(54) СУППОРТ ШПОНОСТРОГАЛЬНОГО СТАНКА
| название | год | авторы | номер документа |
|---|---|---|---|
| Суппорт шпонострогального станка | 1982 |
|
SU1055652A1 |
| Шпонострогальный станок | 1971 |
|
SU965771A1 |
| ШПОНОСТРОГАЛЬНЫЙ СТАНОК | 2011 |
|
RU2484952C1 |
| Лущильный станок | 1979 |
|
SU791539A1 |
| Суппорт шпонострогального станка | 1976 |
|
SU595160A1 |
| Суппорт шпонострогального станка | 1983 |
|
SU1130480A1 |
| Лущильный станок | 1984 |
|
SU1165575A1 |
| Суппорт шпонострогального станка | 1982 |
|
SU1036534A1 |
| Суппорт лущильного станка | 1980 |
|
SU939199A1 |
| Устройство для отбора полос шпона с суппорта фанерострогального станка | 1972 |
|
SU452493A1 |
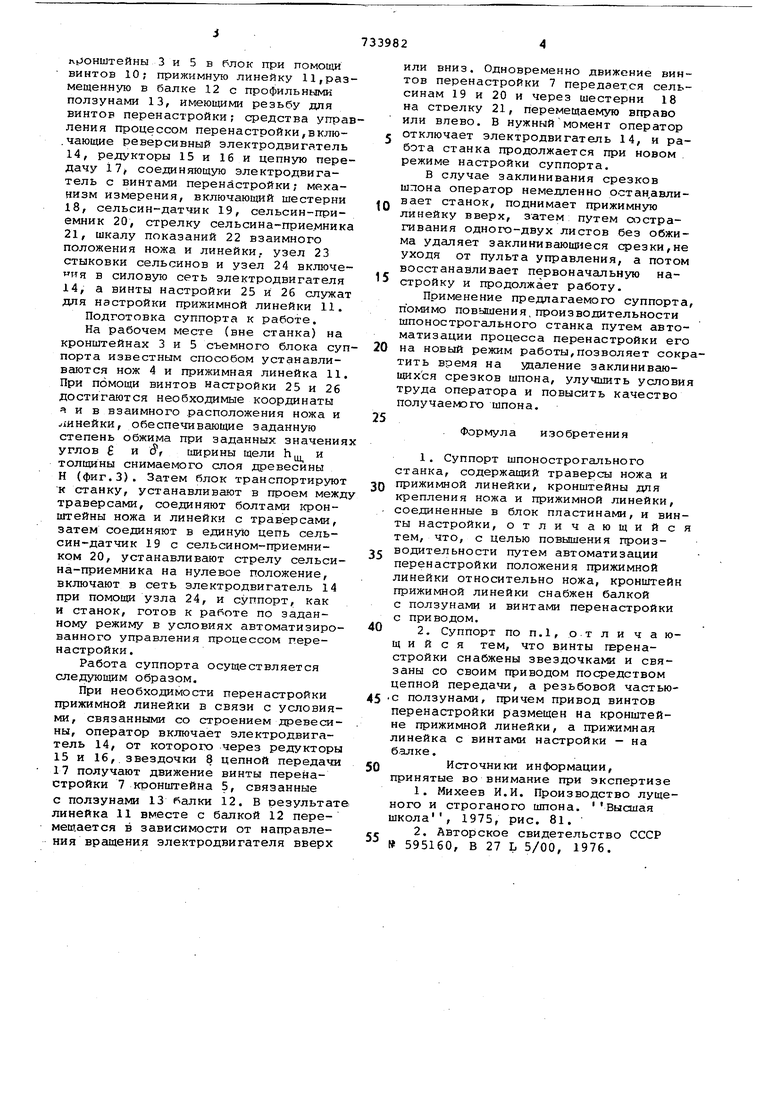
Изобретение относится к деревообрабатьтающей промилленности, к шпоиострогальному оборудованию. Известен суппорт шпонострогального станка, содержащий обособленную ножевую траверсу с ножом и траверсу прижимной линейки с линейкой 1. Настройка на заданные толщину шпо на и степень обжима осуществляется перемещением траверсы и линейки при помощи винтов вручную. Наиболее близким к предлагаемому является суппорт шпонострогального станка, содержащий траверсы ножа и прижимной линейки, кронштейны для их крепления и винты настройки 12, Недостаток указанного суппорта заключается в том, что перенастройка взаимного положения ножа и прижимной линейки производится вручную непосредственно, на станке или путем замены суппорта, в первом случае зна чительно снижается проивводительност станка, а во втором случае, хотя и повышается его производительность по сравнению с первым, но остается невысокой, кроме того, сохраняется тру поемкость выполнения настройки и.пи перенастройки взаимного положения ножа и прижимной линейки. Цель изобретения - повышение производительности станка путем автоматизации перенастройки взаимного положения ножа и прижимной линейки съемного суппорта непосредственно на станке без его остановки. Достигается указанная цель тем, что кронштейн прижимной линейки снабжен балкой с ползунатии и винтами перенастройки с приводом. Винты перенастройки снабжены звездочками и связаны со своим приводом посредством цепной передачи, а резьбовой частью - с ползунами, причем винтов перенастройки размещен на кронштейне прижимной линейки, а прижимная линейка с винтами настройки - на балке. На фиг. 1 показан суппорт шпонострогсшьного станка, общий вид; на фиг, 2 - вид по стрелке А на Лиг.1; на фиг. 3 - кинематическая схема суппорта. Суппорт содержит ножевые траверсы 1 и 2, кронштейн 3 с ножом 4, кронштейн 5 с направляющими 6 и винтами перенастройки 7, снабженными звезцочками 8; пластины 9, связывающие
кь онштейны 3 и 5 в блок при помощи винтов 10; прижимную линейку И,размещенную в балке 12 с профильными ползунами 13, имеющими резьбу для винтор перенастройки; средства управления процессом перенастройки,вклю.чающие реверсивный электродвигатель 14, редукторы 15 и 16 и цепную передачу 17/ соединяющую электродвигатель с винтами перенастройки; механизм измерения, включающий шестерни 18, сельсин-датчик 19, сельсин-приемник 20, стрелку сельсина-прие.мника 21, шкалу показаний 22 взаимного положения ножа и линейки, узел 23 стыковки сельсинов и узел 24 включе мя в силовую сеть электродвигателя 14, а винты настройки 25 и 26 служат для настройки прижимной линейки 11.
