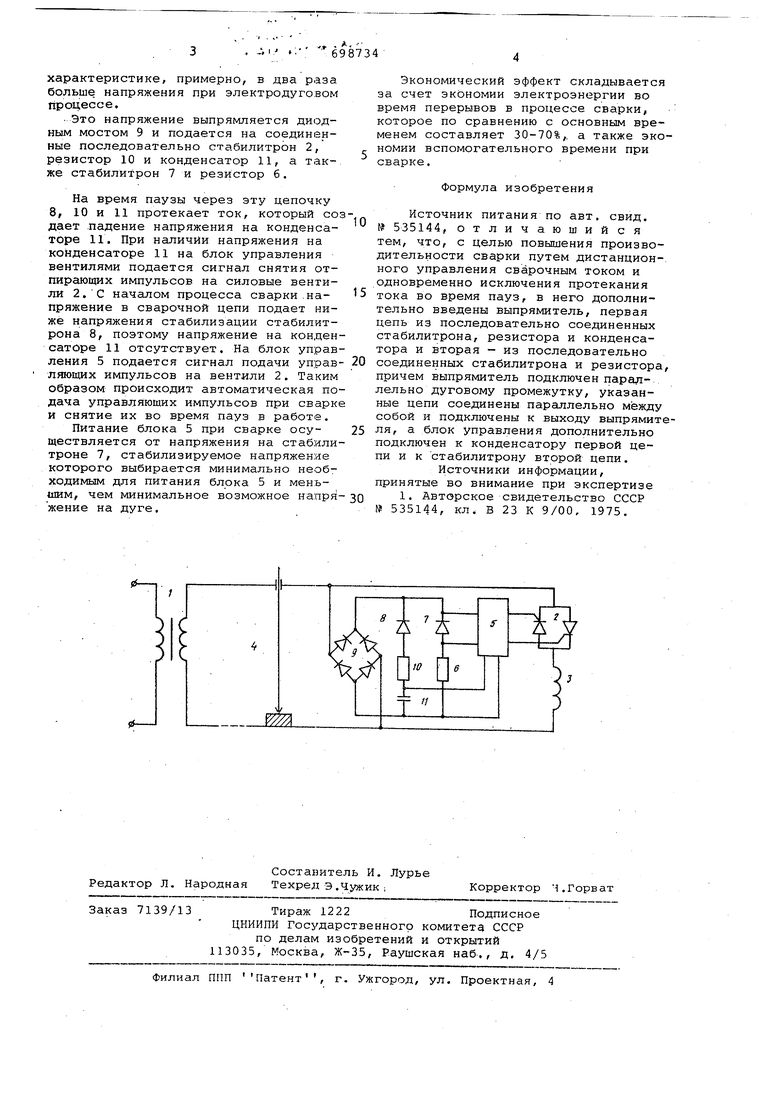
Изобретение относится к сварке, в частности к источникам питания для сварки. Известен источник питания с круто подаюшей внешней характеристикой для дуговой сварки по авт. свид.№535144, содержащий сварочный трансформатор, а также установленный в сварочной цепи дроссель и блок встречно-параллельно включенныхтиристоров 1. ® целью использования его,для руч ной сварки, а также одновременно улучшения формы кривой сварочного то ка и уменьшения мощности блока тирис торов и дросселя, последний подключен параллельно вторичной обмотке сварочного трансформатора через упомянутый дроссель. Однако при прекращении процесса сварки трансформатор продолжает нагружаться реактивным JPOKOM, а, кроме того, для дистанционного регулирования сварочного тока необходим дополнительный кабель управления. Целью изобретения является повыше ние производительности сварки путем дистанциони-ого управления сварочным током и одновремённо исключение протекания тока во время пауз. Это достигается тем, что в источник дополнительно введены выпря1 итель, первая цепь из последовательно . соединенных стабилитрона, резистора и конденсатора и вторая - из последовательно соединенных стабилитрона и резистора, причем выпрямитель подключен параллельно дуговому промежутку, указанные цепи соединены параллельно между собой, и подключены к выходу выпрямителя, а блок управления дополнительно подк.пючен к конденсату первой цепии к стабилитрону второй цепи. На чертеже приведена схем§ предложенного источника питания. Он состоит из питающего трансфор-. матора 1, встречно-направленных управляемых вентилей 2, включенных через индуктивность 3 параллельно сварочной дуге 4, блока 5 управления вентилями, резистора 6, стабилитронов 7, 8, Быпрямительно1:о диода моста 9, резистора 10 и конденсатора 11. Устройство работает следующим образом. Во время паузы между сваркой трансформатор 1 создает в сварочной цепи напряжение, холостого хода, которое благодаря его крутопадающей внешней характеристике, примерно, в два раза больше напряжения при электродуговом процессе, Это напряжение выпрямляется диодным мостом 9 и подается на соединенные последовательно стабилитрон 2, резистор 10 и конденсатор 11, а также стабилитрон 7 и резистор б. На время паузы через эту цепочку 8, 10 и 11 протекает ток, который со дает .падение напряжения на конденсаторе 11. При наличии напряжения на конденсаторе 11 на блок управления вентилями подается сигнал снятия отпирающих импульсов на силовые вентили 2.