Изобретение относится к электрофизическим методам обработки, в частности к электроискровому легированию режущего инструмента, штамповой оснастки и деталей машин.
Известны устройства для электроискрового легирования, содержащие вибратор и генератор для создания импульсов технологического тока, питания обмотки вибратора, контроля и управления процессом (см. ав.св. СССР №837715).
Наиболее близким к предлагаемому техническому решению является устройство, содержащее источник питания, вибратор и генератор, электрическая схема которого содержит накопительную емкость, электронный зарядный ключ, выполненный на основе двух транзисторов и транзисторного модуля, элементы управления транзисторным ключом, разрядный тиристор с элементами управления им, блок синхронизации вибратора и генератора импульсов (см. Паспорт на установку ЭЛИТРОН-22, АИИЗ 299.157 ПС, Кишинев, 1986, копия принципиальной электрической схемы установки прилагается).
Основными недостатками известного устройства являются:
- невысокая надежность и нестабильность работы в связи с наличием в схеме электромагнитных реле и пакетных переключателей;
- высокие энергозатраты на процесс легирования;
- невысокий коэффициент полезного действия;
- установка предназначается только для одного вида использования - работы с ручным вибратором и не обеспечивает работу в механизированном режиме со специальными электродержателями, одноэлектродными и многоэлектродными головками;
- генератор установки не позволяет изменять частоту следования импульсов (частота следования импульсов постоянная и составляет 100 Гц), что ограничивает возможность управления качеством легирования и качеством образуемого покрытия.
В основу изобретения положена задача создания устройства для электроискрового легирования со значительно расширенными технологическими возможностями работы как в ручном, так и механизированном режимах, высокой надежности и стабильности в работе, меньшими удельными энергозатратами, более высокой производительностью, коэффициентом полезного действия.
Поставленная задача решается тем, что в устройство для электроискрового легирования, включающее источник питания, зарядно-разрядную цепь, накопительный конденсатор, включенный параллельно электроду-инструменту, схему управления и вибратор (ручной электрододержатель), согласно изобретению в зарядную цепь введен симистор с узлом управления напряжением, подаваемым на него, включающим конденсатор, выпрямитель с транзистором и потенциометром; кроме того, в схему введены узел привода электрододержателей, состоящий из мостового выпрямителя и диодного выпрямителя с управляемыми тиристорами, которые посредством переключателя режимов связаны с вибратором, а также узел управления частотой вибрации и частотой импульсов технологического тока, включающий симметричный мультивибратор с потенциометром, и который связан с одной стороны с управляемыми тиристорами узла привода электрододержателей и с другой стороны с управляемыми тиристорами зарядно-разрядной цепи.
Преимущество предлагаемого устройства заключается в том, что в предложенную схему введены: симистор с узлом управления, узел привода электрододержателей, узел управления частотой вибрации и частотой импульсов технологического тока, обеспечивающих асинхронную работу коммутирующих элементов в оптимальной последовательности по сигналу с рабочего электрода, изменение частоты следования импульсов от 100 до 1200 Гц, расширение технологических возможностей установки при ручном и механизированном вариантах работ и возможность управления качеством образуемого покрытия; повышен КПД установки и снижены удельные энергозатраты на процесс.
Эти преимущества достигнуты за счет уменьшения количества электромеханических деталей, таких как электромагнитные реле в узлах управления и пакетные переключатели, имеющие невысокие характеристики надежности, что позволяет улучшить стабильность и надежность работы устройства в целом. Предлагаемое техническое решение позволит также расширить диапазон возможных режимов обработки за счет изменения частоты вращения электрододержателей и частоты вибрации ручного электрододержателя (вибратора).
