Существующие агрегаты для дуговой электросварки на. постоянном токе отличаются значительной сложностью, громоздкостью и дороговизной.
Простота конструкции и надежная работа вращающихся механических выпрямителей сильного тока позволяют технически более рациональным образом рещить вопрос сварки на постоянном токе с питанием сварочного поста от трехфазной сети. Сварочный агрегат с механическим выпрямителем обладает - по сравнению с электромащинными агрегатами - преимуществами простоты и компактности устройства и в то же время обеспечивает симметричную пагрузку фаз и легкую регулировку напряжения.
В предлагаемом электросварочном аппарате, как и в известных ранее, механический выпрямитель трехфазного тока приводится во вращение синхронным двигателем и питается от трансформатора через дроссель с двумя магнитными сердечниками,обеспечивающий
характеристику. Сущность данного изобретения заключается в том, что, с целью использования указанного дросселя одновременно и для улучщения коммутации (в известных устройствах для этой цели применяются специальные дроссели), один из параллельно расположенных сердечников рассчитан на получение возможно больщей индуктивности при малых токах и возможно малой индуктивности при рабочих токах, т. е. имеет кривую намагничивания с возможно резко выраженной точкой перелома, а второй - на получение значительной индуктивности при рабочем токе.
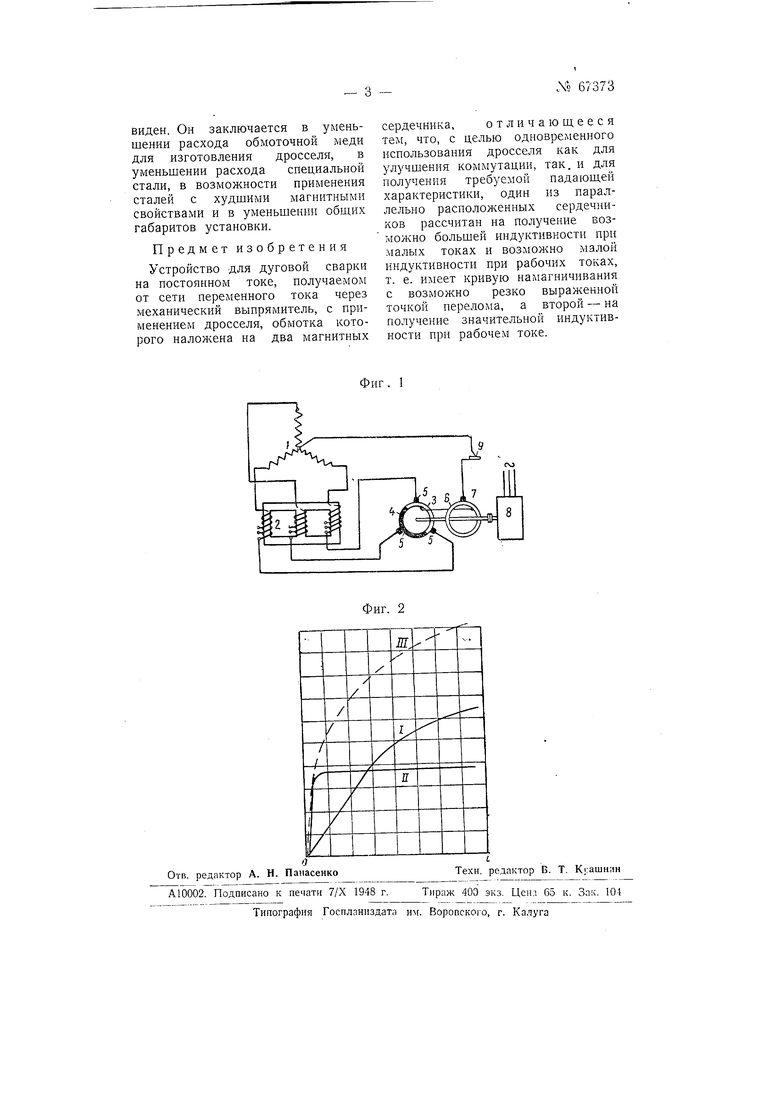
На чертеже фиг. 1 изображает один из возможных вариантов электрической схемы включения предлагаемого устройства; фиг. 2- характеристику дросселя.
На фиг. 1 обозначено; / - вторичная обмотка трансформатора, питающего сварочный пост; 2 - регулируемый трехфазный дроссель; 3, 4 - разрезное контакное кольцо, состоящее из двух полуколец (при 3000 об/мин.) -металлического 3 и изоляционного 4 5- щетки разрезного кольца; 6 - сплошное .(выходное) j контактное кольцо; 7 - щетка выходного кольца; 5- приводной реактивный сиихронный двигатель; 9 - сварочная дуга.
