154) ЭЛЕКТРОМАШИННЫЙ СВАРОЧНЫЙ ГЕНЕРАТОР

| название | год | авторы | номер документа |
|---|---|---|---|
| Сварочный преобразователь | 1978 |
|
SU792518A1 |
| Устройство для формирования тока при импульсно-дуговой сварке | 1978 |
|
SU677843A1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ ВРАЩАЮЩИМСЯ ТИРИСТОРНЫМ ВЫПРЯМИТЕЛЕМ (ВАРИАНТЫ) | 1994 |
|
RU2113048C1 |
| Устройство для формирования тока при импульсно-дуговой сварке | 1975 |
|
SU536018A1 |
| Электрическая синхронная машина | 1981 |
|
SU1032552A1 |
| Устройство для импульсного питания нагрузки | 1980 |
|
SU928549A1 |
| Электромашинный синхронный сварочный генератор | 1987 |
|
SU1536484A1 |
| Способ управления возбуждением бесщеточной электрической машины и устройство для его осуществления | 1979 |
|
SU974544A1 |
| Устройство для сварки | 1984 |
|
SU1268339A1 |
| Источник питания для импульсно-дуговой сварки в защитном газе | 1985 |
|
SU1291322A1 |

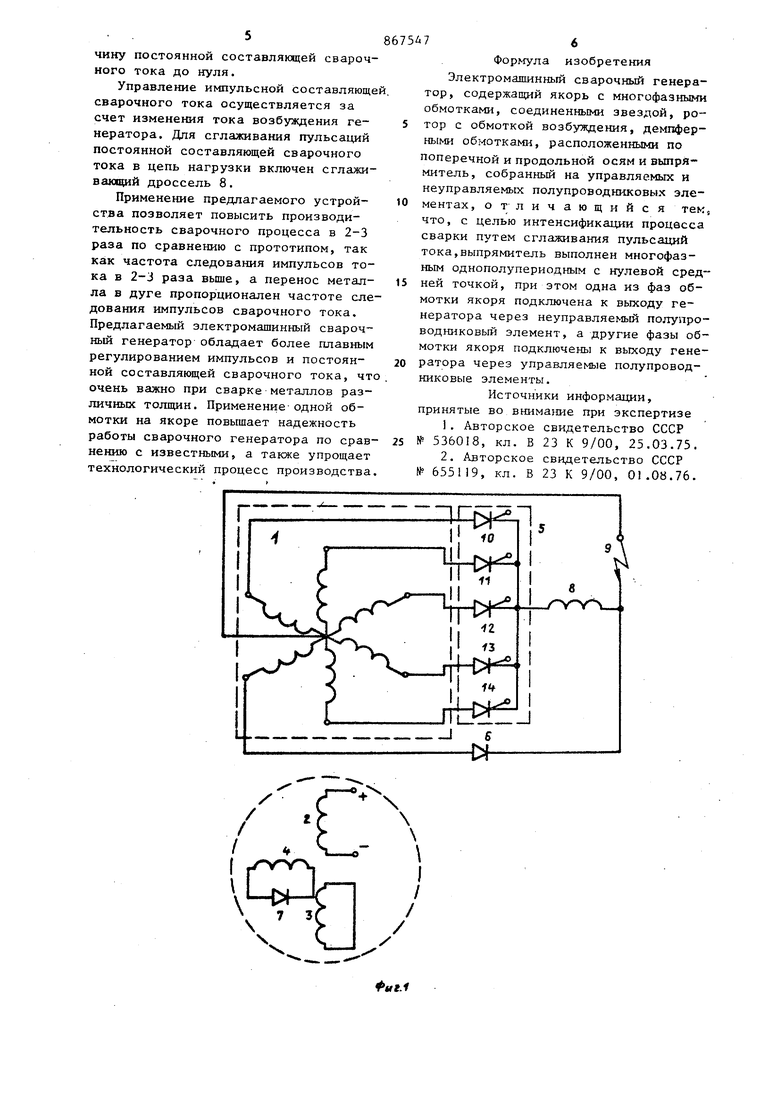
Изобретение относится к электрот нике и может быть использовано в те нологических процессах тяжелого машиностроения в качестве источника питания для импульсно-дуговой сварки. Современное сварочное производст имеет ряд устройств, предназначенны для импульсно-дуговой сварки. Извес но устройство для формирования тока при импульсно-дуговой сварке.имеющее источник постоянного тока и электромашинный генератор импульсов работающие параллельно м J. Наиболее близким по технической сущности к предлагаемому электромашинному сварочному генератору является машиновентильный импульсный сварочный генератор 2. Известное устройство представляет собой -синхронный генератор, на статоре которого расположена трехфазная, соединенная в звезду обмотка включения на трехфазный двупо лупериодный выпрямитель. Ротор генератора имеет обмотку возбуждения и демпферные обмотки по осям поперечный (d) и продольный Ig). В цепь I демпферной обмотки по оси g включен неуправляемый вентиль, позволяющий .осуществлять форсировку основного магнитного потока за счет реакции якоря. Особенностью его является то, что для получения постоянной составлякщей и и шyльcoв сварочного тока применена одна обмотка на статоре генератора. Получение импульсов тока, наложенных на постоянную составляющую сварочного тока, в известном генераторе осуществляется посредством отключения от нагрузки одной из фаз статорной обмотки в момент перехода ее тока через нуль с дальнейшим подключением к нагрузке в моменте максимального напряжения. Частота следования импульсов тока зависит от собственной частоты генератора собственной частоты генератора и мак симальное ее значение составляет , где f - частота ЭДС-генератора. Однако, вследствие большой пос тоянной времени затухания переходного процесса в демпферной обмотке пО оси q, на практике удается получить частоту следования импульсов V r/2только в генераторах малой мощности. При создании сварочных генераторов средней мощности 30-50 кВт реально достижимая частота следования импульсов меньше, V f/2. Это является большим недостатком известного генератора, так как перенос металла В дуге происходит пропорционально,час тоте импульсов тока. 1овьшенне производительности сварочного генератора может быть достигнуто при увеличении частоты следования импульсов тока, однако схема не позволяет получить частоту следования импульсов тока выше чем V f/2. Недостатком этой схемы является также огра}шченный диапазон регулирования кратности базовой и импульсной составляющих сварочного тока. Цель изобретения - интенсификация процесса сварки путем сглалсивания пульсаций тока. Поставленная цель достигается тем что электромаяшнный сварочный генератор для импульсно-дуговой сварки, содержащий якорь с многофазными обмотками, соединенными звездой, ротор с обмоткой возбуждения, демпферными обмотками, расположеннь ми по попереч ной и продольным осям и выпрямитель, собранный на управляемых и неуправля емьк полупроводниковых элементах, вы прямитель выполнен многофазным одНополупериодным с нулевой средней то кой, при этом одна из фаз обмотки як ря подключена к выходу генератора через неуправляемый полупроводниковый элемент, а другие фазы обмотки