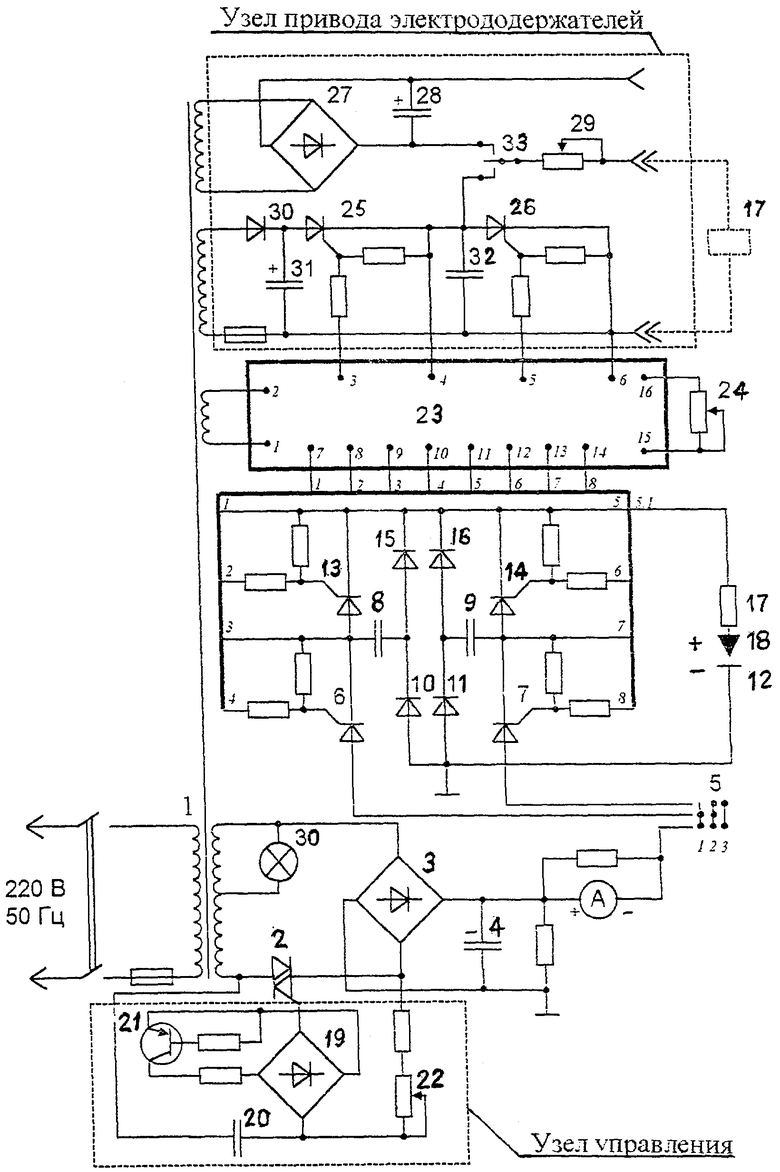
Предлагаемое устройство поясняется чертежом.
Источник питания устройства содержит силовой трансформатор 1, соединенный через симистор 2 с выпрямителем 3 и накопительным конденсатором 4. Источник питания посредством зарядной цепи, состоящей из переключателя 5 и зарядных тиристоров 6 и 7, соединен с рабочими конденсаторами 8 и 9. Последние через диоды 10 и 11 и общий провод соединены с электродом 12, и с другой стороны через разрядные тиристоры 13 и 14, диоды 15 и 16, общий провод, вибратор 17 с электродом-инструментом 18.
К симистору 2 подключен узел управления подаваемого напряжения: через выпрямитель 19, конденсатор 20, транзистор 21, потенциометр 22.
Узел управления частотой вибрации и частотой импульсов технологического тока, имеющий питание от вторичной обмотки трансформатора 1, выполнен по стандартной схеме в виде симметричного мультивибратора 23 и потенциометра 24 с возможностью периодического регулирования частоты следования импульсов от 100 до 1200 Гц и соединен с управляющими тиристорами 6, 7, 25 (высокое напряжение) и тиристорами 13, 14, 26 (низкое напряжение).
Узел привода электродержателей также соединен со вторичной обмоткой трансформатора 1 и имеет выпрямитель 27, фильтрующий конденсатор 28, а также однополупериодный выпрямитель на диоде 30, фильтрующий конденсатор 31, тиристоры 25 и 26, с которыми соединен мультивибратор 23, конденсатор задержки 32. Переключатель 33 функционально обеспечивает подключение электрододержателей для механизированной работы или вибратора для использования установки в ручном режиме (показано пунктиром).
Устройство работает следующим образом.
