Изобретение относится к области .электрической сварки металлов плавящимся и неплавящимся электродами, используемой в различных отраслях прО1 илшленности и- народного- хозяйства.
Известно устройство модулятора для сварки, содержащее тиристорный коммутатор, шунтирующий активное сопротивление, со схемой управления и включенный последовательно сварочный инструмент til.
Однако это устройство имеет сложность модулятор.а и коммутирующего сварочную .цепь коммутатора; низкий КПД за счет активного сопротивления балласта, включаемого в цепь сварочного тока; возможность регулирования только частоты следования импульсов и невозможность регулирования скважности, т.е. одинаковость длительности импульса и паузы..
Известно также устройство, позволяющее производить электросварку модулированным током, содержащее сварочный трансформатор, последовательно с первичной обмоткой которого включен прерыватель с последова-тельно соединенным регулируемьол сопротивлением, к отпайке от части
первичной обмотки трансформатора включен второй прерыватель, а также схему их управления t2}.
Однако такое устройство обладает рядом существенных недостатков, к ним относятся пониженный КПД, за счет включения регулируемого сопротивле- ния; наличие двух пар механических контактов - прерывателей, управляе10мых исполнительными органами, а в . случае замены механических контактов (основного и -дополнительного) двумя тиристорами, для их управления необходим генератор управляю1цих импуль15сов. :. .
Целью изобретения является повышение качества сварки за счет возможности перехода с одного режима сварки на другой без разрыва свароч20ной цепи.
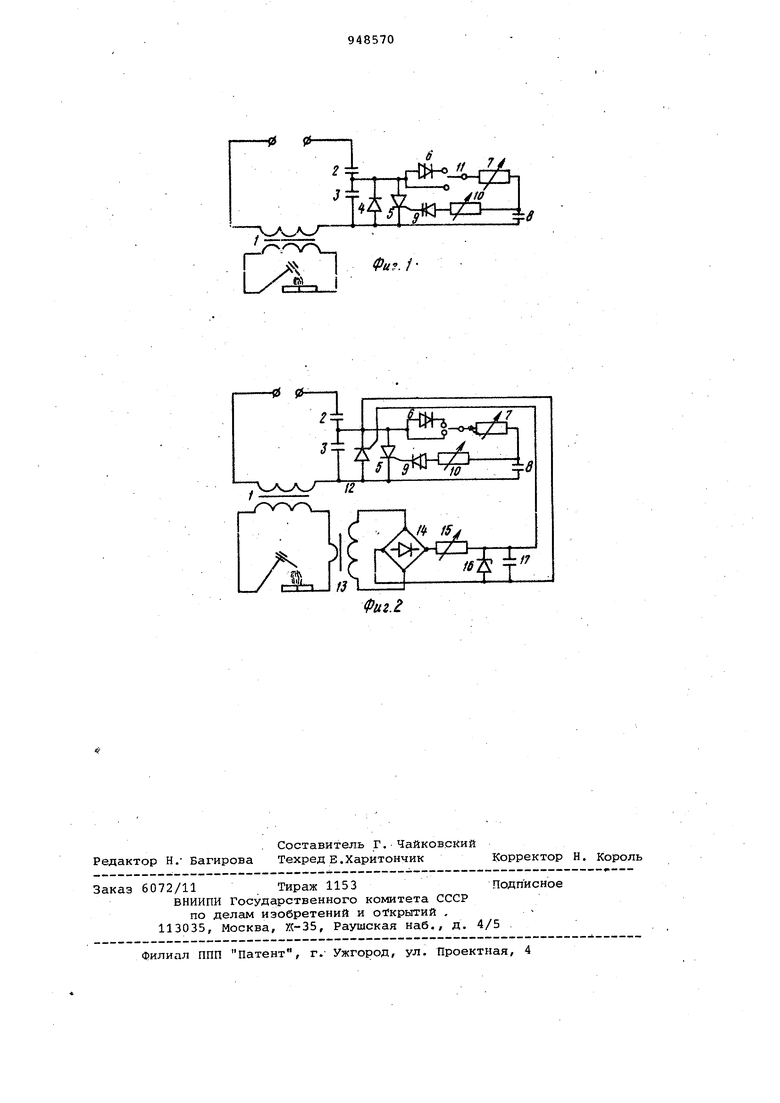
Цель достигается тем, что в устройство для модуляции сварочного тока, содержащее сварочный трансфор-, матор, последовательно с первичной 25 обмоткой которого включен коммутатор режимов сварки с блоком управления, параллельно коммутатору включено сопротивление, введен конденсатор, а сопротивление выполнено в виде до30полнительного конденсатора, при этом последний соединен последовательно с конденсатором, одна обкладка конденсатора подключена к клемме сети, точка соединения конденсаторов подсоединена к коммутатору, а обкладка дополнительного конденсатора соединена с первичной обмоткой св.арочн го трансформатора, причем блок управления коммутатором выполнен в ви зарядно-разрядных цепей. При этом зарядная цепь содержит последовател Но соединенные динистор, регулируекый резистор и конденсатор, подключ ные параллельно коммутатору, разряд ная цепь .содержит .