якоря подключены к выходу генератора через управляемые полупроводниковые элементы. На фиг. 1 представлена принципиальная схема электромашинного свароч ного генератора. Схема электромашинного сварочного генератора включает многофазную обмотку-статор 1, обмотку 2 возбуждения, демпферную обмотку 3 по продоль tiofi оси, группа 5 тиристоров, диод 6 в одной из фаз, диод 7 в демпферной обмотке по поперечной оси, нагрузку 4 8 - сварочную электрическую дугу, тиристоры 10-14 группы 5, На фиг. 2 - фазные ЭДС-обмотки I, ток в тиристорах группы 5 и ток в нагрузке. В исходном состоянии ротор генератора вращается с номинальной частотой, обмотка возбуждения запитана постоянным током. Если управляющий импульс подается на тиристоры в моменты времени tj, соответствуюоще естетственной коммутации, то управляемый выпрямитель работает как неуправляемый. При увеличении угла ctуправления тиристорами происходит задержка открытия , последующего тиристора в моменты времени t и to, следовательно уменьшает ся действующее значение тока, протекающего в нагрузке. При вырывании потенциалов на анодах тиристора f и диода 6 в момент времени t« тиристор 14 запирается, а диод 6 вступает в работу. За счет того, что диод отпирается по закону естественной коммутации в нагрузке формируется импульс тока. В момент времени t,. происходит выравнивание потенциалов на анодах диода 6 и тиристора 10, но тиристор 10 не отпирается, так как на управляющем электроде нет еще управляющего сигнала и поэтому диод 6 продолжает проводить ток. В момент времени tg на тиристор 10 поступает управляющий сигнал и он отпирается, Запирая своим положительным потенциалом диод 6 со стороны катода. При работе генератора фаза с диодом нагружена больше, чем другие фазы, поэтому поле реакции якоря имеет эллиптический вид и его можно разложить на прямовращающееся и обратновращающееся поля. Обратновращающееся поле вращается относительно ротора с двойной частотой. В момент времени, соответствующий максимуму потока реакции якоря, сцепленного с демпферной обмоткой 4, происходит открытие диода 7 и на роторе образуется система контуров по продольной и поперечной осям, которая осуществляет форсировку основного магнитного потока. Использование реакции якоря позволяет увеличить жесткость внешней характеристики генератора и амплитуду импульсов тока. Изменением угла открытия тиристопов. от О до можно изменять величину постоянной составляющей сварочного тока до нуля.
Управление импульсной составляюще сварочного тока осуществляется за счет изменения тока возбуждения генератора. Для сглаживания пульсаций постоянной составляющей сварочного тока в цепь нагрузки включен сглаживающий дроссель 8.
Применение предлагаемого устройства позволяет повысить производительность сварочного процесса в 2-3 раза по сравнению с прототипом, так как частота следования импульсов тока в 2-3 раза выше, а перенос металла в дуге пропорционален частоте следования импульсов сварочного тока. Предлагаемый электромашинный свароч ный генератор обладает более плавным регулированием импульсов и постоянной составлякицей сварочного тока, чт очень важно при сварке металлов различных толщин. Применение-одной обмотки на якоре повышает надежность работы сварочного генератора по срав нению с известными, а также упрощает технологический процесс производства
Формула изобретения Электромашинный сварочный генератор, содержащий якорь с многофазными обмотками, соединенными звездой, ротор с обмоткой возбуждения, демпферными обмотками, расположенными по поперечной и продольной осям и вьтрямитель, собранный на управляемых и неуправляемых полупроводниковых элементах, отличающийся тем что, с целью интенсификации процесса сварки путем сглаживания пульсаций тока,выпрямитель выполнен многофазным однополупериодным с нулевой средней точкой, при этом одна из фаз обмотки якоря подключена к выходу генератора через неуправляемый полупроводниковый элемент, а другие фазы обмотки якоря подключены к выходу генератора через управляемые полупроводниковые элементы.
Источники информации, принятые во внимание при экспертизе
№ 536018, кл. В 23 К 9/00, 25.03.75.
№ 655 19, кл. В 23 К 9/00, 01.08.76.
/
