1 --/:
Изобретение относится к резиновой промышленности, в частности k СпЫсЬбу склеивания резиновой подошвы и кожаного верха обуви.
Известен способ склеивания резиновой подошвы и кожаного верха ббуви включающий нанесение клея на основге полихлоропренового каучука на склеиваемые поверхности, высушивание (2ч}, термообработку клеевой пленки (1 мин при ) , контактирование склеиваемых поверхностей и прессование (30 с) 1 .
Однако в известном способе прочность склеийанйЯ резиновой подошвы и кожаного Верха: обуви невысока.
Цель изобретения состарит в увеличении прочности склеивания.
Поставленная цель достйгаётся . тем, что в способе склеивания резиновой подоивы и кожаного верха обуви, включающем нанесение клея на основе полихлоропренового каучука на склеиваемые поверхности, высушивание, термообработку клеевой пленки, контактирование склеива:емых поверхйьс:тей и прессование, через 0,1-3 мин после прессования клеевую пленку дополнительно термообрабатывают в течение 1-10 мин при 45-90С и повторно прессуют через О,1-3 мин при давлении 3,4-4 кгс/см в течение 0,13 мин.
Клей готовят смешением следующих количеств .компонентов, вес.%:
Найрит низкотемпературной полимеризации серного регулирования 6,8-9,4
0 Найрит низкотемпературной полимеризации меркаптанового регулирования. 2,3-3,1 Хлорнайрит2,3-3,1 Тиурам 0,1-0,2
5
Кумаронинденовая смола 4,5-6,3
1,5-Диаминокапроновая кислота0,1-0,4
Наполнитель1,8-2,5
0
Растворитель До 100.
В качестве растворителя используют бензин и этиЛадетат в соотношении 1:1, концентрация клея 18-25% по су5хому весу.
Пример . Склеивают резиновую подошву с кожаным верхом обуви. Перед нанесением клея затяжную кромку кожаного верха обуви подвергают
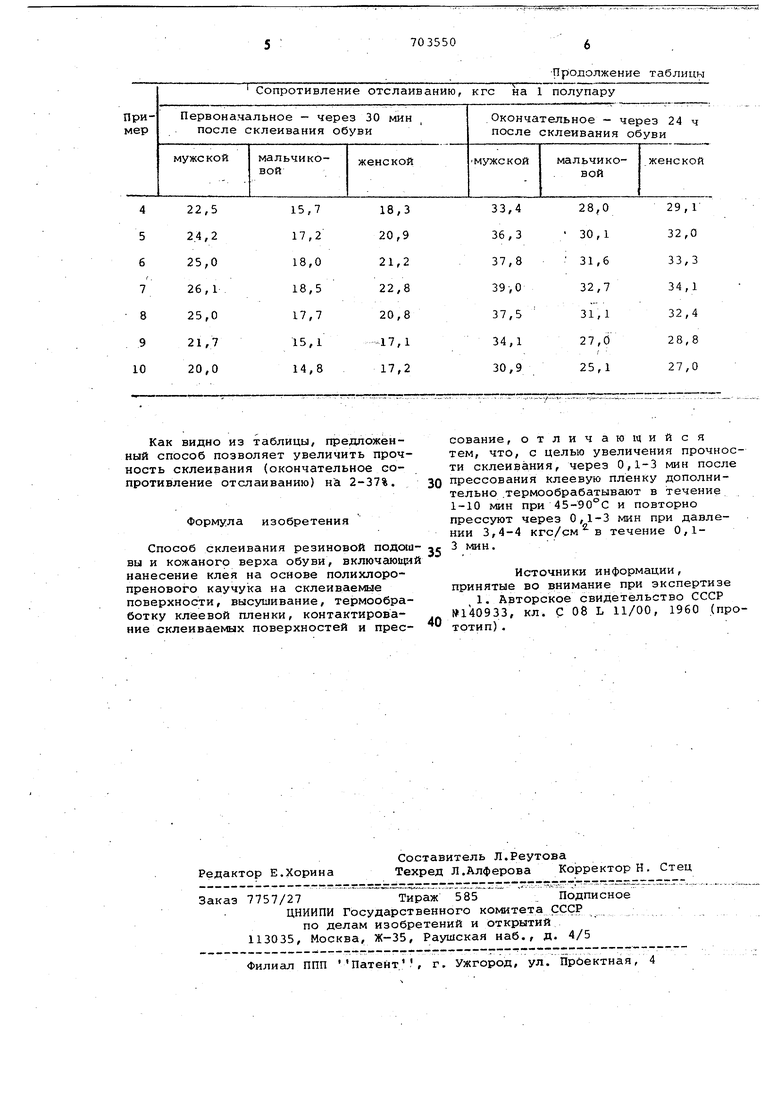
0 шерохованию. Клей наносят равномерно на затяжную кромку обуви. Через 15 мин сушки после первой намазки производят вторую намазку затяжйой кромки. Сушат клей после второй намазки в течение 10 мин при 20°С. Ре зиновую подошву намазывают один раз Клей начосят равномерно на рабочую поверхность. Сушат клей 25 мин при 20°С. Непосредственно перед склеива нием производят термообработку клее вой пленки на резиновой подошве приНО С 1 мин, после чего на затяж ную кромку кожаного верха обуви накладывают резиновую подошву и осуще ствляют прессование при давлении 3,6 кгс/см в течение 0,6 мин при 20°С. На нижнюю плиту пресса помещают резиновую прокладку, имеющую фор му резиновой подошвы. Обратную сторо ну склеиваемой части резиновой подошвы обращгшзт к прокладке. Через 0,1 мин после прессования производят термообработку клеевого шва при 2 мин, выдерживают образец 1 мин после термообработки и повторно пре суют 0,6 мин при давлении 3,6 кгс/см Пример 2. Склеивают, как в примере 1. Отличие заключается в том, что выдерживают образец после склеивакия 1 мин. Термообработку клеевого шва производят при 10 мин. После термообработки образец выдерживают 0,1 мин. Прессуют в течение 3 мин. Пример 3. Склеивают, как в примере 1, но выдерживают .образец после склеивания 3 мин. Термообработку клеевого шва производят в течение 1 мин. Затем образец выдерживают 3 мин. Прессуют 3 мин при давлении 4 кгс/см i П р им ер 4. Склеивают, как в примере 1, выдерживают образец после склеивания 1 мин. Термообработку клеевого шва производят при 65°С 1 мин. Прессуют при давлении 4 кгс/с Пример 5. Склеивают, как в примере 1. Отличие заключается в том, что термообработку.