регулируемый резистор и динистор, соединенный с уп равляющим входом коммутатора, а регулируемый резистор подключен к обкладке конденсатора зарядной цепи. Коммутатор выполнен в виде встре но-параллельно включенных тиристора и диода. Коммутатор может быть выполнен на двух тиристорах, включенных ; встречно-параллельно. В блок управления коммутатора дополнительно вве дены трансформатор тока, выпрямител регулируемый резистор, конденсатор и стабилитрон, причем к вторичной Обмотке трансформатора тока через выпрямитель и регулируемый резистор параллельно включены стабилитрон и конденсатор,- а регулируемый резисто соединен тйкже с управляющим электр дом одного из тиристоров. Первичная обмотка трансформатора т.ока включен последовательно со вторичной обмотКой сварочного трансформатора. На фиг. 1 показана принципиальная схема устройства; на фиг. 2 схема варианта предлагаемого устрой ства. Устройство по фиг. 1 содержит сварочный трансформатор, последовательно с первичной обмоткой которого включено два конденсатора 2 и 3, один из которых зашунтирован диодом 4 с встречно-параллельно включенным тиристором 5, управляемы от. формирователя, состоящего из зарядной цепочки, содержащей динистор 6 и регулируемый резистор 7 с конденсатором 8, и разрядной цепочки, содержащей динистор 9 и регулируемый резистор 10. Для получения двух различных рехсимов сварки введен переключатель И с тремя положениями.. Устройство работает следующим образом. Для работы ha пониженном режиме сварки зарядная цепь формирователя разорвана (переключатель 11 находит ся в среднем положении) и тиристор 5 во все время сварки заперт, а в первичной цепи сварочного трансфо матора 1 оказынается включенным мак .симальное емкостное сопротивление, обеспечивающее сварку на пониженном токе. Для раб.оты на повышенном режиме сварки (переключатель 11 находится. .в нижнем положении) зарядная цепь формирователя имеет малое сопротивление, в, результате чего тиристор .5. все время отперт, а конденсатор 3 зашунтирован, и в первичной обмотке трансформатора 1 оказывается включенным только конденсатор 2, обеспечивакяций компенсацию индуктивной составляющей при прВЕлшенном сварочном Токе. . Для работы в режиме модуляции сварЬчного тока переключатель 11 находится в верхнем положении (см. фиг. 1), и в зарядную цепочку оказываются включенными динистор б и регулируемый резистор 7, при работе на пониженном токе .(тиристор 5 заперт) происходит пробой динистора 6 и заряжается конденсатор 8 через резистор 7, причем время заряда конденсатора 8 обусловлено постоян- . ной времени зарядной цепочки. По достижении напряжения на конденсаторе, равного напряжению пробоя динистора 9 (в цепи управления тиристора 5),тиристор отпирается, и сварка переходит на повыщенный режим работы, при этом динистор 6 запирается, так как напряжение на закороченном тиристором конденсаторе 8 близко к нулю, в результате чэго конденсатор 8 разряжается до тех пор, пока ток динистора 9 станет меньше тока удержания его в отпертом состоянии, после чего динистор 9 и тиристор 5 запираются, а напряжение на конденсаторе 3 возрастает, и динистор 6 отпирается. После этого снова происходит заряд конденсатора 8 и цикличность перехода с пониженного сварочного тока Н.