. В свою очередь в процессе самовозбуждения генератора в контуре связи 6 в витке связи 7 протекает также переменный ток с частотой самовозбуждающегося генератора, как ток вторичной об мотки первого трансформа юра, выполненного на сердечнике i. Он же является первичным током в витке связи 7 второго трансформатора, выполненного на сердечнике 2. Так как резонансная частота первичного
5 контура обмотки 3 возбуждения не совпадает с резонансной частотой контура связи 6 и контура, образованного сягналыюй обмоткой 4, то последние (как вторичные
контуры 6 и 4) вносят в первичный контур обмотки 3 возбуждения не только активное; но и реактивное сопротивление, индуктивное емкостное, в зависимости от того, в какую сторону растроены вторичные контуры (контур 6 и 4).
Изменение реактивного сопротивления приводит к сдвигу фаз между токами обмотки возбуждения и обмотки связи и сигнальной об.моткой. Такой же сдвиг фаз имеет место между магнитными потока ии, создаваемыми этими токами. Поэтому результирующий магнитный поток в обмотке возбуждения уменьшается, а это эквивалентно уменьшению индуктивного и повышению частоты самовозбуждаюш,егося генератора. Следовательно изменение активного сопротивления в функции изменения контакта в зоне резания инструмент-деталь приводит к девиации (изменению) частоты генератора 5 и возникновению на выходе сигнальной обмотки 4 и обмотки 3 возбуждения частотно-модулированного сигнала, подлежащего дальнейшему анализу.
При критическом значении или значительном увеличении температуры в зоне резания резко возрастает величина постоянной и переменной составляющих тока термоЭДС, протекающего также в электрическом контуре связи 6. Поэтому переменная составляющая тока термо-ЭДС всегда изменяет частоту самовозбуждакэш.егося генератора 5 и ее закон изменени5 также отображается Б частотной модуляции сигнала. В то время как постоянная составляющая тока термо-ЭДС изменяет частоту генератора 5 только в том случае, если ее величина достигает значения насыщения, при котором магнитная проницаемость резко уменьшается, т. е. напряженность поля находится на нелинейном участке петли гистерезиса, уменьшается индуктивность, приводящая к резкому повышению частоты генератора. Кроме этого, даже при синусоидальной форме входного сигнала термо-ЭДС наличие постоянного тока подмагничивания ферромагнитного сердечника, возрастающего в функции изменения температуры зоны резания, например, с развитием износа, повышением режимов обработки, позволяет получить несимметричную форму тока с нечетными и четными гармониками в обмотках 3 и 4, так как динамическая петля гистерезиса становится несимметрической.
Таким образом, изменение частоты са; мовозбуждающегося генератора 5 в функции изменения (приращения) допустимой температуры в зоне резания осуществляется в устройстве преобразователем 9 частоты в аналоговое напряжение, которое усредняется блоком 10, сравнивается блоком П с напряжением, пропорциональным допустимому значению температуры от задатчика
2, и подается на первый вход регистратора 13. Момент касания и наличие контакта инструмента с деталью сопровождается появлением сигнала высокой частоты на выходе обмотки 3 возбуждения и сигнальной обмотки 4.
Этот сигнал избирается полосовым фильтром 14, настроенным на частоту самовозбуждающегося генератора 5, детектируется частотным детектором 15, интегрируется бло0 ком 16 и в виде постоянного напряжения подается на второй вход регистратора 13, являясь выходным полезным сигналом.
Таким образом момент касания детали инструментом фиксируется появлением постоянного напряжения на выходе интегратора 16, а наличие контакта инструмент-деталь его присутствием на выходе блока 16.
В случае поломки инструмента в ходе обработки (за пределами зоны резания) размыкается короткозамкнутый виток, а
0 следовательно разрывается цепь эквивалентного электрического контура связи 6, разрывается положительная обратная связь и высокочастотный сигнал на выходе обмоток 3 и 4 уменьшается до нуля, а следовательно, и напряжение на выходе блока 16 также становится равным нулю.
