Обычно пополнение рабочего когла металлом на словолитной машине производится вручную чушками гарта весом 0,5 кг через небольшие -промежутки времени.
Резкие колебания температуры: в рабочем котле вызывают брак литер, которые снова вюввращаются в рабочий котел для переплавки. Многократная переплавка гарта ведет к выгоранию дефицитного олова и сурьмы.
Уже предлагались металлоподаватеши с Предварительнъш разогревом гарта в добавочном котле для последующей автоматической подачи его в 01СЯОВНОЙ котел. Однако в известных устройствах не обеспечивается надежное 31акрыван1ие проходного отв-ерстия в доба1вочном котле из-за неизбежяых перекосов и отсутствия каких-либо предохранительиьвх приспособлений.
В предлагаемом металлоподавателе также используется предварительный разогрев гарта в добавочном котле, установленном над рабочим КОТЛС1М1.
С целью устранеиия указанных выше недостаиков, присущих известным металлоподавателям этого т(ипа, в основании добавочного котла установлена втулка с двумя КОяическими расточками для двух
клапанов; нижний клапан соединен с поплавком для установки предельного уровня в ODHiOBHOM котле, а верхний сочленен со стержнемрукояткой и слулсит для регулирования подачи металла из добавочного котла в основной.
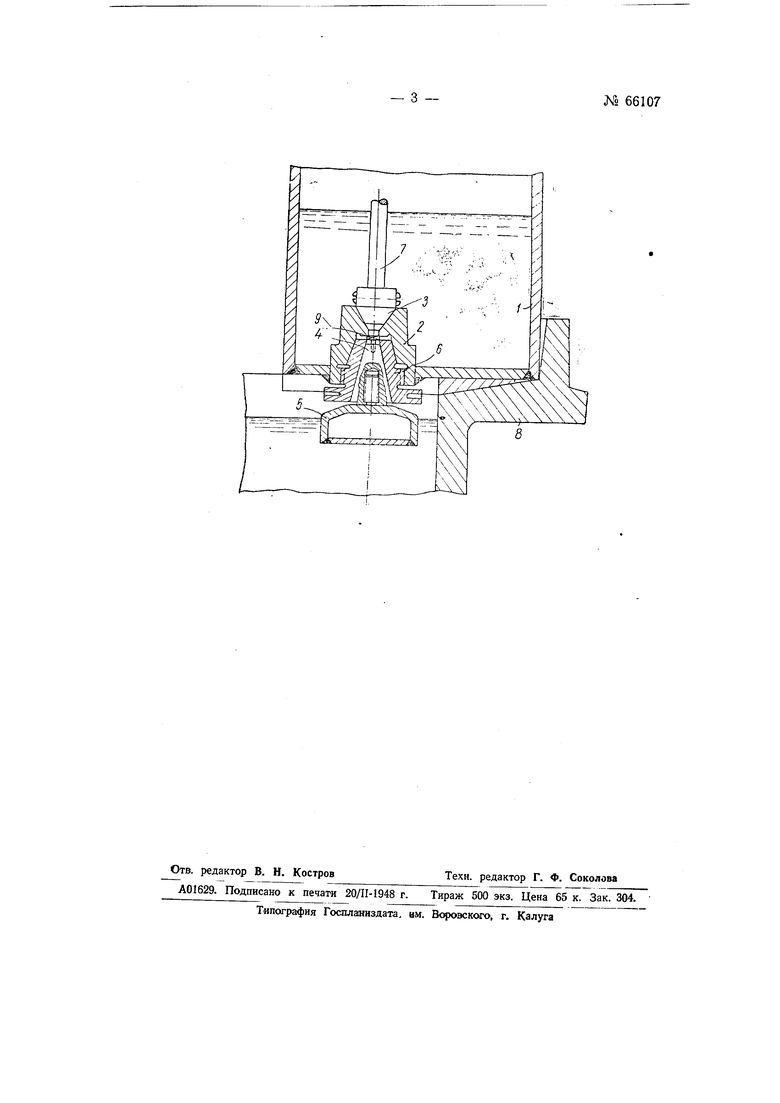
На чертеже схематически «изображен предлагаемый металлоподаватель.
На OCHOBHOMI рабочем котле 8 словолитной машины крепится до гюлнительный котел /, в днище которого имеется отверстие. В последнее вставлена втулка 2 с двумя коиически:ми расточка1ми, в которых уста НОвлены конические клапаны 3 и 4. Верхний клапан1 3 соединен: со стержнем 7, снабженным рукояткой.
Нижшй конический клапан 4, соединенный с поплавком 5, притерт к внутренней поверхности сменной втулки 6, укрепленной на резьбе в основной втулке 2.
Металл закладывается в дополни-тельный котел /„ в котором он с помощью нагревательных приборов расплавляется и доводится до нужной температуры. Расплавленный металл поступает в мновной «о-тел машины через конические отверстия втулки 2.
Поворотом рукоятки стержня 7 клапан) 3 устанавливается на определенной высоте таким образом, чтобы между ним и верхним коиичеоким отверстием втулки 2 оставалась щель, достаточная для проникновения металла из добавочного котла в основной котел 8 величмиа щели м-ожет регулироваться.
Поплавюк 5 всегда находится на уровне металла в основном котле S. По мере понижения уровня металла в котле 5 поплавок 5 опускается и клапан 4 открывает отверстие во втулке 2, через которое металл из дополнительного котла попадает в основной котел. Когда уровень металла вновь подним1ется до нужной отметки, клапан 4, подничмающийся вместе с поплавком 5, запирает коническое отверстие во втулке 2 и прекращает доступ металла в основной котел.
Винт 9 предохраняет клапан 4 от. выпадения в случае отсутствия металла в добавочном котле 1 и поддерживает клапан 4 вместе с поплавком. В ЭТОМ1 случае винт 9 упирается в тело втулки 2.
Пред:мет изобретения
1. Металлоподаватель для слово.1ИТНЫХ машин с использованием
добавочного котла, установленного над oiCHioiBHbiM котлам и служащего для предварительного разогрева гарта, отличающийся тем, что в основании добавочного: котла 1 установлена втулка 2 с двумя конйческнми расточками для клапанов 4 н 3, КЗ коих 1ниж)ний клапан 4 соединен с поплавком для установки предельного уровня в осHOBHOiMi котле, а верхний клапан 3 сочленен со стержнем-рукояткой и служит для регулирования подачи металла из добавочного котла 1 в основной котел 5.
2.Форма выполнения металло-подавателя по п. 1, отличающаяс я тем, что в основную втулку 2 вставлена на резьбе съемная втулка 5, к в«утре«нему коническому отверстию которой притерт клапан 4, снабженный резьбой для скрепления с поплавком 5.
3.Форма выпOv нeния металлоподавателя по п. 1, отличающаяся тем, что, с целью предохранения от выпадения клапана 4с поплавком 5 в случае отсутствия металла в добавочном: котле / при работе основного котла, в клапан ввернут винт 9.