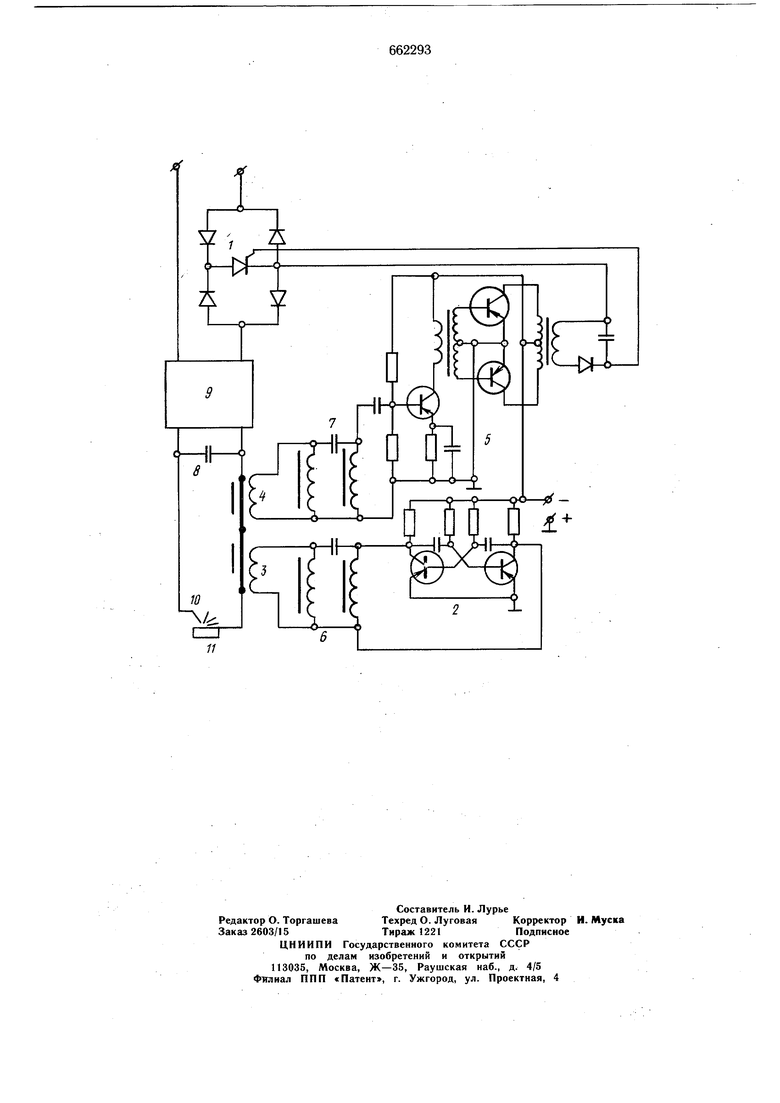
ричную обмотку сварочного трансформатора. При относительно низких частотах генератора вторичная обмотка сварочного трансформатора шунтирует промежуток между дугой и деталью, а при относительно высоких частотах этот промежуток шунтируется распределенной емкостью сварочных проводов. В обоих случаях возможны ложные включения сварочного трансформатора. После прекращения сварки коммутатор может не выключиться, вследствие чего на электроде останется опасное напряжение холостого хода, так как после сварку индуктивность сварочного трансформатора, приведенная к одной из обмоток, например вторичной, уменьшается в десятки раз. После прекращения сварки коммутирующий элемент может не выключиться, так как промежуток между электродом и деталью шунтирован низким реактивным сопротивлением индуктивности сварочного трансформатора, так как его первичная обмотка замкнута через малое сопротивление питающей сети, Цель изобретения - повышение надежности устройства путем исключения ложных включений сварочного трансформатора. Цель достигается тем, что последовательно соединенные обмотки трансформаторов включены последовательно в цепь дуги,а емкость конденсатора подключена параллельно вторичной обмотке сварочного трансформатора. На чертеже представлена принципиальная электрическая схема устройства для автоматического отключения источника сварочного тока при разрыве цепи дуги. Оно содержит бесконтактный управляемый коммутатор с силовым тиристором 1, автогенератор 2, трансформаторы 3 и 4 с сердечниками, усилитель 5, фильтры 6 и 7 и емкость конденсатора 8. Выход автогенератора 2 соединен с первичной обмоткой трансформатора 3 через фильтр 6, предназначенный для устранения влияния тока сварки на автогенератор, Трансформатор 3 имеет индуктивную связь с трансформатором 4 через контур цепи дуги, в который входят конденсатор 8, источник 9 сварочного тока, электрод 10, изделие 11. Емкость конденсатора 8 служит для устранения влияния параметров источника и рода тока сварки на работу устройства. Катушка 4 через фильтр 7 соединена с усилителем 5 на трех транзисторах, один из которых служит для усиления напряжения на катушке 4, а два остальнЕ 1Х образуют усилитель мощности в режиме класса. Выход усилителя 5 через выпрямитель и емкостный фильтр подключен к управляющему электроду тиристора 1. При сварке напряжение автогенератора 2 частотой 8 кГц возбуждает в сердечнике трансформатора 3 высокочастотное магнитное поле, которое индуктирует ток той же частоты в цепи дуги. Замыкаясь через провода, соединяющие электрод 10 и изделие 11 с источником 9, ток частоты 8 кГц индуктирует напряжение той же частоты в трансформаторе 4, которое усиливается усилителем 5, подводится к управляющему электроду тиристора 1 и удерживает его открытым пока ведется сварка и замкнута цепь дуги. После окончания