(54) УСТРОЙСТВО ДЛЯ КОНТРОЛЯ РАЗАШРОВ
Изобретение относится к измеритель-ной технике и может быть использовано в устройствах для контроля и ориентации деталей сложной формы, например, при контроле точных штамповок этих де талей или при контроле и ориентаяии деталей для закрепления перед механической обработкой базовых поверхностей.
Известно устройство для контроля и ориентации деталей, содержащее узел i установки деталей, исполнительные механизмы для перемещения детали, уэел фиксации детали в оптимальном положении, датчики отклонений размеров точек контролируемых поверхностей, оптимизатор, выдаваций сигнал исполнительным механизмам j а также узлы программного привода для каждого датчика, узлы заданияпро- срамм для этих приводов и блок памяти, последовательно фиксирующий отсчеты датчиков во всех контролируемых точках и подключенный к оптимизатору l.
Недостатки устройства - низкая точность II пронзвош1тельпосттз устройства. ДЕТАЛЕЙ
отс тствие сведенпй о минимальном и максимальном отклонениях размеров контролируемых точек детали и об отклоне-киях размеров от Н11жней и верхней границ допусков, а также возможность выхода отклонений размеров детали за границы поля допуска на деталь или после окончания процесса ориентации, или после последующей ее обработки. При оптимизации только по данным об отклоне10ниях размеров детали по окончании про дёсса ориентации минимальные отклонения могут выйти за границы поля допуска на деталь или быть вблизи границ поля допуска на деталь, и поэтому после после15дующей обработки детали из-за неточности обработки минимальные отклонения размеров детали могут также выйти за границы поля допуска на деталь.
