Изобретение относится к электрической контактной сварке и может пр меняться для точечной шовной и рель фной сварки.. : Известен способ регулирования сварочного тока в контактных электро сварочных машинах введением фазовой отсечки при включении- управляемых вентилей, подводящих напряжение к первичной обмотке сварочного трансформатора Ц. Фазовое регулировани позволяет плавно изменять величину сварочного тока, но при этом уменьшаете А : коэффициент мощности машины и увеличиваются пульсации тока, что отрицатель но сказывается на качес тве сЬарки. Известен также способ регулирова НИН .сварочного тока при котором изменяют вторичное напряжение сваро ного трансформатора 2. Изменение напряжения осуществляют путем переключения числа витков его первичной обмотки, подключенной к питающему напряжению. Основной недостаток такого способа - усложнение конструкции первичной обмотки трансформатора, необходимость выполнения дополнительных промежуточных вьшодов, количество которых тем больше, чем больше глубина регулирования и меньше шаг. Оба способа регулирования сварочного тока используются в машинах постоянного тока, содержащих трехфазный нулевой выпрямитель, управляемой с первичной стороны трехфазного трансформатора тремя тиристорами. При необходимости глубокого регулирования сварочного тока в указанных машинах усложнение конструкции сварочного трансформатора особенно существенно, так как приходится переключать витки первичной обмотки одновременно в трех фазах. Глубокое фазовое регулирование тока также нежелательно, так как оно повышает глубину пульсаций, ухудшая технологические характеристики машины. Целью изобретения является повышение качества сварки. Для этого величину вторичного напряжения уменьшают изменением полярности подключения первичных обмоток трансформатора к тиристорам.
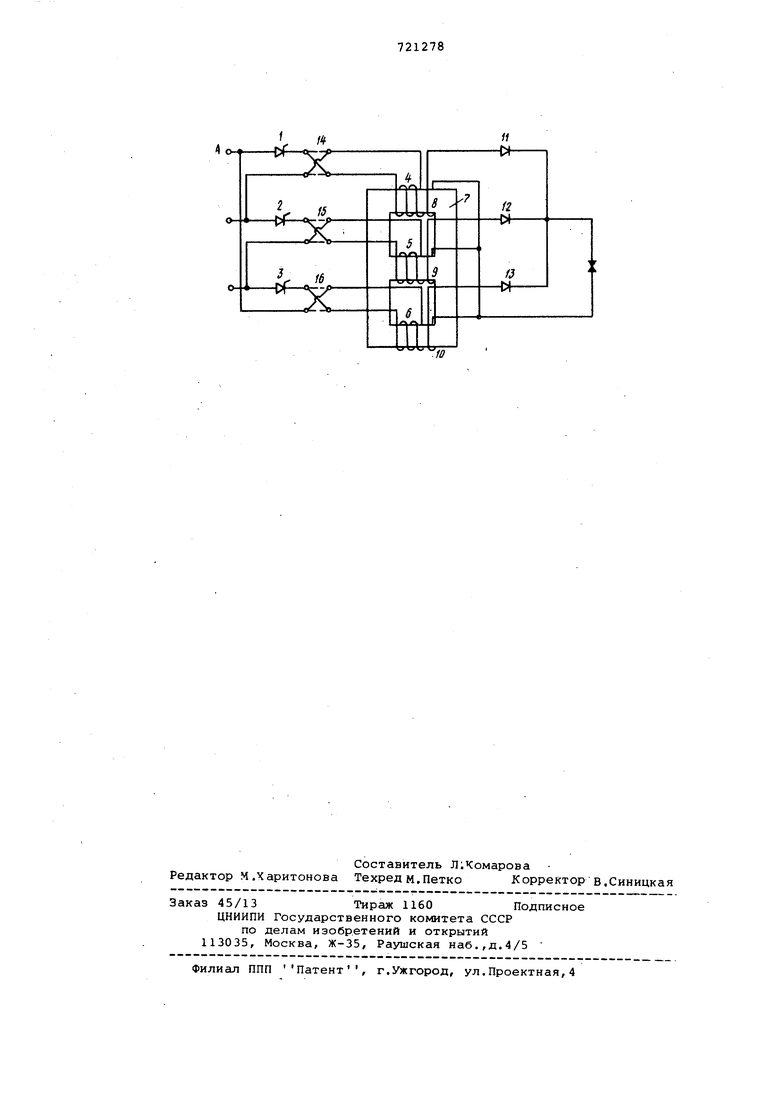
На чертеже представлена схема управляемого выпрямителя согласно описываемому способу.
