Изобретение относится к электронной технике, а именно к конструкции и способу изготовления многоэмиттерных импрегнированных термокатодов для многолучевых электронных приборов преимущественно СВЧтипа О.
Известна конструкция многоэмиттерного термокатода, в которой катод представляет собой сплошное эмиттирующее с торца тело плоской или сферической формы. Формирование электронных пучков производится теневой по отношению к фокусирующему электроду сеткой или фокусирующим электродов. Однако в такой конструкции наблюдается эмиссия с нерабочих участков поверхности катода. Это приводит с течением времени к ухудшению токопрохождения в приборе и уменьшению его срока службы,
Эмиттеры такого катода изготавливают путем заполнения пористой губки из тугоплавкого металла активным веществом.
Известна конструкция многоэмиттерного термокатода, где в отверстия металлического основания запрессованы эмиттеры, выступающие над поверхностью основания.
Термокатод изготавливается путем приготовления шихты из вольфрамового порошка с наполнителем, формирования эмиттеров и закрепления их в основании. Во избежание нарушения теплового контакта между эмиттерами и основанием из-за усадки пористых элементов при спекании или работе, в прессуемую; смесь вводятся порошки циркония или титана, которые в процессе спекания сплавляются с основанием.
Недостатком рассматриваемой конструкции является ограниченная возможность компактного расположения эмиттеров в основании из-за необходимости сохранения определенной толщины перемычки между отверстиями основания, в которые формуются эмиттеры. В то время как компактное расположение эмиттеров в основании (при одинаковом суммарном токоотборе с катода и при тех же габаритах основания) позволяет уменьшить плотность токоотбора с эмиттеров за счет увеличения из площади или числа, следствием чего будет являться значительное увеличение долговечности катода и его экономичности.
Основными недостатками способа изготовления рассматриваемого составного термокатода является его трудоемкость и влияние на долговечность катода в процессе дальнейшей работы:
-для осущестйления подобного способа изготовления необходимо предварительно изготовить высокоточную, сложную и дорогую в изготовлении прессформу, причем любое изменение размеров эмиттеров, их количества или расположения требует изготовления новой оснастки для прессования;
-введение в прессуемую смесь циркония или титана влияет на долговечность в процессе дальнейшей работы, т.к. эти металлы являются активными восстановителями и взаимодействуют с окислами эмиссионно-активного вещества, вызывая повышенное испарение и оседание на керамику прибора продуктов испарения с катода и пленок самого металла (давление паров титана при рабочей температуре составляет
10 MMiipT.CT,).
Указанный способ не позволяет также изготовить термокатод с эмиттерами, имеющими сферическую форму эмиттирующей поверхности, в то время как известно, что сферическая форма эмиттирующей поверхности позволяет осуществлять равномерный отбор тока со всех частей катода, что ведет к увеличению его долговечности.
Целью изобретения является повышение экономичности и долговечности составнего многоэмиттерного термокатода с одновременным снижением трудоемкости его изготовления.
Указанная цель достигается тем, что эмиттеры, выполненные в виде отдельных элементов, располагаемых в отверстиях металлического основания и выступающих над его поверхностью, имеют диаметр выступающей части больше диаметра отверстия в основании.
В этом случае эмиттеры в основании располагаются более компактно (вплоть до касания рабочих частей), что увеличивает отношения полезной эмиттирующей площади ко всей площади основания. Экономичность и долговечность катода растут.