клеевого шва производят в течение 1 мин. Прессуют 3 мин при давлении 3,4 кгс/см. Пример 6. Склеивают, как в примере 1. Выдерживают образец после склеивания 3 мин. Термообработку клеевого шва производят при 65°С 10 мин. Затем образец выдерживают 0,1 мин. Прессуют при давлении 3,4 кгс/см. Пример 7. Склеивают, как в примере 1. Выдерживают образец после склеивания 1 мин. Термообработку клеевого шва производят при 65°С. Пример 8. Склеивают, как в примере 1. Отличие заключается в том, что выдерживают образец после склеивания 3 мин. Термообработку клеевого шва производят при 45с 10 мин. Затем образец выдерживают 3 мин. Прессуют 3 мин при давлении 3,4 кгс/см. . .Пример 9. Склеивают, как в примере 1. Отличие заключается в том, что термообработку клеевого шва производят при . После термообработки образец выдерживают О,1 мин. Прессуют 0,1 мин при давлении 3,4 кгс/см. Пример 10. Склеивают, как в примере 1. Отличие заключается р том, что термообработку клеевого шва производят при 10 мин. После термообработки обраэец выдерживают 3 мин. Прессуют 0,1 мин при давлении 3,4 кгс/см . После склеивания проводят испытания на отслаивание склеенных резиновой подошвы и кожаного верха. Температура испытания не выше 25С. Скорость движения зажима динамометра составляет 100 мм/мин. Сопротивление отслаиванию определяют по ГОСТ-9292-59. Результаты испытаний приведены в таблице.

| название | год | авторы | номер документа |
|---|---|---|---|
| Клеевая композиция для крепления деталей обуви | 1982 |
|
SU1073270A1 |
| КЛЕЕВАЯ КОМПОЗИЦИЯ ДЛЯ КРЕПЛЕНИЯ ДЕТАЛЕЙ ОБУВИ | 1993 |
|
RU2096437C1 |
| СПОРТИВНАЯ ОБУВЬ С ЗАЩИТНЫМ ЭЛЕМЕНТОМ ПОДОШВЫ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2021 |
|
RU2763566C1 |
| Состав клея | 1980 |
|
SU887609A1 |
| Способ склеивания резины с кожей | 1942 |
|
SU67625A1 |
| Способ соединения деталей низа с верхом обуви | 1980 |
|
SU931145A1 |
| КЛЕЕВАЯ КОМПОЗИЦИЯ ДЛЯ СКЛЕИВАНИЯ НИЗА ОБУВИ С ВЕРХОМ ИЗ ИСКУССТВЕННОЙ, СИНТЕТИЧЕСКОЙ И НАТУРАЛЬНОЙ КОЖ | 1994 |
|
RU2047637C1 |
| Способ склеивания кирзы с резиной | 1976 |
|
SU585205A1 |
| ОДНОУПАКОВОЧНЫЙ ПОЛИУРЕТАНОВЫЙ КЛЕЙ | 1988 |
|
RU1624994C |
| Способ склеивания деталей верха и низа обуви | 1977 |
|
SU621713A1 |
Сопротивление отслаиванию, кгс на 1 полупару
Известный способ
15,728,5
Предлагаемый способ
17,0 30,3
Как видно из таблицы, предложенный способ позволяет увеличить прочность склеивания (окончательное сопротивление отслаиванию) на 2-37%. 30
Формула изобретения
Способ склеивания резиновой поДо1и- ,с вы и кожаного верха обуви, включающий нанесение клея на основе полихлоропренового каучука на склеиваемые поверхности, высушивание, термообработку клеевой пленки, контактирование склеиваемых поверхностей и пресПрололжение таблицы
сование, отличающийся тем, что, с целью увеличения прочности склеивания, через 0,1-3 мин после прессования клеевую пленку дополнительно .термообрабатывают в течение 1-10 мин при 45-90с и повторно прессуют через 0,1-3 мин при давлении 3,4-4 кгс/см в течение 0,13 мин.
Источники информации, принятые во внимание при экспертизе