а повышенный режим периодически повторяется, обеспечивая сварку модулированным током. Цикличность сварки регулируется постоянными времени зарядной и разрядной цепочек при помощи регулируемых резисторов 7 и 10, а также изменением емкости конденсатора 8. Вторым -вариантом данного технического решения является устройство по фиг. 2. Устройство по второму варианту отличается от первого тем, что вместо диода 4, включенного встречно-параллельно с тиристором 5, введен тиристор 12, управляемый от вторичной обмотки трансформатора 13 тока/ первичная обмотка которого включена в сварочную цепь, а вторичная через выпрямитель 14, регулируемый резистор 15, стабилитрон 16 и конденсатор 17 связана с управляющим электродом тиристора 12. Отличие работы устройства по вто рому варианту от первого заключаетс в том, что при. любом положении пере ключателя 11 и- разомкнутой сварочно цепи отключается модулирующее устро ство и одновременно уменьшается нап ряжение холостого хода до величины безопасной для сварщика, так как тиристор 4 запирается (отсутствием подачи управляющего сигнгша в цепь управления), и в первичную цепь сва рочного трансформатора 1 оказываются включенными конденсаторы 2 и 3. При этом модулятор прекращает свою работу. Управление тиристором 4 осу ществляется от трансформатора 13 то ка, первичная обмотка которого вкл чена в сварочную цепь, а вторичная через выпрямитель и регулируемый резистор 15 соединена с управляющим электродом тиристора 12, причем управляющий сигнал стабилизирован стабилитроном 16, паралельно которому включен конденсатор 17. В этом случае улучшаются и условия повторного зажигсшия дуги, поскольку в момент замыкания свар|Очной цепи (на чало очередной сварки) тиристор 12 отпирается на11ряжением, снимаемым с конденсатора 17, и шунтирует конденсатор 3, в результате чего,.на первичную обмотку сварочного трансформатора 1 подается повышенное на ряжение, чтЪ обеспечивает надежное условие возбуждения дуги, а 1ледовательно, и повышенную надежность работы устройства в целом. Устройство для модуляции сварочного тока выгодно отличает его от всех имеющихся устройств. Оно позво ляет вести сварку раздельно в двух ,режимах без модуляции сварочного тока, а также обеспечивает модуляцию сварочного тока путем периоди-ческого и автоматического изменения .режимов сварки, дает возможность в широких пределах регулировать часто .ту повторения режимов и длительност каждого из режимов. Устройстыо найдет, применение для высококачественной сварки вер.тикаль ных. швов и при потолочн ой сварке с обеспечением повышенной техники безопасности труда сварщика как в обычных условиях, так и в более сложных, например при повышенной опасности (повышенная влажность, токопроводящий пол и т.