Наиболее близким техническим реше20нием является устройство для контроля размеров детали, содержащее последовательно соед5{ненкые блок управления, блок 1 оптимизации, блок исполнительных механиз
73
ьлов и блок установки петап;. иослецопа-тельло соединенные первый блок матч -;ков контролируемых paз yIepoв п г 8р:1Ь1н блок преобразователей, а так;-ке блох iiiiruкации, одни входы которого соедтшены
с выходами блока управленпя 2f..
Недостаток устройства - пиака51 точ-кость .
Цель изобретения - повьш1ение точности устройства.
Цель достигается тем, что в устрой-стБО введены второй блок датчиков контролируемых размеров и ггоследовательно соединез-гные генератор импульсов, блок синхронизации, второй блок преобпазона телей и блок выбора режлма гзаботы, рьк которого подключен к опному вхо/му бло™ ка уггравлени5г, а входы лерез первые блок преобразователей - к первому выхода блока синхронизацил, второй выход которого соединен с другим входол блока индикации, Выходы генератора нЬПтульсови второго блока датчиков конгролпруемых размеров соединены соответственно с дру гими входами б,лока управления и птопогс блока преобразователей, а также тем что блок выбора рет5(има работы соп.эр- -жиг элеме нт M/IM, a,iieN,{eirr Pi, ггере.слю-чатель и логический узел, выходы которого соедднень с выходами элемента ИЛИ и элемента И, выходы с одними входами перекяючателя, дрзгне вхс-ды ко торого подключены к: выходам эле чеггта ИЛИ и элемента И ,
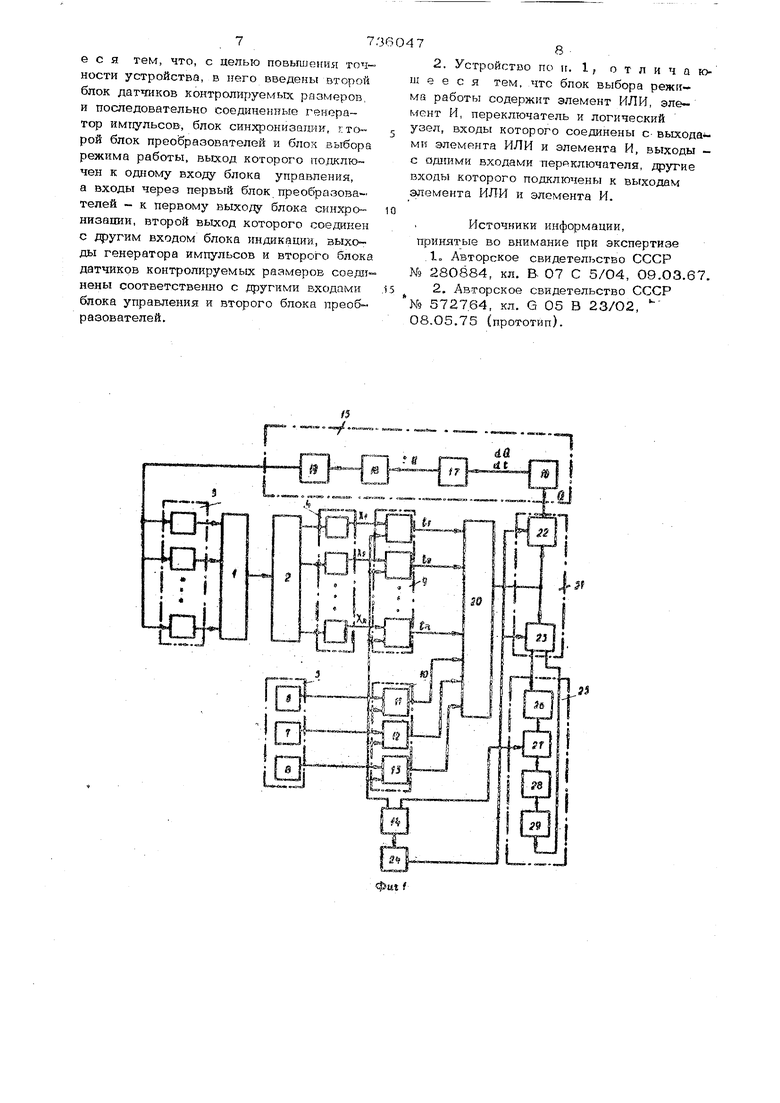
