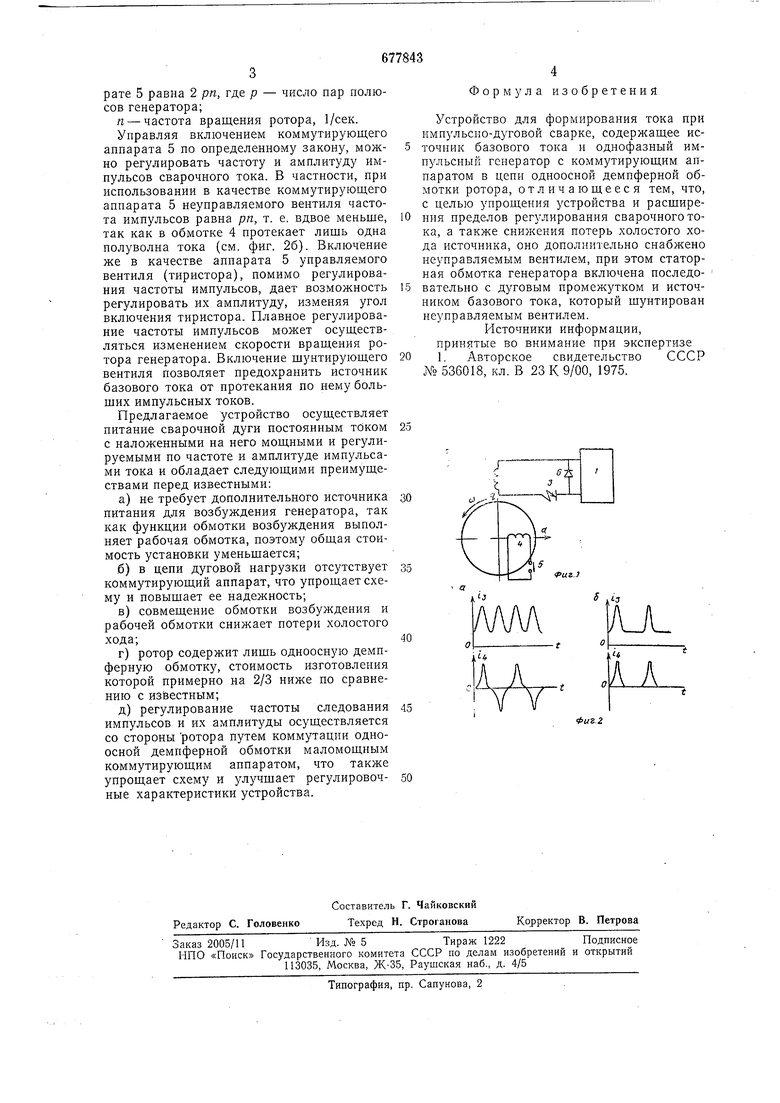
pare 5 равна 2 pn, где p - число пар полюсов генератора; п - частота враш.ения ротора, 1/сек. Управляя включением коммутирующего аппарата 5 по определенному закону, можно регулировать частоту и амплитуду импульсов сварочного тока. В частности, при использовании в качестве коммутирующего аппарата 5 неуправляемого вентиля частота импульсов равна рп, т. е. вдвое меньще, так как в обмотке 4 протекает лишь одна полуволна тока (см. фиг. 26). Включение же в качестве аппарата 5 управляемого вентиля (тиристора), помимо регулирования частоты импульсов, дает возможность регулировать их амплитуду, изменяя угол включения тиристора. Плавное регулирование частоты импульсов может осуществляться изменением скорости вращения ротора генератора. Включение шунтирующего 20 вентиля позволяет предохранить источник базового тока от протекания по нему больших импульсных токов. Предлагаемое устройство осуществляет питание сварочной дуги постоянным тОком с наложенными на него мощными и регулируемыми по частоте и амплитуде импульсами тока и обладает следующими преимуществами перед известными: а)не требует дополнительного источника питания для возбуждения генератора, так как функции обмотки возбуждения выполняет рабочая обмотка, поэтому общая стоимость установки уменьшается; б)в цепи дуговой нагрузки отсутствует коммутирующий аппарат, что упрощает схему и повышает ее надежность; в)совмещение обмотки возбуждения и рабочей обмотки снижает потери холостого хода; г)ротор содержит лишь одноосную демпферную обмотку, стоимость изготовления которой примерно на 2/3 ниже по сравнению с известным; д)регулирование частоты следования импульсов и их амплитуды осуществляется со стороны