При согласовании полярности подхлючения первичных обмоток трансформатора к тиристорам с полярностью подключения диодов к вторичным обмоткам полуволна напряжения, подводимая поочередно каждым тиристором к соответствующей первичной фазной обмотке, наводит во вторичной обмотке той же (своей ) фазы ЭДС, полярность которой соответствует направлению проводимости диода и которая действует в сварочном котуре машины. Величина ЭДС равна первичному напряжению, деленному на коэффициент трансформации. Во вторичных обмотках двух других.фаз при этом также наводится ЭДС, полярность которых противоположна,направлению проводимости диодов. Величина этих ЭДС вдвое меньше ЭДС в обмотке своей фазы. При изменении полярности подключения первичных обмоток на обратную, в соответствии с предлагаемым способом, в сварочном контуре машины начинают действовать ЭДС не своей, а других фаз, величина которых вдвое меньше. Таким образом, при изменении С прямой на обратную полярности подключения к тиристорам первичных обмоток трансформатора ЭДС выпрямляемые диодами на его вторичной стороне, уменьшаются в два раза. Кроме того, увеличивается сопротивление рассеяния ойлоток из-за недостаточной связи работающих одновременно первичной обмотки одной фазы и вторичных обмоток двух других фаз. 1 Схема содержит тиристоры 1-3, включенные последовательно в первичные обмотки 4-6 трансформатора 7. Вторичные обмотки 8-10 соединены сГ диодами 11-13 по схеме трехфазного однополупериодного выпрямления. ,
Полярность подключения первичных О6.МОТОК трансформатора определяется положением перемычек 14-16, которые 3 соответствии со способом переключа;ются с перекрестного положения для получения больших токов на прямое для уменьшения вторичного напряжения и тика.
При перекрестном положении перемычеквключение тиристора 1 приводит к. появлению в магнитопроводе трансформатора магнитного потока, наводящего во вторичной обмотке 8 ЭДС, полярность которой положительна по отуношению к диоду 11. Во втори ных обмотках 9 и 10 других фаз тоже наводятся ЭДС, величина которых вдво меньше ЭДС обмотки 8, а полярность /отрицательна по отношению к диодам 12 и 13.
Диод 11 проводит ток, величина которого определяется ЭДС в обмотке
8 и сопротивлениями цепи. Диоды 12 и 13 заперты. При включении тиристора 2 аналогично работает диод 12 и т.д.
При переключении перемычек 14-16 на прямое положение включение тиристора 11 приводит к появлению в магнитопроводе трансформатора магнитного потока обратного .направления, в результате чего воВторичной обмотке 8 полярность ЭДС отрицательна по отношению к диоду 11, а полярность ЭДС в обмотках 9 и 10 положительна по отношению к диодам 12 и 13. Диод 11 при этом заперт, а диоды 12 и 13 проводят ток, величина которого при данных сопротивлениях цепей определяется величиной ЭДС в обмотках 9 и 10, имеющих вдвое меньшую величину, чем в обмотке 8. Благодаря этому величина тока во втором случае при том же числе витков обмоток и lOM же угле фазового .регулирования тиристоров почти вдвое меньше, чем в первом.
Способ регулирования сварочного тока может использоваться в машинах постоянного тока, содержащих трехфазный нулевой выпрямитель на вторичной стороне трехфазного трансфорцатора, с первичными обмотками которого включены последовательно три тиристора. При этом в существующих машинах расширяется глубина регулирования тока, что улучшает технологические возможности машин н повышает качество сварки. Использование предлагаемого способа при разработке новых машин позволит получить необходимые пределы регулирования тока при упрощении конструкции трансформатора .
.Формула изобретения
Способ регулирования сварочного тока, преимущественно в мшшнах для сонтактной сварки, содержащих трехJ aзный нулевой выпрямитель, управляемый тиристорами со стороны первичных обмоток трансформатора, при котором изменяют вторичное напряжени сварочного трансформатора, отличающийся тем, что, с целью повышения качества сварки, величину вторичного напряжения уменьшают изменением полярности подключения первичных обмоток трансформатора к тиристорам.
Источники информации, принятые во внимание при экспертизе
1.Рыськова 3.А. Трансформаторы для электрической контактной сварки. Энергия, Л., 1975, с.142-174.
2.Рыськова З.А. Трансформаторы для электрической контактной сварки, Энергия, Л., 1975, с.78-102.

| название | год | авторы | номер документа |
|---|---|---|---|
| Трехфазный выпрямитель | 1978 |
|
SU721266A2 |
| Сварочный выпрямитель | 1990 |
|
SU1704972A1 |
| Источник питания для контактной сварки | 2021 |
|
RU2780857C1 |
| Машина для контактной сварки | 1984 |
|
SU1186433A1 |
| ПОНИЖАЮЩИЙ ПРЕОБРАЗОВАТЕЛЬ ЧАСТОТЫ | 2014 |
|
RU2558390C1 |
| СВАРОЧНЫЙ ВЫПРЯМИТЕЛЬ | 2010 |
|
RU2416502C1 |
| Трехфазный преобразователь переменного напряжения в постоянное | 1982 |
|
SU1098094A1 |
| УСТРОЙСТВО ДЛЯ РЕЖИМНЫХ ИСПЫТАНИЙ ВЗАИМНО НАГРУЖАЮЩИХ ЭЛЕКТРИЧЕСКИХ МАШИН | 1991 |
|
RU2028217C1 |
| ТРАНЗИСТОРНЫЙ ПРЕОБРАЗОВАТЕЛЬ ЧАСТОТЫ | 2016 |
|
RU2614045C1 |
| Сварочный выпрямитель | 1975 |
|
SU610625A1 |