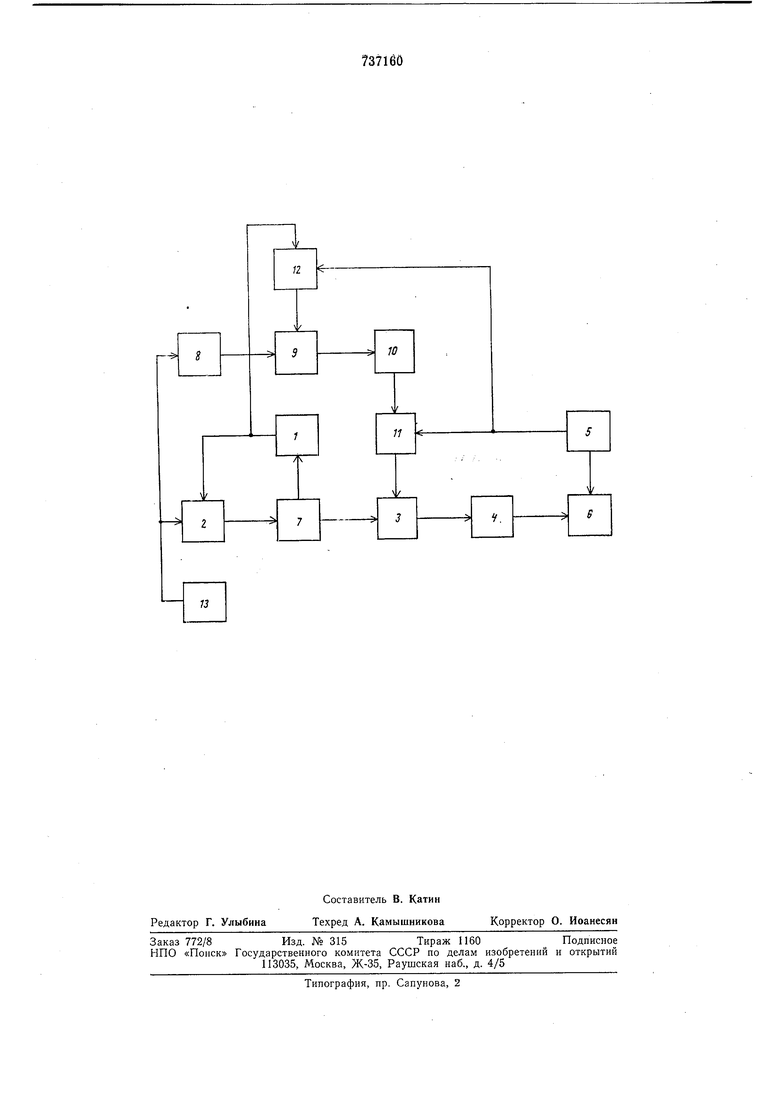
стабилизации напряжения, зарядного устройства 2, разрядного устройства 3, осуществляющего цикл «подогрев - сварка, сварочного трансформатора 4, ручного сварочного инструмента 5 с узлом регулировки и дозирования усилия сжатия электродами свариваемых деталей 6, рабочих конденсаторов 7, согласующего трансформатора 8, тиристора 9, конденсатора 10, первого управляемого ключевого элемента
11,второго управляемого ключевого элемента 12. Зарядное устройство 2 и согласующий трансформатор 8 подключены к источнику 13 питающего напряжения переменного тока. Блок регулировки и стабилизации напряжения содержит два последовательно включенных пороговых элемента напряжения. Ручной сварочный инструмент 5 содержит микровыключатель с нормально разомкнутым контактом, срабатывающий при достижении заданного усилия сжатия электродами свариваемых деталей 6.
Согласующий транформатор 8, тиристор
9и конденсатор 10 включены иоследовательно между собой. Выход конденсатора
10через первый ключевой элемент 11 подключен к управляющему входу разрядного устройства 3, выход после второго порогового элемента напряжения блока регулировки и стабилизации иапряжеиия иодсоединен к управляющему входу зарядного устройства 2 и через второй ключевой элемент 12 подключен к управляющему входу тиристора 9.