При включении устройства в сеть, индикатором сети служит лампа накаливания 30, на вторичных обмотках трансформатора наводится эдс. На выходе выпрямителя 3 устанавливается постоянное напряжение, которое можно регулировать потенциометром 22 от 0 до 96 В. Регулирующим элементом служит симистор 2. Регулировка напряжения осуществляется путем изменения фазового угла ϕ, при котором происходит отпирание ключа симистора, при переходе напряжения через "0". Накопительный конденсатор 4 через выпрямитель 3 заряжается до напряжения, определяемого положением потенциометра 22. Напряжение с накопительного конденсатора 4 в зависимости от положения переключателя 5 поступает на зарядные тиристоры 6 и 7. Одновременно запускается узел управления частотой вибрации и частотой импульсов технологического тока, выполненный в виде симметричного мультивибратора 23, на первом выходе которого, в точках 3, 4, 9, 10, 13, 14, устанавливается напряжение высокого уровня, которое поступает на управляющие электроды тиристоров 25, 6 и 7, а на втором выходе мультивибратора, в точках 5, 6, 7, 8, 11, 12, устанавливается напряжение низкого уровня, которое поступает на управляющие электроды тиристоров 26, 13, и 14. Через определенное время происходит переключение мультивибратора, и на первом выходе устанавливается напряжение низкого уровня, а на втором выходе напряжение высокого уровня. Процесс переключения мультивибратора периодический и регулируется потенциометром 24 с частотой переключении от 100 до 1200 Гц.
При контакте электродов 12 и 18 энергия передается в нагрузку, так же как при заряде током по контуру: зарядный тиристор 6 (7), рабочие емкости 8 (9), диод 15 (16) и межэлектродный промежуток; так и при разряде рабочих емкостей по контуру рабочие емкости 8 (9), разрядный тиристор 13 (14), межэлектродный промежуток и диод 10 (11). Процесс прохождения электрических импульсов с заданной частотой и напряжением в межэлектродном промежутке между электродами 12 и 18, а значит, и процесс массопереноса будет повторяться до разведения электродов 12 и 18 на величину, превышающую пробой.
Узел привода электрододержателей (вибратора) включается в работу одновременно с включением устройства в сеть и положением переключателя 33 обеспечивает питание либо приводов электрододержателей для механизированной работы, либо вибратора установки в ручном режиме. В первом случае на выходе выпрямителя 27 устанавливается напряжение, которое через фильтрующий конденсатор 28 и регулирующий потенциометр 29 подается к приводу электрододержателей; регулировка частоты вращения двигателя электродержателей 17 обеспечивается потенциометром 29. Во втором случае напряжение от однополупериодного выпрямителя на диоде 30, фильтрующего конденсатора 31, управляемых от мультивибратора 23 тиристоров 25 и 26 и потенциометра 29 подается в катушку вибратора 17 с устанавливаемой регулируемой частотой потенциометром 24. Конденсатор 32 обеспечивает задержку срабатывания вибратора после прохождения электрического импульса с анода 18 на катод 12.
Были проведены испытания опытного образца устройства предложенной конструкции. Электроискровому упрочнению подвергали рабочие поверхности комплекта гильотинных ножей в количестве 8 штук по 8 поверхностей общей длиной 420 мм на каждой детали с шириной упрочнения 10 мм. Общая площадь упрочнения составила 2888 см2, из них 2 ножа упрочнялись с использованием вибратора в ручном режиме и 6 ножей упрочнялись в механизированном режиме с использованием многоэлектродного держателя на горизонтально-фрезерном станке.
