1
Изобретение относится к источникам для дуговой сварки.
Известно устройство для питания сварочной дуги, содержащее синхронный генератор с выпрямительным блоком 1. Его недостатками являются сложность схемы для получения необходимой внешней характеристики и ненадежность его работы.у
Наиболее близким по техническому решению является источник питания для дуговой сварки, содержащий источник тока, транс-, форматор и выпрямитель 2.
Его недостатками являются большая стоимость, наличие щеточных контактов снижает надежность источника, плохие весЪгабаритные показатели.
Целью изобретения является улучшение весогабаритных показателей, повышение надежности и улучшение его динамической характеристики.
Цель достигается тем, что в качестве источника тока применен асинхронный генератор повышенной частоты тока с конденсаторной батареей в системе возбуждения, при этом статорная обмотка генератора подключена к конденсаторной батарее через первичную обмотку трансформатора, а вторичная обмотка трансформатора через выпрямитель включена в цепь сварочного тока, и тем, что система возбуждения генератора содержит переключатель (например, контактор) конденсаторной батареи.
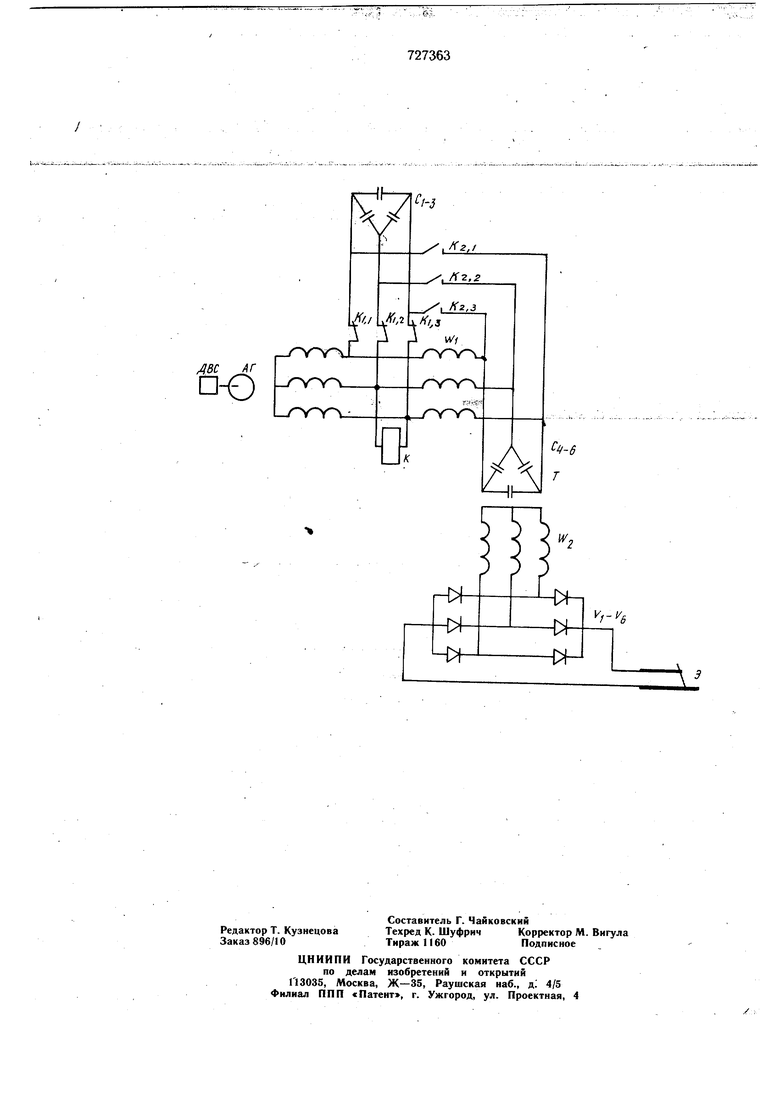
На чертеже представлена электрическая схема источника питания сварочной дуги для дуговой сварки постоянным током.
Приводной двигатель внутреннего сгорания две жестко соединен с валом ротора асинхронного генератора АГ.
Емкость С1-3 конденсаторной батареи подключена к статору генератора АГ через нормально замкнутые контакты контактора К и служит для возбуждения генератора на холостом ходу. Емкость С 4-в конденсаторной батареи подключена к статору генератора АГ через первичную обмотку W i трансформатора Т и необходима для компенсации реактивной мощности трансформатора. Напряжение генератора АГ, пониженное трансформатором, снимается с его вторичной обмотки Wz и через выпрямитель V1 - V б подается на сварочные электроды Э. Электрическая схема источника работает следующим образом.
После запуска приводного двигателя внутреннего сгорания ДВС генератор АГ возбуждается от емкости Ci-з конденсаторной батареи. Катушка контактора К подобрана таким образом, что при возбуждении генератора на холостом ходу контактор К не срабатывает.
