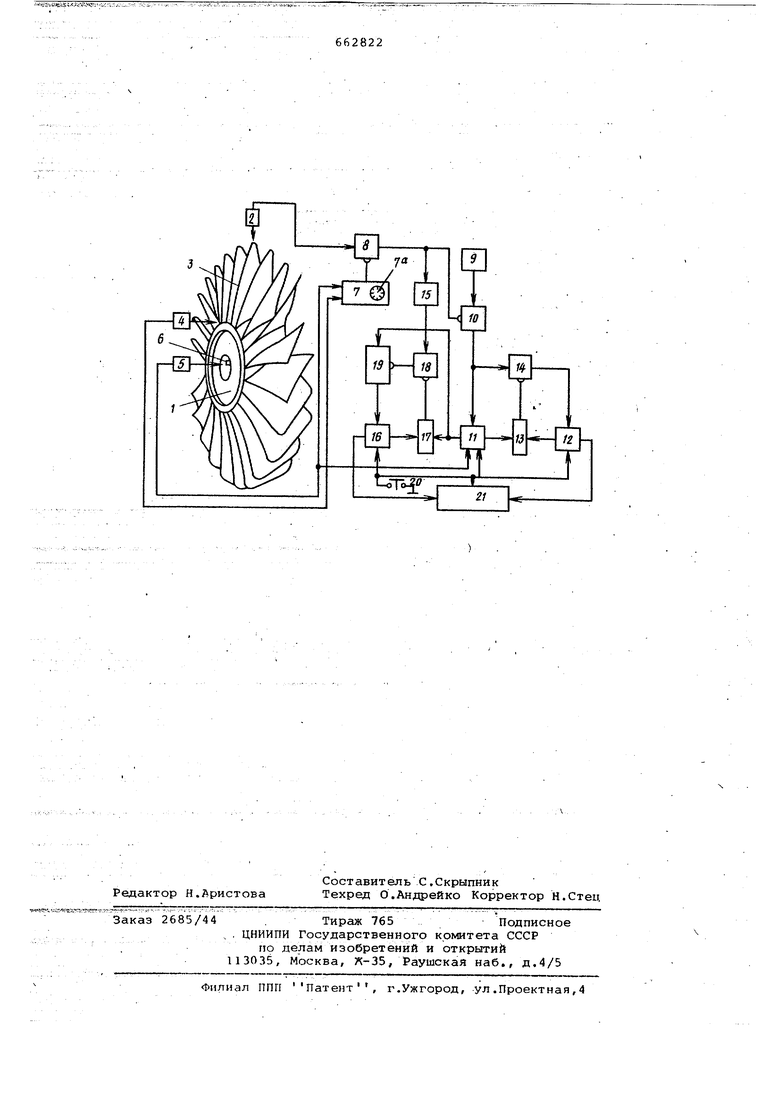
Изобретение относится к контрольно-измерительной технике и может быт использовано для контроля вибрационного состояния вращающихся деталей, например рабочих лопаток турбокомпрессоров транспортных или стационарных энергетических установок. Параметром, наиболее полно характеризующим вибрационное состояние ра бочих лопатрк,является виброскорость так как она пропорциональна величине вибрационных напряжений tl. Наибсэлее близким техническим решением к изобретению является устрой-, ство для измерения виброскорости вращающихся деталей 2, содержащее укрепленный на валу отметчик, первый датчик, расположенный около отметчика, второй датчику расположенный у корневой части лопаток, третий датчик, расположенный около концов лопаток, селектор с переключателем выбора номера лопатки, входы которого подключены к первым двум датчикам, генератор , кнопку сброса, цифровой индикатор и измерительный канал, состоящий из трех ключей, счетчика, схемы равнозначности и сумматора максимума, управляющий вход первого ключа подсоединен к выходу селектора, управляющий вход второго ключа подсое-, динён через первый ключ к третьему датчику, вход счетчика подсоединен через второй ключ к выходу генератора меток,а счетный вход сумматора максимума подключен через третий ключ к выходу второго ключа, входы схемы равнозначности подключены к счетчика и к выходу сумматора, максимума, управляющий вход третьего ключа подсоединен к выходу схеки равнозначности, счетный вход цифрового индикатора подключен к выходу сумматора максимума, а кнопка сброса подключена к входам сброса счетчика, сумматора и цифрового индикатора. Недостатком известного устройства является недостаточная точность измерения контролиЕ уемого параметра, поскольку при определении максимальной виброскорости используются, фактически, результаты измерения средней скорости движения лопатки, которая определяется на базе между двумя периферийными датчиками. Очевидно, чТо повышение точности путем уменьшения базы возможно лишь в :ограниченных .пределах,- поскольку это уменьшение эффективно только до определенной величины. Целью изобретения является повышение точности измерения виброскорости вращающихся деталей. Цепь достигается тем, что в устройство для измерения виёроскорости .введены тактовый формирователь, четвертый и пятый ключи, сумматор минимума и схема неравнозначности. Вход тактового формирователя подключай к выходу первого ключа, а входы схемы неравнозначности лодсоединены к выходу сумматора минимума и к выходу счетчика. Управляющий вход четвертог ключа подсоединен к выходу схемы не рав:возначности, а управляющий вход . ключа подсоединён через четвертый ключ к выходу тактового форми рователя. Входы сумматора минимума подсоединены к кнопке сброса и через пятый ключ - к выходу счетчика, а выход сумматора минимума - к второму счетному входу цифрового индикатора. Такое Выполнение устройства позво ляет определять виброскорость рабочи лопатбк по длительности импульсов да чика, установленного в периферийной части лопаток. На чертеже представлена функциональная схема предлагаемого устройства, - . . ;. Схема содержит расположенные окоЛ исследуемого рабочего колеса 1 три импульсных датчика: датчик 2 (у периферийной части лопаток 3), датчик 4 (у корневой части лопаток) .И датчик 5(возле метки б на валу). В схем вхоДЯт также селектор 7 с переключателем, обеспечивающим выбор рабочей лопатки и управление процессом измерёниЙ, первый ключ 8, пропускеиощий сигналы датчика 2, и генератор меток 9, подключенный через второй ключЮ К. счетчику ii, В этом счетчике накап цяваются импульсы, количество которы пропоруцирнально длительности импульсов датчика 2. Имеются также сумматор максимума 12, фиксирующий максимальное значение длительности импуль сов датчика 2, и схема равнозна чности 13, в которой осуществляется срав нение состояний разрядов счетчика 11 и 12 и на выходе которой формируется разрешающий ск-гнал при идентичности этих состояний. Третий ключ 14 служит для пропускания имП5 льйов генератора меток 9 в сумматор 12 ПР;И наличии сигнала на его Е зрёшающем входе. Введенный в схему тактовый формирователь 15, который ПОД1 лючен к выходу первого ключа 8, формирует сигнал по заднему фронту И.