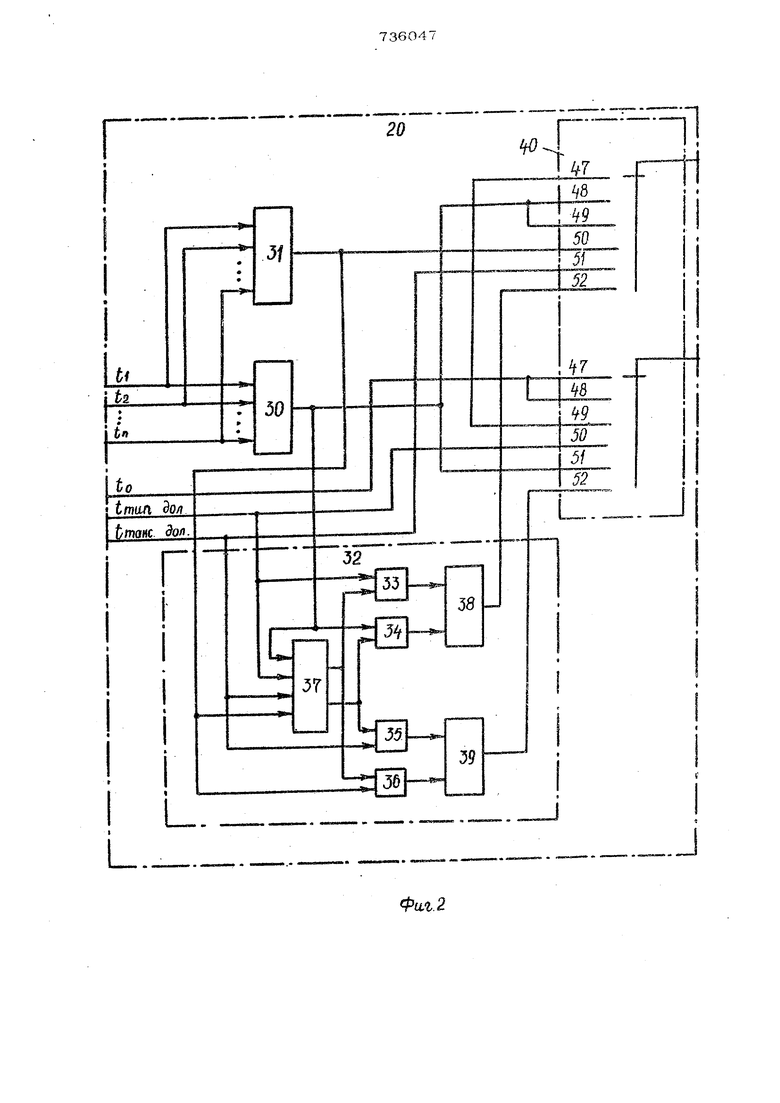
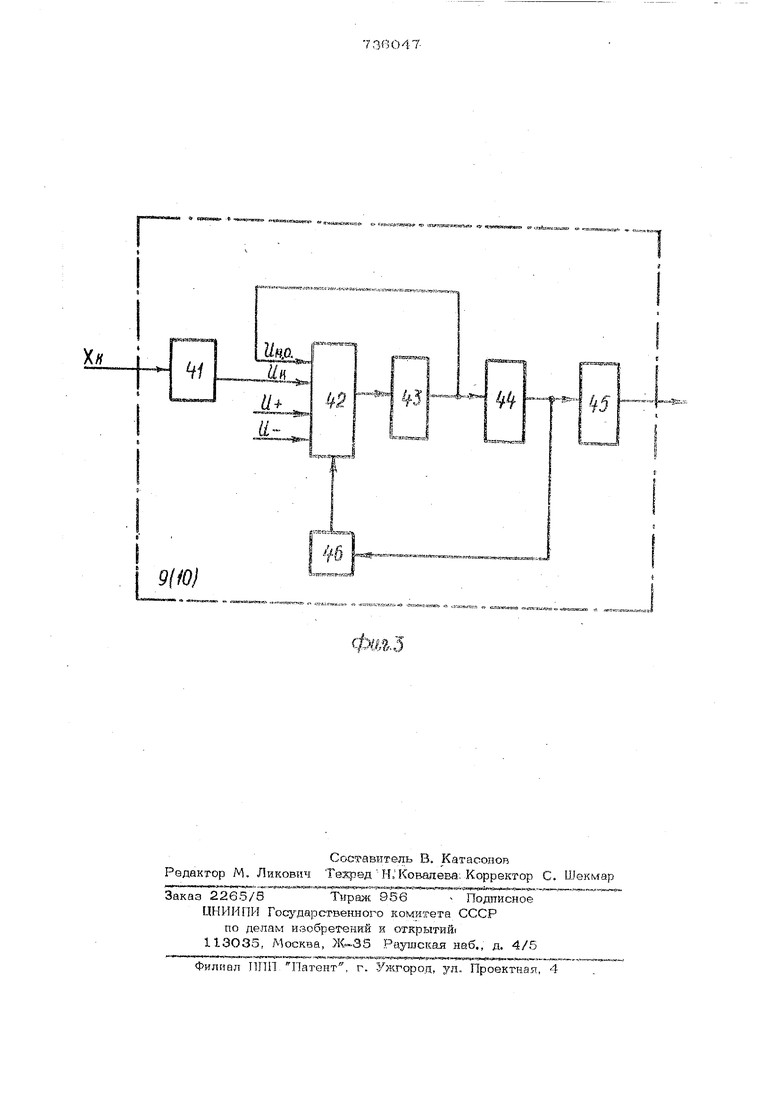
На фиг, 1 представ,лена б,лок-сх.ема устройства, па фиг. 2, - схема блока выбора режима работы, на фиг,- 3 - преобразователя.
Устройство для контроля размеровдеталей рассматриваетап ,а принтере контроля и ориентации компрессог. лопаток. Устройство содерж{5т блок 1 установки детали 2 по ее базовым : оворх« костям, блок 3 исполнительных механпэ™ мов, первый блок 4 датчиков. контоол г- руемых размеров, второй блок 5 Д|: т5иков контролируемых размеров, содержащий датчики 6, 7 и 8 нулевого и предельно допустимых отклонений размег)ов
л.
X,
Tfep вый
о доп - f. ДСП блок 9 преобразователей, второй блок
1О преобразователей, содержащий тфеоб- рааователи 11, 12 и 13 и блок 14 синхронизации, блок 15 онтимизаяии, содержащий дифферендпруютлнй элемент 16, триггер 17, генератор 18 и элемент 19 управления, блок 2О выбора режима |:а-боты блок 21 управления, состоятцттй пз
cxcKvf 22 if 23 унрчрхлеиил, генератор 24 ихгиульеов и блок 25 ин/цткалии, состоящий из счс-тчика 26, регистра 27 де 11ифрато)а 28 и индикатора 29.
EJjroK 20 режима работы (см, фиг. 2) состоит из элементов И ЗОи ИЛИ 31, логического узла 32, состоящего из элемен.тов И 33, 34, 35, 36, логической схемы 37 и элементов ИЛИ 38 и 39, и переключатель -4О.
Блоки 9 и 10 преобразователей (см. фиг, З) состоят из преобразователей 4 1 от-клонений размеров нанряжен1 я 1у , интеграторов 42, тгулгэ-органов 43, три:г.
Л
гсров
цифровой частей устройства и схем 46
управления ключам интегратора,.
Устройство работает сле,г)ующим обоазох.
