(54) СУППОРТ ЛУЩИЛЬНОГО СТАНКА
| название | год | авторы | номер документа |
|---|---|---|---|
| Лущильный станок | 1984 |
|
SU1165575A1 |
| Лущильный станок | 1986 |
|
SU1341036A1 |
| Лущильный станок | 1986 |
|
SU1371916A1 |
| Лущильный станок | 1988 |
|
SU1613326A1 |
| Лущильный станок | 1979 |
|
SU791539A1 |
| Лущильный станок | 1980 |
|
SU821149A1 |
| Супорт фанерного лущильного станка | 1949 |
|
SU83779A1 |
| Лущильный станок | 1981 |
|
SU954233A1 |
| Лущильный станок | 1989 |
|
SU1691102A1 |
| Устройство для получения технологической щепы и стружки при лущении шпона | 1987 |
|
SU1423386A1 |
1
Изобретение относится к лущильным станкам для производства лущеного шпона и может найти применение в деревообрабатывающей промышленности.
Известен суппорт лущильного станка, включающий ножедержатель с лущильным ножом, траверсу прижимной линейки и подрезающие ножи, ползуны и механизмы поворота ножедержателя и траверсы прижимной линейки 1.
Известен также суппорт лущильного станка, включающий ножедержатель, подрезающие ножи, траверсу прижимной линейки, ползуны, механизмы изменения положения прижимной линейки и механизм автоматического изменения угла резания 2.
Недостатком известных суппортов является невозможность получения лущеного шпона из сырья пониженной сортности с ослабленной древесиной в центральной зоне чураков.
Цель изобретения - расширение технологических возможностей станка за счет изготовления лущеного шпона из сырья с ослабленной центральной зоной.
Указанная цель достигается тем, что ножедержатель выполнен с пазами перпендикулярно оси шпинделя, а подрезающие ножи установлены в пазах ножедержателя с возможностью регулирования их положе5 ния с помощью фиксирующих элементов.
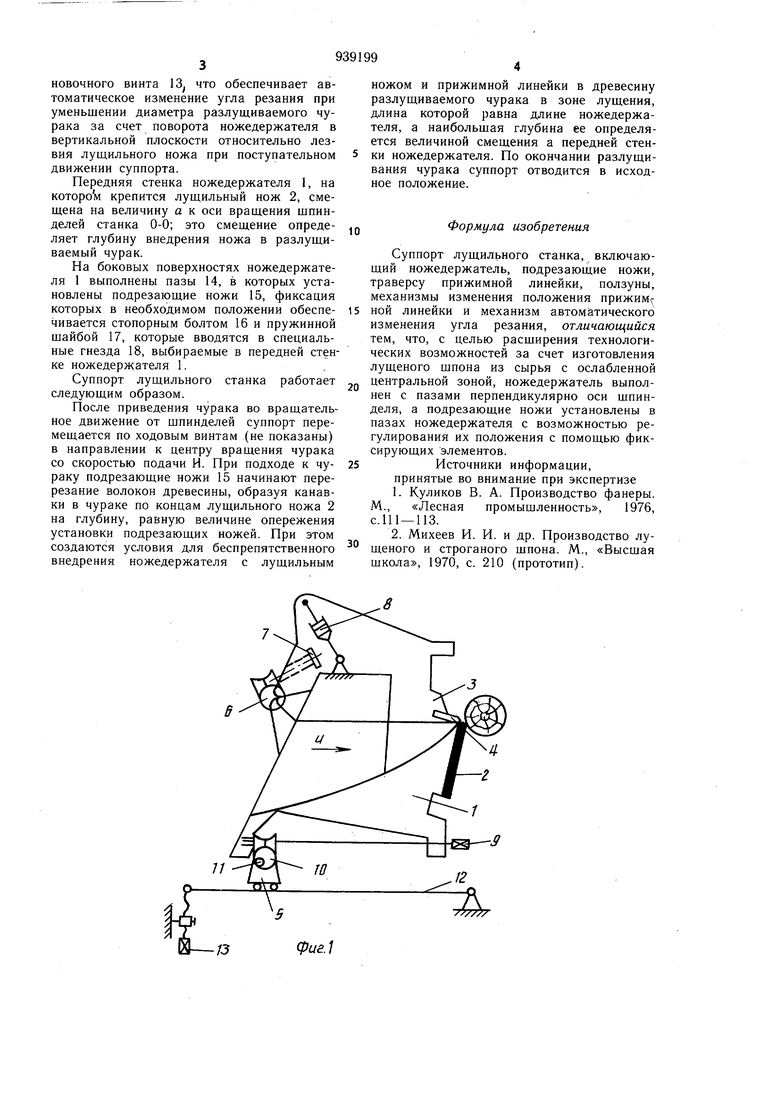
На фиг. 1 изображена схема суппорта;
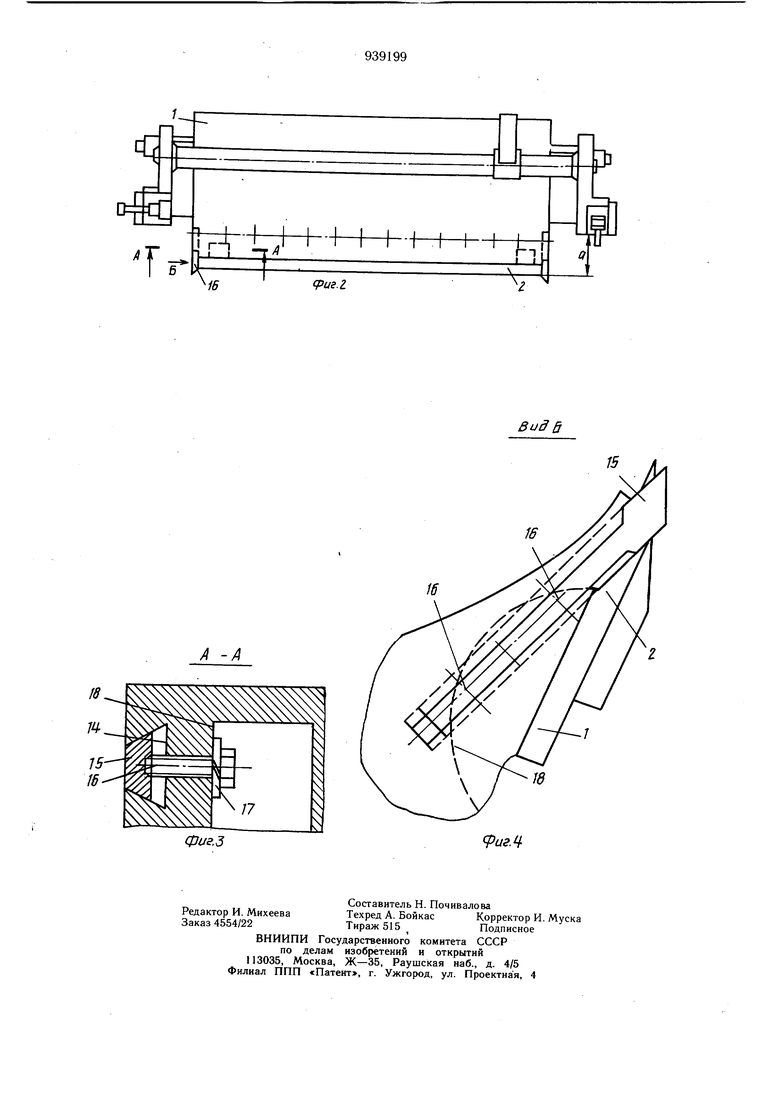
на фиг. 2 - ножедержатель, вид сверху;
на фиг. 3 - сечение А-А на фиг. 2; на
фиг. 4 - вид Б на фиг. 2.
,0 Суппорт станка включает ножедержатель 1 с лущильным ножом 2, траверсу 3 прижимной линейки 4, ползуны 5, устройство для изменения степени обжима шпона при резании, состоящее из червячной пары 6 и эксцентрикового вала 7 траверсы 3 прижимной линейки (при вращении червячной пары обеспечивается наклон траверсы прижимной линейки и изменение расстояния между прижимной линейкой 4 и лущильным ножом 2); механизм 8 подъема прижимной