мпульса периферийного датчика 2. Сумматор 16 обеспечивает фиксацию минимального значения длительности импульса датчика 2, а схема неравнозначности 17 служит для осуществления поразрядного сравнения состояний рчетчика 11 и сумматора минимума 16. При превыщении количества импульсов в сумматоре над накопленным количеством импульсов в счетчик на выходе этой схемы формируется сигнал, подаваемый на разрешающий вход четвертого .ключа 18. Пятый ключ 19 управляет переносом результата измерения из счетчика 11 в сумматор минимума 16. Кнопка сброса 20 служит для установки счетчика и сумматоррв в исходное состояние, а также для сброса в нулевое состояние цифрового индикатора 21, имеющего два входа, подключенных к выходам сумматоров максимума и минимума. Принцип действия предлагаемого устройства основан на реализации уравнения .движения вращающейся рабочей лопатки:. lp COpl+ (Ыд1 + ц), (1) ; где ф - угол поворота ротора; угловая скорость вращения ротора и колебаний лопатки соответственноА - амплитуда колебаний лопатки; R - радиус рабочего колеса; Ф - начальная фаза. Соответственно максимальная и минимальная окружная скорость лопатки равны:. У„„ w -R+-Aoo, Учитывая, что.Д - зона чувствительности датчика, максимальная и минимальная длительности импульсов на выходе датчика равны соответственно:. . . д Т„ acop1 -Aw. COp-Ri-АоОд Таким образом, для измерения виброскорости достаточно измерить длительность импульсов датчика 2. Работа устройства происходит следующим образ эм. В исходном состоянии кнопкой сброса 20 устанавливаются все разряды сумматора 12 и счетчика И в положение О, а сумматора 16 - в положение . С помощью перек.лючателя селектора 7 устанавливают номер контролируемой ло.патки. При работе устройства вь1ходные сигналы датчиков 2,4 и 5 поступают на входы ключа 8 и селектора 7.,- соответственно. При первом измерении (после установки номера, например, к- ой контролируемой лопатки) селектор 7 при поступлении к-го импульса формирует сигнал разрешения, поступаю.. на.ключ 8, который пропускает импульс датчика 2. На время действия 5 . этого импульса открывается ключ Ю, пропускаютций импульсы генератора ме ток 9 в счетчик 11. Количество этих импульсов пропорционально длительности импульса датчика 2. Поскольку при первом измерении н выходах схем равнозначности 13 и не равнозначности 17 имеется, разрешени то через открытый ключ 14 результат первого измерения записывается в сумматор максимума 12, а по команде тактового формирователя 15 через клю чи 18 и 19 обеспечивается перенос числа из счётчика 11 в .сумматор ми- нимума 16, Результаты следующих измерений записываются в сумматор 12 или в сумматор 16 в зависимости от длительности имНульса 2, После кажд го измерения сигналом датчика метки 5 обеспечивается установка счетчика 11 в положение О, в результате чего на выходе схемы 13 формируется Запрет а на выходе схесигналмы 17 - сигнал .Разрешение . Если при следующем измерении число импульсов в счетчике 11 превысит число, записанное в сумматоре 12, то схема равнозначности 13 своим выходным сигналом откроет ключ 14, раз решая дополнение результата в сумматор 12i Если же после окончания данного измерения число в счетчике 11 меньше зарегистрированного сумматором 16, то на выходе схемы неравнозначности 17 сохранится сигнал Раз решение ;, вследствие чего при посредстве т.