Деталь 2, установленная в блок 1 ус-тановкн детали, воздействует но блок 4. Датчики 6, 7 и 8 постоянно установ-лекь): на нулевое и преде,льно доп7 стимь е отклопекия размеров XQ,K.,.,и Х,.дсз,с,до Под воздействием сигналов Уч{.. ( К,, х,,,,,
-.. .-( -ьлм.н. :V..aKC,tvOtiP ходев преобразователей поступают на-
npsoKom пропорциональные отклокепи ям размеров Х,., В нервом такте с по-даче11 первого импульса от блока 14 сиз-:- хронизалил интеграторы 42 интегрир;/ют
положительным напрг-вкением-+U ,. ,Во втором такте с подачей второго Н;у пулвса сипхрС5пиаации интегрнрует постоянное отрицательное напрЕ-кение - U 1ри установлении на гзыходах интеграторов 42 напряжения нулевого уровня срабатывают щ-ль-органы 43, на выходах которых пс-являются сигналы, которые запоь-гинают.--ся триггерами 44 и через схемы 45 сп;:зк аналоговой и цифровой частей устройства Поступают на входы блока 20 вьгбора режима работы, Одловремеино слгнальз с триггером 44 поступают в с. 46 управления ключами интегратора, за-преплая подачз/ на входы соответствующи:х интеграторов 42 напряжения У и разрешая подачу напряжения UM,O. выхода нуль-органов 43, корректируя этим са.мым .Д{эе11(-нуля щль-органов, Следг; вательно, с начала второго такта по истечении времени -t,, , -t, , , -. , -t j,,, to
,Aon,, пряжениям U , a знапгг и. отклонениям размеров Х( X,, , Kj,, ,, , н о-.,,..,s
v,,,,.,.,,., ,}, Tja выходах блоков npeo6fin3O- 57 :вателой появляются сигналы, поступающие а выходы блока 20, С появлением сигнала на одном из выходов блока 9 на выходе элемента ИЛИ 31. также появляется сигнал. С появлением сигналов на всех вьсходах блока 9 появляется сигнал на выходе элемек та И 30. Длительность времени i с н чала второго такта до появления сиг-нала на выходе элемента ИЛИ 31 пропорцио- нальна минимальному отклонению размеров Л ,УД„Нконтролируемой поверхности, а длительность времени начала второго такта до появления сигнала на вь. ходе элемента Ч 30 пропорционапька ма симальному отклонению размеров ч,,,кон тролируемой поверхтшсти. Логический узел 32 производаг сравнение длительностей t,-,i,.w чак -t , По результатам сравнения на од ном из двух выходов узла 32 подается разрешающий сигнал, поступающий на входы элементов И 33, 36 или 34, 35, давая разрешение на прохождение к контактам переключателя 40 сигналов с пр образователя 12 и элемента ИЛИ 31, ли бо с элемента И ЗО и преобразователя 13. Устройство может работать в одаом из след /ющих режимов: 1. При установке контактов переключ теля 40 в положение 47 на внзкоды схе 22 и 23 управления поступают сигналы от элемента ИЛИ 31 и от преобразовате лей 11. Первый проходящий сигнал всегда является сигналом начала счета импульсов счетчшсом 26 и счетчиком дифферетширующе го элемента 16, а второй стенал - сигнапом конца счета. По сигналу начала счета на выход схем 22 и 23 управления поступают импульсы от генератора 24 импульсов. В схемах 22 и 23 управления определяется также знак сигнала. В ито- ге в счетчике 26 и в счетчике 16 дифференцирующего элемента во втором такте фиксируется минимальное отклонение размеров Q контролируемой поверхности. В конце второго такта инфор- мация со счетшка 26 переписьтается в регистр 27 памяти и отображается индикатором 29, а в следующем первом такте счетчик 26 устанавливается на нуль. В ди4)ференцирующем элементе 16 диф(};ерениируется входная величина Q Хллин. Производная dO, /сН подается на триггер 17. Выходная величина ±U Триггера 17 поступает на входы генера- 18, работа которого описывается ЗРЗБнением Ui-ё J m-,,i, g. -const , t. ч д где . порог соабатывания генератора, п -о вспомогательна.я оюриая величина, общая для всех каналов. По результота г работы генератора 18 с помощью элемента 19 производ ;тся управление блоком 3 исполнительных. механиз ;ов. 2. При установке контактов переключа те.