В этом устройстве трансформатор 1 - обычного типа (несварочный), а., необходимая для сварки падающая характеристика достигается применением дросселя 2, который одновременно служит и для устранения искрения на контактах выпрямителя.
Возможность использования одного и того же дросселя (реактора) как для получения падающей характеристики, необходимой для устойчивости сварочного процесса, так и характеристики, необходимой для устранения искрения, уясняется из следующих соображений.
Для устранения искрения при коммутации необходим дроссель, обладающий возможно большей индуктивностью при малых токах и возможно малой индуктивностью при больших (рабочих) токах. Последнее существенно для выпрямителей, работающих на тяговую нагрузку, электролиз и т. п., так как уменьшает падение напряжения при нагрузке выпрямителя.
Обычно стремятся получить в дросселе для улучшения коммутации кривую намагничения с возможно более резко выраженной точкой перелома (колено) в кривой намагничения. Магнитопровод для улучшения коммутации выполняется в виде ленточного сердечника и в некоторых случаях подмагиичивается постоянным током. Материалом служит специальная сталь типа пермаллоя или текстурированной стали.
Для. целей сварки необходим дроссель, обладающий значительной индуктивностью при рабочем токе. Величина этой индуктивности выбирается известным образом из соображений устойчивости сварочной дуги и режима работы.
Объединение в одном дросселе функции дросселя коммутации и дросселя сварочного осуществляется тем, что Магнитопровод дросселя 2 составляется из двух параллельных частей, имеющих общую токовую обмотку. Одна из этих частей обеспечивает значительную индуктивность дросселя при больших номинальных силах тока (кривая / на фиг. 2), что нужно для получения падающей характеристики агрегата. Другая часть магнитопровода должна обеспечивать возможно большую индуктивность дросселя при очень малых силах тока и малую индуктивность при больших токах (кривая //), что иеобходимо для улучшения коммутации.
Дроссель 2 с составным магнитопроводом, обладающий характеристикой ио суммарной кривой Я/, будет одновременно выполнять функции искрогашения при коммутации и придания «сварочной характеристики агрегату в целом.
Для выполнения дросселя с характеристикой по кривой /// одна часть магнитопровода выполняется из трансформаторной стали, а другая - из специальной стали тица пермаллоя или кремневой текстурированной.
Количество стали в той части магнитопровода, которая служит для улучшения коммутации, должно быть уменьшено в соответствии с добавочной индукцией, получаемой за счет той части сердечника дросселя, которая служит для получения сварочной характеристики.
Такая схема параллельного устройства магнитоировода дает большую экономию в расходе меди для обмотки и некоторую экономию в расходе стали. Кроме того та часть магнитопровода, которая служит для улучшения коммутации, может быть выполнена из стали с несколько более низкими магнитными характеристиками, чем имеет та сталь, какая применяется обычно для дросселей механических выпрямителей.
Удобство параллельной схемы состоит также в возможности подмагничивания отдельных параллельных частей магнитопровода постоянным током, что особенно существенно для механических выпрямителей контакторного типа.
Экономический эффект применения одного общего дросселя очевиден. Он заключается в уменьшении расхода обмоточной меди для изготовления дросселя, в уменьшении расхода специальной стали, в возможности применения сталей с худшими магнитными свойствами и в уменьшении обш,их габаритов установки.
Предмет изобретения
Устройство для дуговой сварки на постоянном токе, получаемом от сети переменного тока через механический выпрямитель, с применением дросселя, обмотка которого наложена на два магнитных
сердечника, о т л и ч а ю ш. е е с я тем, что, с целью одновре1менного использования дросселя как для улучшения коммутации, так, и для получения требуемой падающей характеристики, один из параллельно располол енных сердечников рассчитан на получение возмолсно большей индуктивности при малых токах и возможно малой индуктивности при рабочих токах, т. е. имеет кривую намагничивания с возможно резко выраженной точкой перелома, а второй - на получение значительной индуктивности при рабочем токе.
| название | год | авторы | номер документа |
|---|---|---|---|
| Многофазный механический выпрямитель | 1943 |
|
SU65312A1 |
| Электрическая машина | 1949 |
|
SU81229A1 |
| Трехфазный механический преобразователь тока | 1960 |
|
SU136448A1 |
| Механический (контактный) выпрямитель | 1961 |
|
SU146854A1 |
| Выпрямительная установка | 1961 |
|
SU145926A1 |
| Устройство для регулирования запаса надежности механического выпрямителя | 1951 |
|
SU96011A1 |
| Устройство для ускорения коммутации в механических преобразователях электрического тока | 1951 |
|
SU94031A1 |
| Механический выпрямитель | 1950 |
|
SU94465A1 |
| Устройство для защиты контактного аппарата механического выпрямителя | 1950 |
|
SU94466A1 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ МЕХАНИЗИРОВАННОЙ СВАРКИ | 2005 |
|
RU2306212C2 |
Фиг. 2