На холостом ходу, когда не замкнуты электроды Э, индуктивное сопротивление первичной обмотки Wi трансформатора велико и емкостной ток от емкости С 4-6 батареи конденсаторов не поступает на генератор АГ. При замыкании электродов Э через выпрямительный мост Vi - Ve замыкается вторичная обмотка трансформатора. Тем самым уменьшается сопротивление первичной обмотки W1 трансформатора, что влечет за собой возрастание емкостного тока от емкости С 4-6 батареи конденсаторов, который поступает на статор асинхронного генератора АГ, это вь1зывает возрастание напряжения на генераторе, контактор К срабатывает и переключает емкость С i-з параллельно емкости С 4-6 батареи конденсаторов. Это дает возможность использовать всю емкость конденсаторной батареи непосредственно для компенсации нагрузки трансформатора.
При увеличении расстояния между электродами возникает электрическая дуга, происходит процесс сварки. Так как нагрузка электрической дуги носит активный характер, то за счет насышёния асинхронного генератора АГ (при коротком замыкании) происходит стабилизация сварочного тока при изменении напряжения на дуге (изменение расстояния между электродами), это очень важно для сварочных аппаратов.
При изменении диаметра электрода необходимо изменять емкость С 4-6 конденсаторной батареи: при увеличении диаметра сварочного электрода емкость увеличивают, а при уменьшении - уменьшают.
Когда процесс сварки прекращается, напряжение на генераторе уменьшается, и контактор К возвращается в первоначальное состояние, т. е. емкость Ci-a батареи конденсаторов подключается параллельно обмотке статора, и генератор работает на холостом ходу. Применение асинхронного генератора на повышенную частоту тока ц источнике питания для дуговой сварки постоянном током совместно с понижаюш,им трансформатором и выпрямителем дает следующие преимущества.
Стоимость асинхронных генераторов по сравнению с другими источниками тока мала. Асинхронные генераторы не имеют щеточных онтактов, что повышает надежность всего агрегата и упрощает его эксплуатацию, применение асинхронных генераторов на повышенную частоту тока в качестве источника тока позволит получать в 3 - 4 раза большую мощность, чем могут дать генераторы того же габарита на стандартную частоту (50 Гц) или генераторы постоянного тока. Применение параллельно-продольной системы емкостного возбуждения асинхронного генератора совместно с понижающим трансформатором рещает задачу получения динамической характеристики сварочного агрегата, обеспечивающей качественный процесс сварки. Просто решается вопрос регулирования сварочного тока - переключением ем-, кости конденсаторной батареи.
Все эти преимущества позволяют создавать компактные автономные (переносные) малой мощности и передвижные средней и большой мощности источники питания для дуговой сварки постоянным током.
Формула изобретения
1.Источник питания сварочной дуги, содержащий источник тока, трансформатор и выпрямитель, отличающийся тем, что, с целью улучшения весогабаритных показателей, повышения надежности и улучшения динамической его характеристики, в нем в качестве источника тока использован асинхронный генератор повышенной частоты тока с конденсаторной батареей в системе возбуждения, при этом статорная обмотка генератора подключена к конденсаторной батарее через первичную обмотку трансформатора, а вторичная, обмотка трансформатора через выпрямитель включена в цепь сварочного тока.
2.Источник по п. 1, отличающийся тем, что система возбуждения генератора содержит переключатель (например, контактор) конденсаторной батареи.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 522011, кл. В 23 К 1975.
2.Авторское свидетельство СССР
№ 218357, кл. В 23 К 9/00, 1964 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Источник питания для дуговой сварки | 1981 |
|
SU975274A2 |
| Источник питания сварочной дуги | 1982 |
|
SU1129040A1 |
| АВТОНОМНЫЙ ИСТОЧНИК ПИТАНИЯ | 1999 |
|
RU2174062C2 |
| Источник питания сварочной дуги | 1983 |
|
SU1107973A2 |
| ДВУХФАЗНЫЙ АСИНХРОННЫЙ СВАРОЧНЫЙ ГЕНЕРАТОР | 2008 |
|
RU2404032C2 |
| АСИНХРОННЫЙ СВАРОЧНЫЙ ГЕНЕРАТОР | 2001 |
|
RU2211519C2 |
| СПОСОБ СТАБИЛИЗАЦИИ СВАРОЧНОГО ТОКА ПРИ РУЧНОЙ ДУГОВОЙ ЭЛЕКТРОСВАРКЕ И СВАРОЧНЫЙ ГЕНЕРАТОР ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2315420C1 |
| Источник питания сварочной дуги | 1982 |
|
SU1013160A1 |
| ТРЕХФАЗНЫЙ АСИНХРОННЫЙ ЭЛЕКТРОСВАРОЧНЫЙ ГЕНЕРАТОР | 1995 |
|
RU2111599C1 |
| ИСТОЧНИК ПИТАНИЯ СВАРОЧНОЙ ДУГИ | 2007 |
|
RU2356709C1 |