пя 40 в положении 48 в счетчике 26 фиксфуптся максимальное отклонение раз- п лочсходит оптимизация э.г-сго отклонеиг1.а, 3- При установке контактов переключателя 40 в пололсении 49 индикатор 29 показывает размпх отклонений разме™ ров..,м,,л по профилю контролируеN oft поверхности и происходит оптимизация этого отклонения. 4.При установке контактов переключатеп.я 4О в положение 50 производится индикация и оптимизация отклонений Х,. t ,,H р,ОГГ 5.При устанозке контактов перекл О.атепя 40 в положение 51 произво.аится ппгцткация и оптимизация отклонений .К.С доп 6. При установке контактов переключателя 40 в положение 52 проттзводится -К.гдикация и оптп ;пзаци.я мин1п 1альной ве личпны отклонеки размеров контроли- pyeNibix noBOpxiiocTefi от любой из граТ-ПЯГ. ДОП СКОВ (либо ),.„ v..,н ДСП ™бо ч ч ) ч-.-.с ,(,с fxon.-акс Испоньзоватшо .iiainioro устройства поэволяет повысить производительность контроля и ориентации дета.пей в 3-5 раз. точность .контроля в 2-5 раз, точ ;ость ориентации в 5-10 раз. уменьшить воЗ мол.ность попапднпя отклонения размеров за нижнюю гракищ- допуска (неисправимый брак ) .в 2.3 раза. Форму л а изобретения 1. Устройство .гщя контроля размеров деталей. содер)ч:а1дее последовательно совдоикенные блок управления, блок оптимизации, блок исполнительных к еханизмов и блок устаков.кн детали, последователь -но сое,а 1ненные первый блок датчиков контролнруемьо: pa3NiepoB и первый блок пре- образователе, а та)оке блок И дикации, одни входы которого СОеД ПО;ТЫ с ВЫХО.ДЙ-NiH блока управления, о т л и ч а ю щ е77е с я тем, что, с целью повышения точности устройства, в него введены .второй блок датчиков контролируемых размеров. и последовательно соединенные генератор импульсов-, блок синхронизации, г; торой блок преобразователей и блок выбора режима работы, выход которого подключен к одному входу блока управления, а входы через первый блок преобразователей - к первому выходу блока синхронизации, второй выход которого соединен с входом блока индикации, выходы генератора импульсов и второго блока датчиков контролируемых размеров соедлнены соответственно с другими входами блока управления и второго блока преоб разователей. 73 . 2. Устройство по II. 1, отличаюш е е с я тем, что блок выбора режима работы содержит элемент ИЛИ, элемент И, переключатель и логический узел, входы которого соединены с- выходами элемента ИЛИ и элемента И, выходы с одними входами переключателя, другие входы которого подключены к выходам элемента ИЛИ и элемента И. Источники информации, принятые во внимание при экспертизе .„ Авторское свидетельство СССР № 280884, кл. В 07 С 5/04, 09.03.67. 2. Авторское свидетельство СССР № 5727,64, кл. G 05 В 23/02, 08.05.75 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Указатель экстремума | 1977 |
|
SU687403A1 |
| Устройство для измерения экстремальных значений измеряемых размеров детали | 1983 |
|
SU1249311A1 |
| Устройство для измерения перемещений | 1982 |
|
SU1044955A1 |
| Устройство для контроля отклонения геометрических параметров деталей | 1983 |
|
SU1138645A1 |
| АВТОМАТИЗИРОВАННОЕ УСТРОЙСТВО КОНТРОЛЯ И ДИАГНОСТИРОВАНИЯ РАДИОЭЛЕКТРОННЫХ ИЗДЕЛИЙ | 1998 |
|
RU2174699C2 |
| Устройство для контроля параметров | 1988 |
|
SU1665390A1 |
| СПОСОБ УПРАВЛЕНИЯ РАБОЧИМ ЦИКЛОМ ПОПЕРЕЧНОЙ ПОДАЧИ ПРИ ШЛИФОВАНИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2364494C2 |
| Автомат для контроля и сортировки деталей и устройство управления автоматом для контроля и сортировки деталей | 1983 |
|
SU1135500A1 |
| Устройство для контроля и управления технологическими процессами испытаний и тренировки фотоэлектронных умножителей | 1988 |
|
SU1517041A1 |
| Устройство для контроля системы управления | 1979 |
|
SU855612A1 |
Lbf
L.
I
L
.J
Ф(1г.2
t --1-Е гй тл)оа-.г;р чр 3Si rEirair i4;s eij es чдавдяиввжет с ..
birril T 252J S S
EideMMBSHRiMa Kb
фсш,3