В случае поломки режущего инструмента внутри обрабатываемой детали, например, при обработке глубоких отверстий (малого диаметра) контакт инструмента с деQ талью не нарушается и в этом случае аварийный режим работы станка автоматически прекращается устройством, благодаря фор.мировакию управляющего сигнала диагностическим каналом, образованным блоками , воздействующим через релерегулятор регистратора на систему управления станком.
При этом в зависимости от положения переключателя 17 рода работы, вход предварительного усилителя 18 с регулируемым
0 коэффициентом усиления диагностического канала подключается или к выходу сигнальной обмотки 4 или к выходу частотного детектора 15, выделяющего огибающую модулированного высокочастотного сигнала, меняющуюся в функции изменения плотности контакта, инструмент-деталь в зоне обработки ее релаксационных процессов.
В первом случае в качестве входного напряжения, снимаемого с сигнальной обмотки 4, служит комплексный (суммарный)
0 спектр переменной состав-чяющей тока термо-ЭДС и скорости колебательных движений (вибраций), возникающих в системе СПИД. Это обусловлено тем, что замкнутый ферромагнитный сердечник 2 с сигнальной обмоткой 4 наряду с трансформатором тока
5 переменной составлкющей термо-ЭДС выполняет функции преобразователя регистрации скорости колебательных движений (вибраций).
Это связано с тем, что ЭДС на выходе сигнальной обмотки 4 имеет место даже при отсутствии термотока, т. е. при разрыве короткозамкнутого витка, за счет модуляции магнитного потока Ф внутри сердечника 2, пронизывающего обмотку 4. Модуляция магнитного потока Ф обусловлена относительными микроперемещениями (вибрациями) обмотки 4 по отнощению к ферромагнитному замкнутому сердечнику 2, вибраций его составных частей, выполненных конструктивно из двух половинок, а также за счет относительных движений намагничивающегося режущего инструмента в процессе механической обработки.
Сигнал, снимаемый с выхода сигнальной обмотки 4 или частотного детектора 15, усиливается предварительным усилителем 18 и подается на вход каналов выделения основной (периодичности) и ее четных и нечетных гармонических составляющих. Это связано с тем, что основные периодичности релаксационных процессов, возникающих в зоне резания, изменяют свою форму (появляются нелинейные искажения сигнала) с увеличением износа режущего инструмента, изменением условий процесса стружкообразования, а также процесса пакетирования стружки при несвободном резании. Указанная особенность и положена в основу формирования полезного сигнала в устройстве путем регистрации нелинейных искажений основных периодичностей входного сигнала. Нечетные гармоники основных периодичностей (1-я, 2-я), выделяются фильтрами 19 и 21, а четные (2-я, 4-я) с помощью фильтров 24 и 25. При этом нечетные гармоники через масштабныее усилители-преобразователи 20 и 22 усиливаются и преобразовываются в постоянное напряжение, которое суммируется блоком 23 и заводится в цепь автоматической регулировки усиления предварительного усилителя 18 для их подавления.
Энергетические уровни четных гармоник избираются фильтрами 24 и 25, детектируются среднеквадратичными детекторами 26 и 27, суммируются блоком 28, затем сравниваются блоком 29 с заданным задатчиком 30 допустимым значением величины контролируемого параметра и подаются на последующий вход многовходового регистратора 13, как выходной полезный сигнал о величине износа режущего инструмента или его нагруженности. При превыщении выходного сигнала заданной допустимой величины контролируемого параметра задатчиком 30 выходной сигнал схемы 29 сравнения через 5 реле-регулятор (пороговый элемент) регистратора 13 воздействует на систему управления станка и прекращает процесс резания.
При введении в устройство еще одного
Q канала, аналогичного диагностическому каналу, образованному блоками 18-30, подключенного к выходу сигнальной обмотки или обмотки возбуждения, представляется возможным контролировать текущее приращение температуры в зоне резания в
5 функции изменения (приращения) величины износа. Для этого полосовые фильтры 19, 21, 24 и 25 соответственно настраивают на четные и нечетные гармоники высокочастотного самовозбуждающегося генератора.