Выход микровыключателя с нормально разомкнутым контактом ручного сварочного ииструмента 5 подключен к управляющему входу первого ключевого элемепта 11, который открывается при появлении сигнала на его управляющем входе, и к управляющему входу второго ключевого элемеита
12,который закрывается при появлении сигнала на его управляющем входе.
Зарядное устройство 2 подключено к рабочим коиденсаторам 7, подключенным через разрядное устройство 3 к первичной обмотке сварочного трансформатора 4. Вторичная обмотка .сварочного трансформатора 4 подключена через электроды ручного сварочного инструмента 5 к свариваемым деталям 6.
Мащина Для точечной контактной конденсаторной микросварки ручным инструментом работает следующим образом.
При подаче напряжения от источника питающего напряжения переменного тока 13 на вход зарядного устройства 2 рабочие конденсаторы 7 заряжаются до заданного уровня напряжения. Регулировка и стабилизация напряжения на рабочих конденсаторах 7 осуществляется блоком 1 регулировки и стабилизации напряжения с помощью первого и второго пороговых элементов напряжения.
При заряде рабочих конденсаторов 7 до
заданного уровня напряжения на выходе после второго порогового элемента напряжения блока регулировки и стабилизации напряжения появляется сигнал, поступающий на вход зарядного устройства и иа вход второго ключевого элемента 12.
Зарядное устройство 2 прекращает заряд рабочих конденсаторов 7. Уровень нанряжения на рабочих конденсаторах поступает
на измерительный вход блока регулировки и стабилизации напряжения. При понижении на рабочих конденсаторах 7 ниже заданного сигнал на выходе после второго ключевого элемента напряжения блока I
регулировки и стабилизации напряжения исчезает, и зарядное устройство начинает подзаряд рабочих конденсаторов 7 до заданного уровня.
При отсутствии сигнала на управляющем
входе второго ключевого элемента 12, что имеет место при иормально разомкнутом контакте микровыключателя рз чного сварочного инструмента 5 (нерабочее состояние электродов ручного сварочного инструмента), второй ключевой элемент 12 находится в открытом состояиии и сигнал с его входа поступает на его выход, подключенный к управляющему входу тиристора 9. Тиристор 9 открывается и происходит заряд конденсатора 10 до напряжения, которое определяется вторичной обмоткой согласующего трансформатора 8. При полном заряде конденсатора 10 тиристор 9 автоматически закрывается даже при наличии
сигнала на его управляющем входе. Поскольку емкость конденсатора небольшая, он заряжается от согласующего трансформатора 8 за один или несколько периодов переменного тока.
Когда при сжатии электродами ручного сварочного инструмента 5 свариваемых деталей 6 усилие достигает зараиее устаиовлепного значения, срабатывает микровыключатель, встроенный в ручной сварочный
инструмент 5, и на его выходе появляется сигнал, поступающий на управляющий вход первого ключевого элемеита 11. Первый ключевой элемент 11 открывается и конденсатор 10 через ключевой элемент 11
иодключается к управляющему входу разрядного устройства 3. При этом происходит полный разряд конденсатора 10, разрядное устройство 3 включается, при этом открывается тиристор разрядного контура рабочих конденсаторов 7 н осуществляется термический цикл «нодогрев - сварка. В конце подогрева происходит разряд рабочих конденсаторов 7 на сварочный трансформатор 4. Предварительиый подогрев осуществляется с помощью нелинейного насыщающегося дросселя, входящего в состав разрядного устройства 3.
При нажатом состоянии электродов ручного сварочного инструмента 5 сварочный цикл «подогрев - сварка невозможен,
так как на управляющий вход второго ключевого элемента 12 ноступает сигнал с выхода микровыключателя ручного сварочного инструмента 5. Второй ключевой элемент 12 при этом находится в закрытом состоянии, и сигнал с его входа не поступает на его выход, подключенный к управляющему входу тиристора 9. Тиристор 9 находится в закрытом состоянии, и заряд конденсатора 10 невозможен, в результате чего на унравляюп 1ий вход разрядного устройства 3 сигпал включения не поступает, несмотря на открытое состояние первого ключевого элемента 11.