Подготовка суппорта к работе,
На рабочем месте (вне станка) на кронштейнах 3 и 5 съемного блока суппорта известным способом устанавливаются нож 4 и прижимная линейка 11, При помощи винтов настройки 25 и 26 достигаются необходимые координаты ч и в взаимного расположения ножа и шнейки, обеспечивающие заданную степень обжима при заданных значения углов и (У, ширины щели h и толщины снимаемого слоя древесины Н (фиг,3). Затем блок транспортируют К станку, устанавливают в проем межд траверсами, соединяют болтами 1фонштейны ножа и линейки с траверсами, затем соединяют в единую цепь сельсин-датчик 19 с сельсином-приемником 20, устанавливают стрелу сельсина-приемника на нулевое положение, включают в сеть электродвигатель 14 при помощи узла 24, и суппорт, как и станок, готов к работе по заданному режиму в условиях автоматизированного управления процессом перенастройки.
Работа суппорта осуществляется следующим образом,
При необходимости перенастройки прижимной линейки в связи с условиясвязанными со строением древесими,
ны, оператор включает электродвигатель 14, от которого через редукторы 15 и 16,. звездочки 8 цепной передачи 17 получают движение винты перенастройки 7 кронштейна 5, связанные с ползунами 13 балки 12, В результате линейка 11 вместе с балкой 12 перемещается в зависимости от направления вращения электродвигателя вверх
или вниз. Одновременно движение винтов перенастройки 7 передается сельсинам 19 и 20 и через шестерни 18 на стоелку 21, перемещаемую вправо или влево, В нужный момент оператор отключает электродвигатель 14, и работа станка продолжается при новом режиме настройки суппорта,
В случае заклинивания срезков шлона оператор немедленно остан,авливает станок, поднимает прижимную линейку вверх, затем путем отстрагивания одного-двух листов без обжима удаляет заклинивающиеся срезки,не уходя от пульта управления, а потом восстанавливает первоначальную настройку и продолжает работу.
Применение предлагаемого суппорта помимо повышения,производительности шпонострогального станка путем автоматизации процесса перенастройки ег на новый режим работы,позволяет сокртить время на уцаление заклинивающихся срезков шпона, улучшить услови труда оператора и повысить качество получаемого шпона,
. Формула изобретения
1,Суппорт шпонострогального станка, содержащий траверсы ножа и прижимной линейки, кронштейны для крепления ножа и прижимной линейки, соединенные в блок пластинами, и винты настройки, отличающийс тем, что, с целью повышения производительности путем автоматизации перенастройки положения прижимной линейки относительно ножа, кронштейн прижимной линейки снабжен балкой
с ползунами и винтами перенастройки с приводом,
2,Суппорт по п,1, от л и ч а ющ и и с я тем, что винты шренастройки снабжены звездочками и связаны со своим приводом посредством цепной передачи, а резьбовой частьюс ползунами, причем привод винтов перенастройки размещен на кронштейне прижимной линейки, а прижимная линейка с винтами настройки - на балке.
Источники информации, принятые во внимание при экспертизе
1,Михеев И,И, Производство лущеного и строганого шпона, Высшая школа , 1975, рис, 81,
2,Авторское свидетельство СССР 595160, В 27 L 5/00, 1976,