Q Это обусловлено тем, что постоянная составляющая тока термо-ЭДС, намагничивающая ферромагнитные сердечники, делает их динамическую петлю гистерезиса несимметричной. Поэтому даже при возбуждении и передаче чисто синусоидальных форм коле5 баний высокочастотного генератора ток в обмотке 3 возбуждения имеет несимметричную форму с четными и нечетными гармониками. Причем с увеличением величины тока подмагничивания возрастают амплитуды четных гармоник, которые выделяются
и формируются в виде полезного сигнала каналами регистрации четных гармоник аналогично описанному.
По сравнению с известными техническими решениями предлагаемое устройство позволяет наряду с определением момента касания инструмента с деталью измерять температуру зоны резания, стойкостные параметры режущего инструмента, его нагруженность. Оценивая величину амплитудной
0 модуляции выходного полезного сигнала блоков 29 и 15, представляется возможным определить качество формообразования обрабатываемой детали и щероховатость. Сопоставительная оценка и анализ выходных полезных сигналов на выходе устройства
позволяет определить условие протекания технологического процесса и производить диагностику его состояния в целом.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для измерения износа режущего инструмента | 1983 |
|
SU1113217A2 |
| Устройство для исследования процесса резания | 1983 |
|
SU1249393A1 |
| Устройство для определения контакта инструмента с деталью | 1981 |
|
SU971618A1 |
| СПОСОБ ОПТИМИЗАЦИИ ПРОЦЕССА МЕХАНИЧЕСКОЙ ОБРАБОТКИ С ПОСЛЕДУЮЩИМ АВТОМАТИЧЕСКИМ ОБЕСПЕЧЕНИЕМ ЗАДАННОЙ ИЗНОСОСТОЙКОСТИ РЕЖУЩЕГО ИНСТРУМЕНТА И КАЧЕСТВА ФОРМИРОВАНИЯ ПОВЕРХНОСТНОГО СЛОЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2104143C1 |
| Двухканальный пропорционально-дифференциальный феррозонд | 2023 |
|
RU2817510C1 |
| Устройство для автоматического упавления процессом механической обработки | 1989 |
|
SU1673387A1 |
| Устройство для измерения глубины деформированного слоя обрабатываемой детали | 1980 |
|
SU918021A1 |
| Устройство для измерения градиента магнитного поля | 1976 |
|
SU769469A1 |
| Датчик ориентации | 1983 |
|
SU1099060A1 |
| Способ измерения параметров слабого постоянного или медленно изменяющегося магнитного поля | 1978 |
|
SU739444A1 |