Процесс упрочнения проводили на 1, 2, 3 режимах при емкостях разрядных конденсаторов 150, 210, 240, 300 мкФ и частотах 100, 400, 600, 800, 1000 Гц. Рабочие электроды, используемые в процессе, были выполнены из материалов марки ВК-8 и Т15К6. При оптимальных условиях в ручном режиме 2 емкости конденсаторов 210 и частоте следования импульсов 600 Гц была достигнута наибольшая производительность установки (1 см2 за 0,4 мин) при толщине образуемого слоя покрытия 0,12 мм. Установка устойчиво обеспечивает заданный режим. Микротвердость покрытия составила 16 ГПа, что повысило износостойкость рабочих поверхностей (режущих кромок) гильотинных ножей в 3,3 раза. Величина удельных энергозатрат на 1 см2 упрочняемой поверхности уменьшена с 2,6 Вт·ч до 1,8 Вт·ч, коэффициент полезного действия формирующего контура повысился с 38% до 48%. При оптимальных условиях в механизированном режиме 3, емкости конденсаторов 300 мкФ и частоте следования импульсов 800 Гц была достигнута наибольшая производительность установки (1 см2 за 0,2 мин) при толщине образуемого покрытия до 0,08 мм. Установка устойчиво обеспечивает заданный режим. Микротвердость покрытия составила 15,6 ГПа, что повысило износостойкость рабочих поверхностей (режущих кромок) гильотинных ножей в 3,3 раза. Величина удельных энергозатрат на 1 см2 упрочняемой поверхности сократилась с 2,6 Вт·ч до 1,7 Вт·ч, коэффициент полезного действия формирующего контура повысился с 38% до 50%.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для электроискрового вибрационного легирования металлов | 2020 |
|
RU2732260C1 |
| Устройство для электроискрового легирования металлов | 2017 |
|
RU2655420C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОИСКРОВОЙ ОБРАБОТКИ | 2006 |
|
RU2313426C2 |
| СПОСОБ ЭЛЕКТРОИСКРОВОГО НАНЕСЕНИЯ ПОКРЫТИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2616694C2 |
| Устройство для электроискрового легирования | 1979 |
|
SU1006146A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОИСКРОВОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ | 2016 |
|
RU2622535C1 |
| ГЕНЕРАТОР ИМПУЛЬСОВ ТЕХНОЛОГИЧЕСКОГО ТОКА ДЛЯ ЭЛЕКТРОИСКРОВОГО ЛЕГИРОВАНИЯ | 2009 |
|
RU2429953C2 |
| АВТОМОБИЛЬНЫЙ СВАРОЧНЫЙ АГРЕГАТ | 1992 |
|
RU2042484C1 |
| Устройство для электроискрового легирования | 1978 |
|
SU837715A1 |
| Устройство для электроискрового легирования | 1981 |
|
SU1077748A1 |
Изобретение относится к электрофизическим методам обработки, в частности к электроискровому легированию режущего инструмента, штамповой оснастки и деталей машин. Накопительный конденсатор включен параллельно электроду-инструменту. В зарядно-разрядную цепь введен симистор с узлом управления напряжением, подаваемым на него. Симистор включает конденсатор, выпрямитель с транзистором и потенциометром. Узел привода электродержателей состоит из мостового выпрямителя и диодного выпрямителя с управляемыми тиристорами, которые посредством переключателя режимов связаны с вибратором. Узел управления частотой вибрации и частотой импульсов технологического тока включает симметричный мультивибратор с потенциометром, который связан с одной стороны с управляемыми тиристорами узла привода электродержателей и с другой стороны - с управляемыми тиристорами зарядно-разрядной цепи. В результате обеспечивается асинхронная работа коммутирующих элементов в оптимальной последовательности по сигналу с рабочего электрода, изменение частоты следования импульсов от 100 до 1200 Гц, расширение технологических возможностей установки при ручном и механизированном вариантах работ и возможность управления качеством образуемого покрытия. 1 ил.
Устройство для электроискрового легирования, включающее источник питания, зарядно-разрядную цепь, накопительный конденсатор, включенный параллельно электроду-инструменту, схему управления и вибратор (ручной электрододержатель), отличающееся тем, что в зарядную цепь введен симистор с узлом управления напряжением, подаваемым на него, включающим конденсатор, выпрямитель с транзистором и потенциометром, кроме того, в схему введены узел привода электрододержателей, состоящий из мостового выпрямителя и диодного выпрямителя с управляемыми тиристорами, которые посредством переключателя режимов связаны с вибратором, а также узел управления частотой вибрации и частотой импульсов технологического тока, включающий симметричный мультивибратор с потенциометром и который связан с одной стороны с управляемыми тиристорами узла привода электрододержателей и с другой стороны -- с управляемыми тиристорами зарядно-разрядной цепи.
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ ЭЛЕКТРОИСКРОВОГО ЛЕГИРОВАНИЯ МЕТАЛЛОВ | 1993 |
|
RU2074068C1 |
| Автоматический прибор для продажи различных изделий | 1925 |
|
SU2207A1 |
| Прибор для вычислений при геодезических работах | 1928 |
|
SU12540A1 |