актового формирователя 15 и ключей 18 и 19 обеспечиваётся перенос числа из счетчика 11 в су1иматор JL6 . По достижении равенства числа импульсов в счетчике 11 с числом, записанным в сумматоре 16, на выходе схемы Неравнозначности 17 будет сигнал Запрет, исключающий перенос числа из счетчика 11 в сумматор 16. Таким образом, в результате ряда измерений в сумматорах 12 и 16 будут зафиксированы, а на цифровом индикаторе зарегистрированы числа, пропорциональные максимальной и минимальной длительностям импульсов датчка 2 (изложенное не распространяется на случай резонансных колебаний рабочих лопаток). Контроль вибронапряженности рабочих лопаток посредством определения виброскорости позволяет осуществить замену рабочих лопаток по их фактическому состоянию, что повышает надёжность работы силовых установок в эксплатации. 22 Формула изобретения Устройство для измерения виброскорости вращающихся деталей, содержащее укрепленный на валу отметчик, первый датчик, расположенный около отметчика, второй датчик, расположенный у корневой части лопаток, третий датчик, расположен ный около концов лопаток, селектор с .переключателем выбора номера лопатки, входы которого подключены к первым двум датчикам, генератор меток, кнопку сброса, цифровой индикатор и измерительный канал, состоящий из трех ключей, счет чика, схемы равнозначности и сумматора максимума, управляющий вход первого ключа подсоединен -к выходу селектора, управляющий вход второго ключа подсоединен через первый ключ к третьему датчику, вход счетчика подсоединен через второй ключ к выходу генератора меток, счетный вход сумматора максимума подключен через третий ключ к выходу второго ключа, входы схемы равнозначности подключены к выходу счетчика и к выходу сумматора максимума, управляющий вход третьего ключа подсоединен к выходу схемы равнозначности, счетный вход цифрового индикатора подключен к выходу сумматора максимума, а кнопка сброса подключена к входам сброса счетчика, сумматора и цифро- : вого индикатора, от ли ч аю щ е ес я тем, что, с целью повьшения точности измерения, в устройство введены тактовый формирователь, четвертый и пятый ключи, сумматор минимума и схема неразнозначности, вход тактового формирователя подключен к выходу первого ключа, входы схемы неравнозначности подсоединены к выходу сумматора минимума и к выходу счетчика, управляющий вход четвертого ключа подсоединен к выходу схемы неравнозначности, управляющий вход пятого ключа подсоединен через четвертый кл1 к выходу тактового формирователя, входы сумматора минимума подсоединены к кнопке сброса и через пятый ключ - к выходу счетчика, а выход сумматора минимума - к второму счетному входу цифрового Индикатора. Источники информации, :принятые во внимание при экспертизе 1.Тойбер М.Л. и др. Контроль вибрационного состояния рабочих лопаток ГТД бесконтактными методами. руды ГосНИИГД, вып.90, М., 1973. 2.Авторское свидетельство СССР 236827. кл. G 01 М 13/00, 1969.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для измерения виброскорости вращающихся деталей | 1978 |
|
SU911169A2 |
| Система для бесконтактного определения амплитуды колебаний лопаток турбомашины | 1971 |
|
SU457000A2 |
| ЦИФРОВОЙ ИЗМЕРИТЕЛЬ МОЩНОСТИ | 2013 |
|
RU2533746C2 |
| Система для бесконтактного определения амплитуды колебаний лопаток турбомашины | 1975 |
|
SU661285A2 |
| Устройство измерения средней скорости движения воздуха | 1981 |
|
SU1024849A1 |
| Цифровые вторичные часы-хронометр | 1979 |
|
SU845141A1 |
| Устройство для измерения параметров диэлектрических материалов | 1985 |
|
SU1288562A1 |
| Устройство для определения шероховатости | 1991 |
|
SU1796053A3 |
| Устройство для измерения колебаний шарнирных лопаток турбокомпрессора | 1980 |
|
SU890073A1 |
| Многоканальная телеизмерительная система | 1985 |
|
SU1390624A1 |