сварки цепь дуги размыкается, при этом разрывается и контур тока высокой частоты. Хотя высокочастотное поле в сердечнике трансформатора 3 и сохраняется, напряжение в обмотке трансформатора 4 исчезает, так как прекращается электромагнитная перед-ача энергии колебаний высокой частоты через контур цепи дуги. Б результате снимается напряжение с управляющего электрода тиристора 1 и он закрывается, вследствие чего источник сварочного тока 9 автоматически отключается от сети, а с электрода 10 полностью снимается напряжение. Для следующего включения достаточно прикоснуться электродом 10 к изделию 11. При использовании предлагаемого устройства полностью устраняется напряжение холостого хода и опасность ложного включения при случайном прикосновении. Это повышает электробезопасность сварочных работ. На работу предлагаемого устройства не влияет шунтирующее действие питающей сети, а также параметры и род тока источника сварочного тока, что повыщает надежность работы устройства для автоматического отключения. Формула изобретения Устройство для автоматического отключения источника сварочного тока при разрыве цепи дуги, содержащее сварочный трансформатор, управляемый коммутатором, автогенератор повыщенной частоты и два трансформатора, в которых первичная обмотка одного ссединена последовательно с вторичной обмоткой другого, причем первичная обмотка одного трансформатора присоединена к выходу автогенератора, а вторичная обмотка другого - в цепь управляемого коммутатора и емкость конденсатора, отличающееся тем, что, с целью повышения надежности путем исключения ложных включений сварочного трансформатора, последовательно соединенные обмотки трансформаторов включены последовательно в цепь дуги, а емкость конденсатора подключена параллельно вторичной обмотке сварочного трансформатора. Источники информации, принятые во внимание при экспертизе 1..Авторское свидетельство СССР № 445541, кл. В 23 К 9/10, 1974. 2.Авторское свидетельство СССР № 548394, кл, В 23 К 9/10, 1974.

| название | год | авторы | номер документа |
|---|---|---|---|
| Ограничитель напряжения холостого хода сварочного трансформатора | 1982 |
|
SU1074674A1 |
| Устройство для управления источником питания сварочной дуги | 1985 |
|
SU1320027A1 |
| СПОСОБ ВОЗБУЖДЕНИЯ СВАРОЧНОЙ ДУГИ ПЕРЕМЕННОГО ТОКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2065344C1 |
| ВОЗБУДИТЕЛЬ СВАРОЧНОЙ ДУГИ ПЕРЕМЕННОГО ТОКА | 1996 |
|
RU2103125C1 |
| Устройство для модуляции сварочного тока | 1980 |
|
SU948570A1 |
| Автоматический ограничитель напряжения холостого хода сварочного трансформатора | 1979 |
|
SU872094A1 |
| Стабилизатор сварочной дуги переменного тока | 1979 |
|
SU791488A1 |
| Устройство для сварки | 1986 |
|
SU1382616A1 |
| Стабилизатор дуги | 1972 |
|
SU445539A1 |
| УСТРОЙСТВО ВОЗБУЖДЕНИЯ И СТАБИЛИЗАЦИИ ГОРЕНИЯ СВАРОЧНОЙ ДУГИ | 1996 |
|
RU2106944C1 |