При отпускании электродов ручного сварочного инструмента 5 микровыключатель ручного сварочного инструмента возвращается в исходное состояние, сигнал с его выхода снимается, первый ключевой элемент 11 закрывается, а второй ключевой элемеит 12 открывается. При первом появлении сигнала с выхода после второго порогового элемента напряжения блока регулировки и стабилизации напряжения, что имеет место при достижеиии заданного уровня напряжения на рабочих конденсаторах 7, открывается тиристор 9 и ироисходит заряд конденсатора 10. Схема подготовлена к повторпому сварочному циклу «подогрев - сварка.
Сварка деталей осуществляется импульсом тока, индуктированным во вторичной обмотке сварочного трансформатора 4 при разряде рабочих конденсаторов 7 на его первичную обмотку.
В ручном сварочном инструментеобеспечивается плавная регулировка усилия сжатия электродов и автоматическое включение сварочиого тока прп достижении заданного усилня сжатия электродами свариваемых деталей 6 и заданного напряжения на рабочих конденсаторах 7.
Машина для точечной контактной конденсаторной микросварки ручным инструментом, отличаясь простотой и надежностью, позволяет получать высококачественные сварные соединения за счет стабильности при каждой сварочной операции усилия сжатия и накопленной в рабочих конденсаторах электрической энергии, благодаря применению комбинированного термического цикла «подогрев - сварка, а также путем согласования максимальной производительности сварщика-монтажника с производительпостью зарядного устройства рабочих конденсаторов. Последнее позволяет осуществить автоматический контроль максимально допустимой частоты сварочных имнульсов.
Формула изобретения
Машина для точечной контактной конденсаторной микросварки ручным инструментом, содержащая источник нитающего напряжения переменного тока, блок регулировки и стабилизации напряжения на рабочих конденсаторах, зарядное устройство, управляемый ключевой элемент, разрядное устройство, выход которого подключен к сварочному трансформатору, ручной сварочный инструмент с дозатором уснлия сжатия, вынолненным в виде микровыключателя, отличающаяся тем, что, с целью повышепия качества сварного соединения за счет принудительного согласования момента разряда рабочих конденсаторов с моментом достижения на них заданного напряження, в машину введены электрическая цепь, состоящая из последовательно соединенных согласующего трансформатора, тиристора и конденсатора, а также второй управляемый ключевой элемент, при этом вход электрической цепи подключен к источнику нитающего напряжения переменного тока, а выход подключен через первый управляемый ключевой элемент к управляющему входу разрядного устройства, выход второго управляемого ключевого элемента подключен к управляющему входу тиристора, а выход микровыключателя ручиого сварочного инструмента подключен одновременно к управляющим входам первого и второго ключевых элементов.
Источники информации, иринятые во внимание нри экснертизе
1. Авторское свидетельство СССР № 251114, кл. В23К 11/26, 1969.
2. Информационное нисьмо № 42 (1079) института электросварки им. Е. О. Патона АН УССР. Машийа ССПИ-1 для точечиой
контактной конденсаторной микросварки ручным ииструментом, 1977 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Источник питания для контактной микросварки током и повышенной частоты с автоподстройкой режима | 1974 |
|
SU567570A1 |
| Способ конденсаторной сварки и устройство для его осуществления | 1988 |
|
SU1609581A1 |
| Устройство для заряда аккумуляторной батареи | 1980 |
|
SU892579A1 |
| Машина для конденсаторной сварки | 1988 |
|
SU1613276A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ПЕРЕМЕННЫМ ТОКОМ | 2004 |
|
RU2249497C1 |
| Ключевой генератор | 1986 |
|
SU1347159A1 |
| Источник питания для контактной микросварки током повышенной частоты с автоподстройкой режима | 1978 |
|
SU774854A1 |
| Источник питания для дуговой сварки | 1990 |
|
SU1738521A1 |
| Устройство управления сварочным источником питания | 1990 |
|
SU1745455A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОИСКРОВОГО ЛЕГИРОВАНИЯ | 2003 |
|
RU2245767C1 |