(54) БЫСТРОРАЗЪЕМНОЕ СВЕРХВЫСОКОВАКУУМНОЕ ФЛАНЦЕВОЕ СОЕДИНЕНИЕ
| название | год | авторы | номер документа |
|---|---|---|---|
| Быстроразъемное фланцевое соединение труб | 1977 |
|
SU734474A1 |
| Быстроразъемное сверхвысоковакуумное фланцевое соединение | 1980 |
|
SU934149A1 |
| Быстроразъемное сверхвысоковакуум-HOE уСТРОйСТВО | 1979 |
|
SU806974A1 |
| Быстроразъемный сверхвысоковакуумный узел герметизации | 1981 |
|
SU1000659A1 |
| Сверхвысоковакуумный затвор | 1980 |
|
SU872897A1 |
| Сверхвысоковакуумный затвор | 1981 |
|
SU983370A1 |
| Сверхвысоковакуумный клапан | 1979 |
|
SU872881A1 |
| Быстроразъемное сверхвысоковакуумное соединение | 1980 |
|
SU892105A1 |
| Запорное устройство | 1979 |
|
SU838254A1 |
| Быстроразъемное высоковакуумное соединение | 1979 |
|
SU773375A1 |
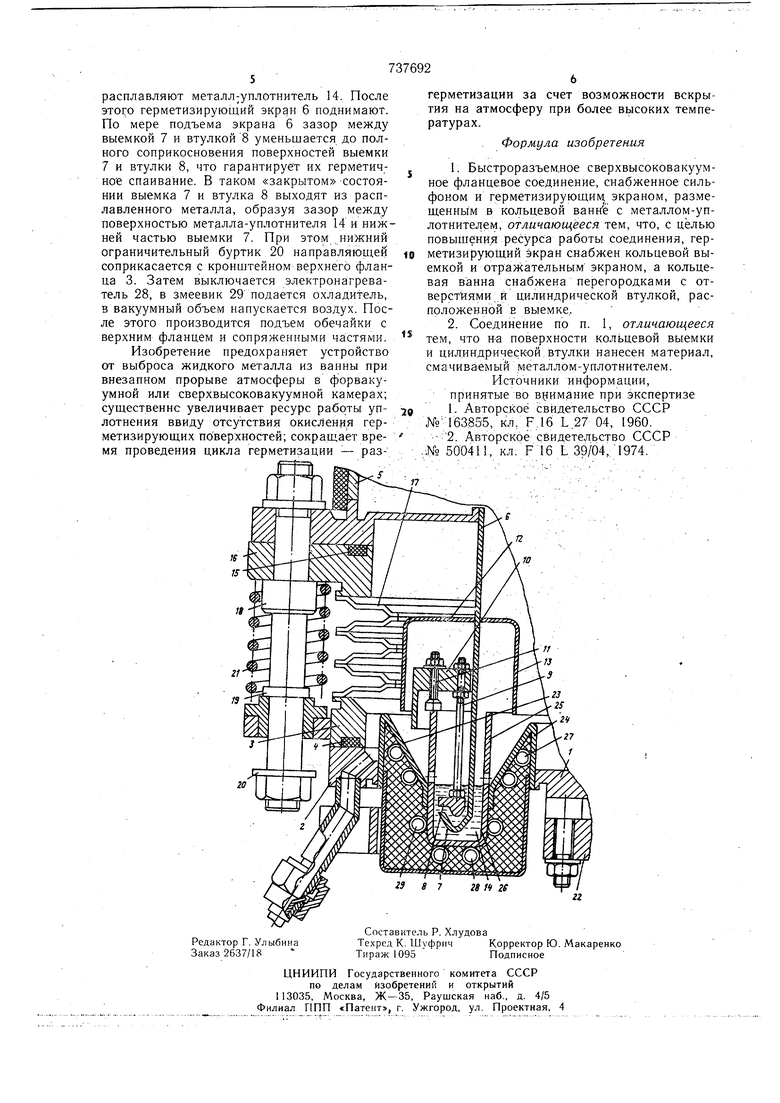
Изобретение относится к области вакуумной техники и может быть использовано например для герметизации фланцевых соединений любого диаметра, в клапанах, затворах, работающих в сверхвысоком вакууме при многократных прогревах как в закрытом, так и в открытом состояниях, а также в системах шлюзования, печах отжига и вводах движения. Известно высоковакуумное уплотнение с применением жидкого металла 1. Известно также быстроразъемное высоко вакуумное фланцевое соединение, снабженное сильфондм и герметизирующим экраном, размещенным в кольцевой ванне с металлом-уплотнителем 2. Однако имеющееся в соединении предохранителцное устройство обеспечивает отсутствие вы0роса жидкого металла только в случае сравнительно медленного повыщения давления в одной из камер, разделяемых герметизирующим экраном. При внезапном прорыве атмосферы, в случаях аварийного нарушения герметичности в одной из камер, силы инерции, воздействующие на жидкий металл, настолько велики, что предохранительное устройство не успевает срабатывать, и металл выбрасывается из ванны. Кроме того, указанное фланцевое соединение обладает малым ресурсом работы, который ограничивается пленками окислов, образующихся на герметизирующих поверхностях соединения в результате их взаимодействия с остаточной газовой средой вакуумного объема или атмосферой при высоких температурах. Целью изобретения является повышение ресурса работы, соединения как в вакууме, так и в атмосфере, предотвращение выброса расплавленного металла-уплотнителя при внезапном прорыве атмосферы. Цель достигается тем, что герметизирующий экран снабжен кольцевой выемкой и отражательным экраном, а кольцевая ванна снабжена перегородками с отверстиями и цилиндрической втулкой. На поверхностях втулки и выемки нанесен материал, смачиваемый металлом-уплотнителем. На чертеже показано быстроразъемное Сверхвысоковакуумное фланцевое соединение в герметизированном состоянии. Оно содержит нижний фланец, выполненный в виде тонкостенного диска 1 и кольца 2 с отверстием для форвакуумной откачки и подсоединительным штуцером. Верхний фланец 3 имеет канавку для размещения уплотнителя 4 из эластичного органического материала, например термостойкой вакуумной резины. Устройство снабжено обечайкой 5, скоторой вакуумно-плотносоединен герметизирующий экран- 6, снабженный в нижней части кольцевой выемкой 7, образующей дополнительную ванну для металла-уплотнителя. В выемке расположена выступающая часть цилиндрической втулки 8. - --::.., Втулка 8 связана посредством шпилек 9 с экраном-грузом 10, снабженным ограничительными упорами 11. Над экраном 10 расположенынеподвижные металлоотражательные экраны 12, 13, приваренные по обе стороны к герметизирующему экрану 6, периодически взаимодействующему с металлом-уплотнителем, 14. В .