д.). Формула изобретения . . Устройство для модуляции сварочного тока, содержащее сварочный : трансформатор, последовательно с первичной обмоткой которого включен коммутатор режимов сварки с блоком управления, причем параллельно коммутатору включено сопротивление, о т лич.ающееся тем, что, с елью повышения качества сварки за счет возможности перехода с одного режима сварки на другой без разрыва сварочной цепи, в него введен конденсатор, а сопротивление выполнено в виде дополнительного конденсатора, при этом последний соединен последовательно с конденсатором, одна обкладка конденсатора подключена к кяеммесети, точка соединения конденсаторов подсоединена к коммутатору, а обкладка дополнительного конденсатора соединена с первичной обмоткой сварочного трансформатора, причем блок управления коммутатором выполнен в виде зарядно-разрядных цепей, зарядная цепь содержит последовательно соединенные ди ни стор, регулируемый резистор и ко щенсатор, подключенные па{ аллельно коммутатору, разрядная цепь содержит регулируемый pjesHCTop и цйнистор, соединенный с управляющим входом ког/и«1утатора, а регулируемый резистор подключен к обкладке конденсатора зарядной цепи. 2.Устройство по п.1,отличаю щ е е с я тем, что коммутатор выполнен в виде встречно-параллельных включенных тиристора и диода. 3.Устройство по п.1, отличаю щ е ее я тем,, что коммутатор выполнен на двух тиристорах,включенных встречно-параллельно, а в блок управления дополнительно введены трансформатор тока, выпрямитель, регулируемый резистор, конденсатор и стабилитрон, причем к вторичной обмотке трансформа.тора тока через выпрямитель и регулируемый резистор параллельно включены стабилитрон и конденсатор, регулируемый резистор соединен .также с управляющим электродом одного из тиристоров, а первич- . ная обмотка трансформатора тока включена последовательно с вторичной обмоткой сварочного трансформатора. Источники информации принятые во внимание при экспертизе 1.Шигаев Т.Г. Модулятор переменного сварочно.го тока для ручной дуговой сварки.. Журнал Монтажные и специальные работы в строительстве, 1979, № 1, с. 14. . 2.Авторское свидетеПБСтво СССР 525510, кл. В 23 К 9/06, 1973 (прототип).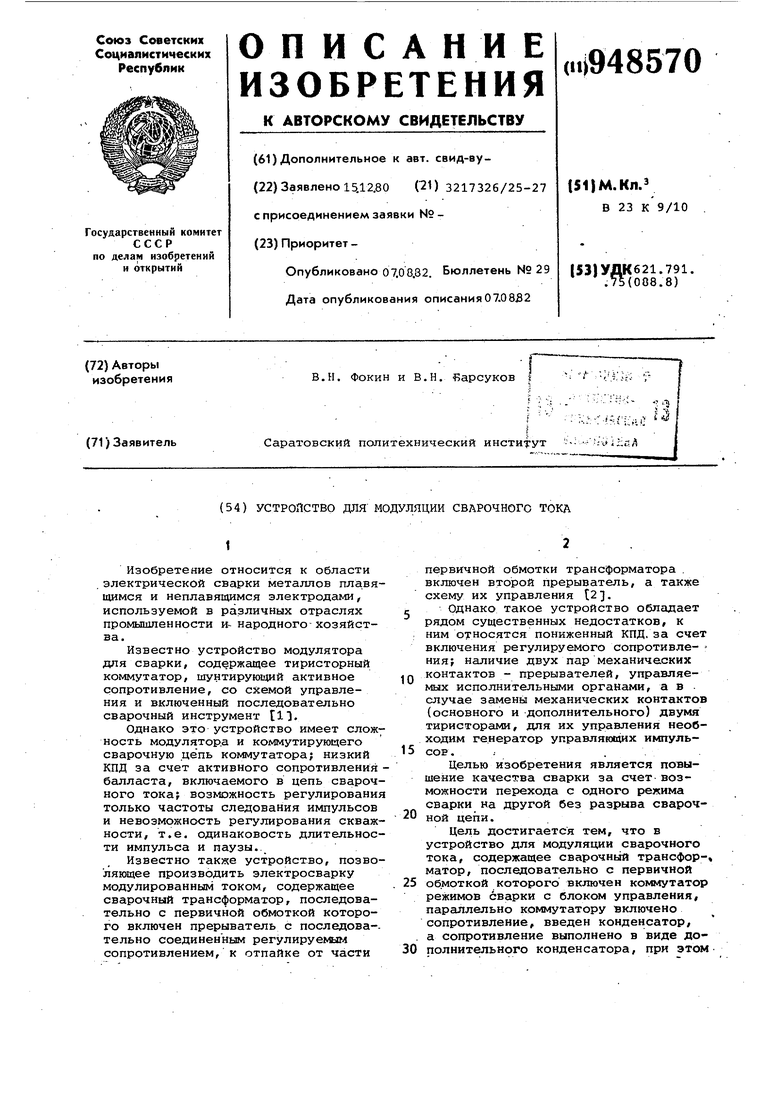


| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для контактной сварки | 1984 |
|
SU1186433A1 |
| Инверторный сварочный источник | 1988 |
|
SU1542722A1 |
| Источник питания для дуговой сварки | 1990 |
|
SU1738521A1 |
| Точечная конденсаторная машина | 1968 |
|
SU263778A1 |
| Источник сварочного тока | 1988 |
|
SU1574392A1 |
| СВАРОЧНЫЙ АППАРАТ(ВАРИАНТЫ) | 2002 |
|
RU2220828C2 |
| Устройство для ограничения напряженияХОлОСТОгО ХОдА СВАРОчНОгО ТРАНСфОРМАТОРА | 1979 |
|
SU823027A1 |
| Устройство для ограничения напряжения холостого хода сварочного трансформатора | 1983 |
|
SU1088897A1 |
| УСТРОЙСТВО ДЛЯ ЗАПУСКА СЕТЕВОГО ПРЕОБРАЗОВАТЕЛЯ НАПРЯЖЕНИЯ | 2005 |
|
RU2278458C1 |
| Устройство для зажигания газоразрядной лампы | 1980 |
|
SU944173A1 |