С началом процесса сварки .напряжение в сварочной цепи подает ниже напряжения стабилизации стабилитрона 8, поэтому напряжение на конден саторе 11 отсутствует. На блок управ ления 5 подается сигнал подачи управ ляющих импульсов на вентили 2. Таким образом происходит автоматическая по дача управляющих импульсов при сварк и снятие их во время пауз в работе. Питание блока 5 при сварке осуществляется от напряжения на стабили троне 7, стабилизируемое напряжение которого выбирается минимально необходимым для питания блока 5 и меньшим, чем минимальное возможное напря жение на дуге. Экономический эффект складывается за счет экономии электроэнергии во время перерывов в процессе сварки, которое по сравнению с основным временем составляет 30-70%,. а также экономии вспомогательного времени при сварке. Формула изобретения Источник питания по авт. свид. №535144, отличающийся тем, что, с целью повышения производительности сварки путем дистанцион-. кого управления сварочным током и одновременно исключения протекания тока во время пауз, в него дополнительно введены выпрямитель, первая цепь из последовательно соединенных стабилитрона, резистора и конденсатора и вторая - из последовательно соединенных стабилитрона и резистора, причем выпрямитель подключен параллельно дуговому промежутку, указанные цепи соединены параллельно между собой и подключены к выходу выпрямителя, а блок управления дополнительно подключен к конденсатору первой цепи и к стабилитрону второй цепи. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 535144, кл, В 23 К 9/00, 1975.
| название | год | авторы | номер документа |
|---|---|---|---|
| Источник питания для дуговой сварки | 1983 |
|
SU1110571A1 |
| Источник сварочного тока | 1988 |
|
SU1574392A1 |
| Сварочный выпрямитель | 1986 |
|
SU1324789A1 |
| ОДНОФАЗНЫЙ ВЫПРЯМИТЕЛЬ ДЛЯ ДУГОВОЙ СВАРКИ | 2010 |
|
RU2441734C1 |
| Источник питания для дуговой сварки | 1990 |
|
SU1738521A1 |
| ОДНОФАЗНЫЙ СВАРОЧНЫЙ СТАБИЛИЗАТОР ТОКА | 2005 |
|
RU2299794C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ С УПРАВЛЯЕМЫМ ПЕРЕНОСОМ ЭЛЕКТРОДНОГО МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2359796C1 |
| Инверторный сварочный источник | 1988 |
|
SU1542722A1 |
| Способ релейного управления током в сварочном контуре и устройство для его осуществления | 1987 |
|
SU1459839A1 |
| Устройство для сварки | 1982 |
|
SU1123801A1 |