Сущность способа изготовления предлагаемой конструкции заключается в том, что каждый эмиттер составного термокатода изготавливается из пористого, спеченного, пластофицированного фольфрама механическим путем, например, на токарном станке. При этом на нем формируются предусмотренные конструкцией проточка под диаметр отверстий в основании, сфера на рабочей части и заданный выступ змиттирующей поверхности. После удаления пластификатора эмиттеры вставляются в посадочные отверстия основания до упора и фиксируются в нескольких точках лучом лазера; одновременно, если применяются металлические припои, производится фиксация кусочков припоя. Пайка производится в среде водорода или вакууме высокотемпературными припоями с температурой плавления 1600-2000°С, обладающими низким давлением паров при рабочей температуре (например, молибден-рутений, молибденродий и др.).,
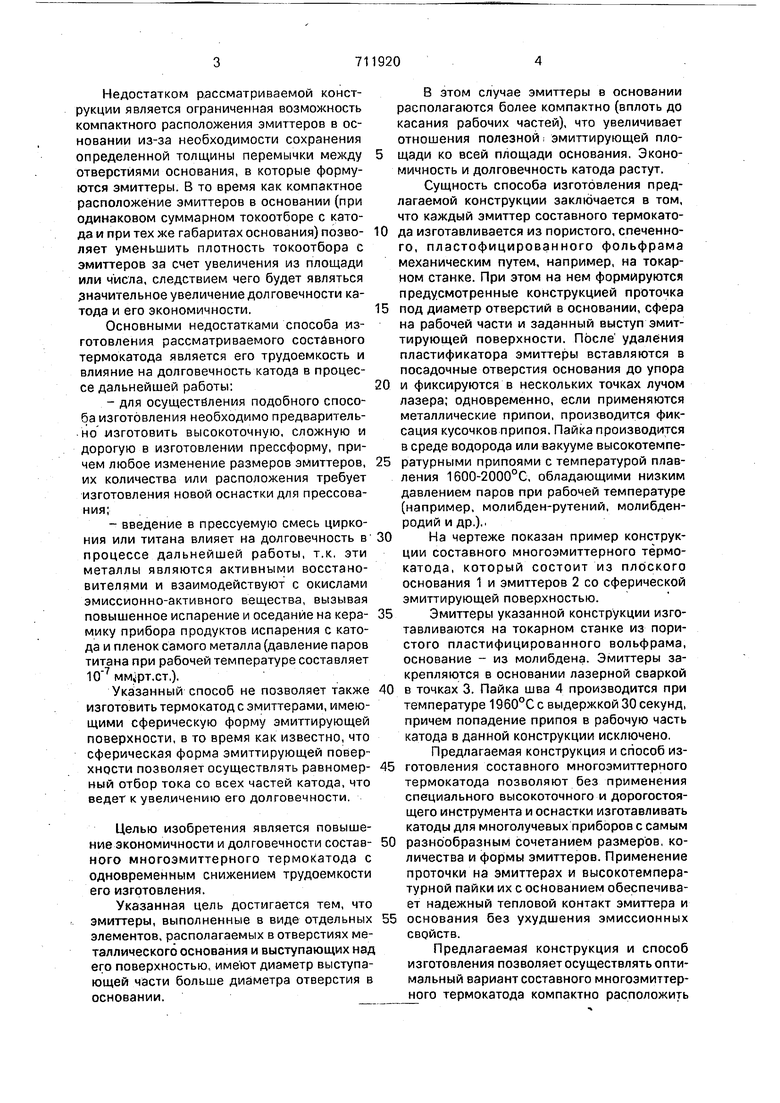
На чертеже показан пример конструкции составного многоэмиттерного тёрмокатода, который состоит из плоского основания 1 и эмиттеров 2 со сферической эмиттирующей поверхностью.
Эмиттеры указанной конструкции изготавливаются на токарном станке из пористого пластифицированного вольфрама, основание - из молибдена. Эмиттеры закрепляются в основании лазерной сваркой в точках 3. Пайка шва 4 производится при температуре 1960°С с выдержкой 30 секунд, причем попадение припоя в рабочую часть катода в данной конструкции исключено.
Предлагаемая конструкция и способ изготовления составного многоэмиттерного термокатода позволяют без применения специального высокоточного и дорогостоящего инструмента и оснастки изготавливать катоды для многолучевых приборов с самым разнообразным сочетанием размеров, количества и формы эмиттеров. Применение проточки на эмиттерах и высокотемпературной пайки их с основанием обеспечивает надежный тепловой контакт эмиттера и основания без ухудшения эмиссионных свойств.
Предлагаемая конструкция и способ изготовления позволяет осуществлять оптимальный вариант составного многоэмиттерного термокатода компактно расположить
эмиттеры на основании, придав при этом сферическую форму их рабочей поверхности, что улучшит экономичность и долговечность катода.
Предлагаемый способ наиболее перспективен для изготовления катодов с дискретными эмиттирующими областями для многолучевой оптики СВЧ приборов О типа.

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КАТОДА ДЛЯ СВЧ-ПРИБОРА | 2010 |
|
RU2446505C1 |
| МНОГОЛУЧЕВАЯ ЭЛЕКТРОННАЯ ПУШКА С НИЗКОВОЛЬТНЫМ УПРАВЛЕНИЕМ | 1996 |
|
RU2123739C1 |
| Катодно-подогревательный узел для многолучевых клистронов | 2021 |
|
RU2770840C1 |
| Металлопористый катод | 1982 |
|
SU1048530A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕРМОКАТОДА ДЛЯ ЭЛЕКТРОННОГО ПРИБОРА И СОСТАВ ПРИПОЯ ДЛЯ ИЗГОТОВЛЕНИЯ ТЕРМОКАТОДА | 1994 |
|
RU2079922C1 |
| МНОГОЛУЧЕВАЯ ЭЛЕКТРОННАЯ ПУШКА | 2006 |
|
RU2331135C1 |
| МЕТАЛЛОПОРИСТЫЙ КАТОД И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2087983C1 |
| МЕТАЛЛОПОРИСТЫЙ КАТОД И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2459305C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛОПОРИСТОГО КАТОДА ЭЛЕКТРОННОГО ПРИБОРА | 1994 |
|
RU2066895C1 |
| МНОГОЛУЧЕВАЯ МИНИАТЮРНАЯ "ПРОЗРАЧНАЯ" ЛАМПА БЕГУЩЕЙ ВОЛНЫ | 2007 |
|
RU2337425C1 |
1. Многоэмиттерный термокатод, содержащий металлическое основание с отверстиями и эмиттеры, расположенные в отверстиях и выступающие над поверхностью основания, отличающийся тем.что, с целью повышения экономичности и долговечности термокатода, эмиттеры имеют диаметр выступающей части, превышающей диаметр отверстия в основании.2.Способ изготовления термокатода по п. 1, включающий операции приготовления шихты из порошка вольфрама с наполнителем, формирование эмиттеров и закрепление их в основании, отличающийся тем, что, с целью снижения трудоемкости, каждый эмиттер изготавливают механическим путем. ,3.Способ изготовления термокатода по п. 2, отличающийся тем- что, с целью повышения надежности катода в работе, закрепление эмиттеров в основании производят пайкой.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ переработки сплавов меди и цинка (латуни) | 1922 |
|
SU328A1 |
| Способ получения древесного угля | 1921 |
|
SU313A1 |