20 линейки; механизм изменения угла резания, состоящий из вала 9, червячной пары 10 и эксцентрикового вала 11 ножедержателя 1. Ползуны суппорта перемещаются по наклонным направляющим станка 12, положение которых изменяется при помощи установочного винта 13 что обеспечивает автоматическое изменеиие угла резания при уменьшении диаметра разлущиваемого чурака за счет поворота ножедержателя в вертикальной плоскости относительно лезвия лущильного ножа при поступательном движении суппорта. Передняя стенка ножедержателя I, на KOTOpolw крепится лущильный нож 2, смещена на величину а к оси вращения щпинделей станка 0-0; это смещение определяет глубину внедрения ножа в разлущиваемый чурак. На боковых поверхностях ножедержателя 1 выполнены пазы 14, в которых установлены подрезающие ножи 15, фиксация которых в необходимом положении обеспечивается стопорным болтом 16 и пружинной щайбой 17, которые вводятся в специальные гнезда 18, выбираемые в передней стенке ножедержателя 1., Суппорт лущильного станка работает следующим образом. После приведения чурака во вращательное движение от щпинделей суппорт перемещается по ходовым винтам (не показаны) в направлении к центру вращения чурака со скоростью подачи И. При подходе к чураку подрезающие ножи 15 начинают перерезание волокон древесины, образуя канавки в чураке по концам лущильного ножа 2 на глубину, равную величине опережения установки подрезающих ножей. При этом создаются условия для беспрепятственного внедрения ножедержателя с лущильным
(риг.1 ножом и прижимной линейки в древесину разлущиваемого чурака в зоне лущения, длина которой равна длине ножедержателя, а наибольщая глубина ее определяется величиной смещения а передней стенки ножедержателя. По окончании разлущивания чурака суппорт отводится в исходное положение. Формула изобретения Суппорт лущильного станка, включающий ножедержатель, подрезающие ножи, траверсу прижимной линейки, ползуны, механизмы изменения положения прижим 7 ной линейки и механизм автоматического изменения угла резания, отличающийся тем, что, с целью расщирения технологических возможностей за счет изготовления лущеного щпона из сырья с ослабленной центральной зоной, ножедержатель выполнен с пазами перпендикулярно оси щпинделя, а подрезающие ножи установлены в пазах ножедержателя с возможностью регулирования их положения с помощью фиксирующих элементов. Источники информации, принятые во внимание при экспертизе 1. Куликов В. А. Производство фанеры, М., «Лесная промыщленность, 1976, с.111 -113. 2. Михеев И. И. и др. Производство лущеного и строганого щпона. М., «Высшая щкола, 1970, с. 210 (прототип).