ротора путем коммутации одноосной демпферной обмотки маломощным коммутирующим аппаратом, что также упрощает схему и улучшает регулировочные характеристики устройства. им 5 то пу па м с ни ка да не на ва ни не № Формула изобретения Устройство для формирования тока при пульсно-дуговой сварке, содержащее исчиик базового тока и однофазный имльсный генератор с коммутирующим апратом в цепи одноосной демпферной оботки ротора, отличающееся тем, что, целью упрощения устройства и расширея пределов регулирования сварочного то, а также снижения потерь холостого хоисточника, оно дополнительно снабжено управляемым вентилем, при этом статоря обмотка генератора включена последотельно с дуговым промежутком и источком базового тока, который шунтирован управляемым вентилем. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР 536018, кл. В 23 К 9/00, 1975. AJL л л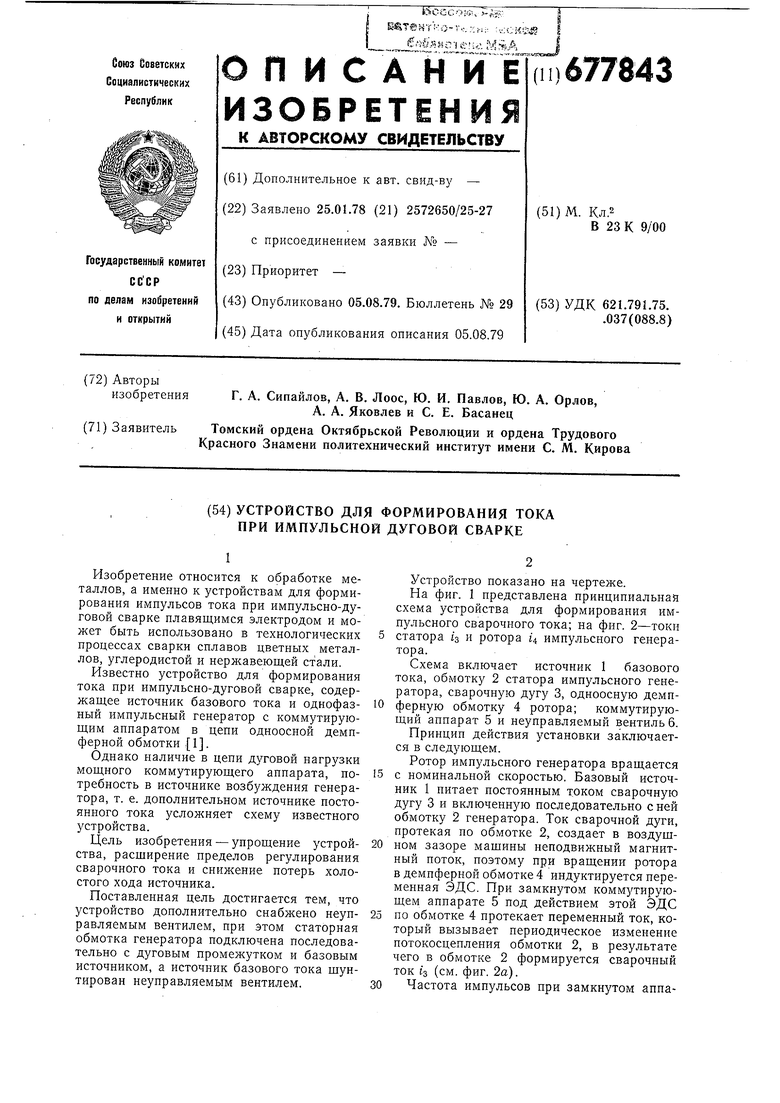
| название | год | авторы | номер документа |
|---|---|---|---|
| Электромашинный сварочный генератор | 1980 |
|
SU867547A1 |
| Устройство для формирования тока при импульсно-дуговой сварке | 1975 |
|
SU536018A1 |
| Сварочный преобразователь | 1978 |
|
SU792518A1 |
| Устройство для импульсного питания нагрузки | 1980 |
|
SU928549A1 |
| Синхронный импульсный генератор | 1981 |
|
SU982155A1 |
| Способ управления возбуждением бесщеточной электрической машины и устройство для его осуществления | 1979 |
|
SU974544A1 |
| Устройство для возбуждения и стабилизации сварочной дуги переменного тока | 1990 |
|
SU1719167A1 |
| Источник сварочного тока | 1988 |
|
SU1574392A1 |
| ЭЛЕКТРОПРИВОД КОЛЕБАТЕЛЬНОГО ДВИЖЕНИЯ | 2009 |
|
RU2401503C1 |
| Электромашинный источник периодических импульсов тока | 1983 |
|
SU1091280A1 |