УСТРОЙСТВО ДЛЯ ДИАГНОСТИКИ СОСТОЯНИЯ ПРОЦЕССА РЕЗАНИЯ, включающее генератор возбуждения, регистратор, два замкнутых ферромагнитных сердечника, на одном из которых расположена обмотка возбуждения, а на другом - измерительная обмотка, размещенных соосио с режущим инструментом, отличающееся тем, что, с целью повышения точности измерений и расширения функциональных возможностей устройства, ферромагнитные сердечники выполнены разрезными из двух половинок, а генератор - самовозбуждающимся, включающим щирокополосиый усилитель, подключенный входом к выходу измерительной обмотки, а выходом - к обмотке возбуждения, обеспечивая таким образом положительную обратную связь, устройство снабжено первой цепью регистрации изменения частоты генератора, подключенной к выходу обмотки возбуждеиия и образованной последовательно соединенными преобразователем частота-напряжение, блоком усреднения и первой схемой сравнения с задатчиком, выход которой соединен с первым входом регистратора, второй цепью, подключенной к выходу измерительной обмотки и включающей последовательно соединенные узкополосный высокочастотный фильтр, настроенный на частоту генератора возбуждения, частотный детектор и интегратор, выход которого подключен к второму входу регистратора, первым и вторым сумматорами, второй схемой сравнения с задатчиком, переключателем, предварительным усилителем с регулируемым коэффициентом усиления, первый вход котоI рого подсоединен через переключатель к выходу измерительной обмотки и к выходу «Л частотного детектора п каналами выделения нечетных гармоник, подключенными к выходу предварительного усилителя и включающими последовательно соединенные перестраиваемые узкополосные фильтры, настраиваемые на нечетные гармоники, и усилители-преобразователи, выходы которых через первый сумматор соединены с вторым управляющим входом предварительного усилителя, ,и п каналами выделения N5 четных гармоник подключенными также к Ю . -vl выходу предварительного усилителя и включающими последовательно соединенные перестраиваемые фильтры, настроенные на четные гармоники основной частоты модулиО5 рованного сигнала, и среднеквадратичные детекторы, выходы которых через второй сумматор и вторую схему сравнения соединены с третьим входом регистратора. 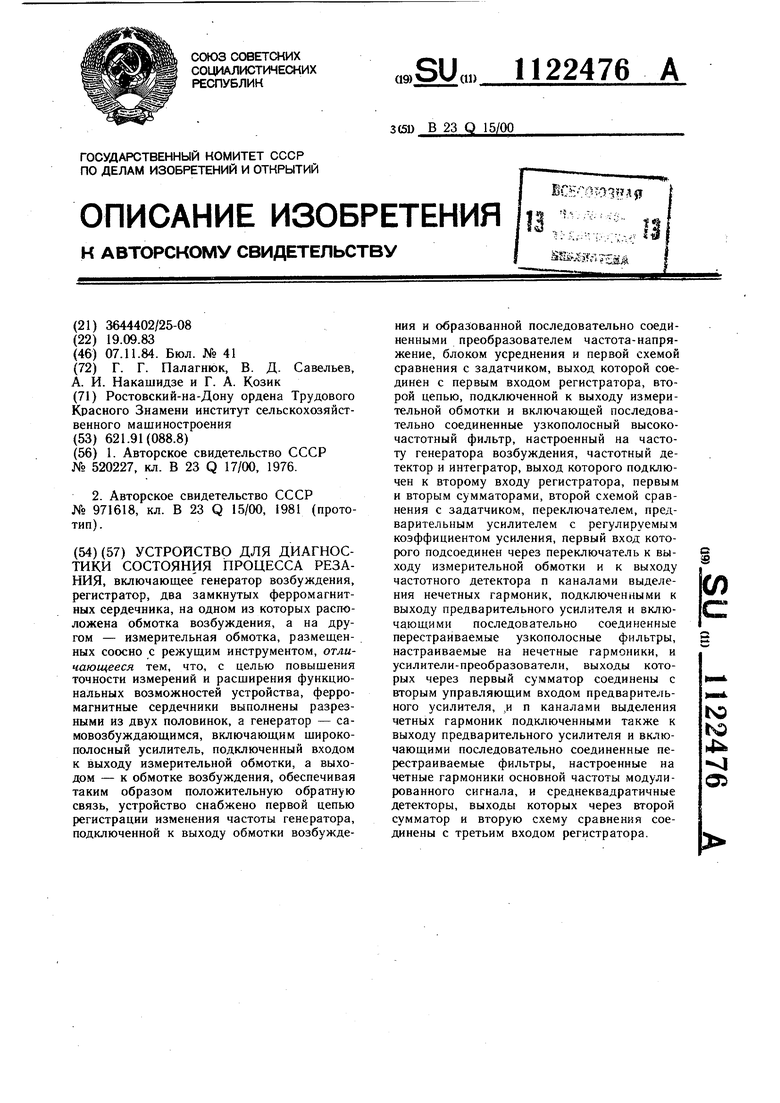
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для определения контакта инструмента с деталью | 1975 |
|
SU520227A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для определения контакта инструмента с деталью | 1981 |
|
SU971618A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