качестве металлауплотнителя 14 могут использоваться металлы с низкой температурой плавления и низкой упругостью пара, например олово, индий. К обечайке 5 с фланцем через уплотнитель 15 герметично присоединен фланец 16 с сильфоном 17. в указанных фланцах расположены направляющие 18, имеющие верхний 19 и нижний 20 ограничительные буртики. На на травляющих установлены пружиньт 21, которые частично уравновещивают силу атмосферного давления и обеспечива-. ют герметизацию фланцевого соединения при помощи уплотнителя из резины. Нижний фланец закреплен на основании 22. Диск и кольцо, образующие нижний фланец, герметично соединены с. фасонными оболочками 23, 24, между которыми расположена тонкостенная U-образная ванна 25, в которой расположен металл-уплотнитель 14. С обеих,сторон U-образная ванна 25 имеет отверстия для стока металла-уплотнителя, существенно меньшей проводимости по сравнению с каналами, образованными стенками ванны и герметизирующим экраном. Ванна 25 снабжена геометрически замкнутыми поверхностями 26, образованными слоем ме талла, герметично связанного с их основным металлом и хорощо смачиваемого металлом-уплотнителем. Анадогичными поверхностями снабжены нижняя поверхность втулки 8 и внутренняя поверхность кольцевой выемки 7. На оболочках 23, 24 установлены электронагреватели 27, обеспечивающие расплавление выброшенного металла-уплотнителя. На ванне 25 закреплен основной электродвигатель 28 и змеевик 29. Быстроразъемное фланцевое соединение работает следующим образом. ; Верхний фланец 3, отжатый пружинами 21 до нижнего ограничительного буртика 20 направляющей 18, вводят в контакт с кольцом 2 нижнего фланца, осуществляя герметизацию уплотнителем 4. Затем производится откачка образованного герметичноГО объема, при этом сила атмосферного давления частично уравнивается пружинами-21. После получения определенного вакуума включают электронагреватель 28 и расплавляют металл-уплотнитель 14. После этого при помощи привода опускают экран 6 и связанные с ним кольцевую выемку 7 и втулку 8. В исходном положении между частью кольцевой выемки 7 и зеркалом металла-уплотнителя 14, расположенного в ванне, должен быть обеспечен зазор 5-8 мм для осуществления откачки. ,При вхождении выемки 7 и втулки 8 в расплавленный металл-уплотнитель, последние начинают разогреваться до температуры, при которой .металл-уплотнитель, расположенный между выемкой и втулкой, начинает расплавляться. При дальнейшем опускании экрана ограничительные упоры 11 касаются торца V-образной ванны 25 и отделяют втулку 8 от выемки 7. При этом происходит заполнение образовавшегося зазора между втулкой и выемкой чистымметаллом-уплотнителем, расположенным под пленкой окислов, находящихся на поверхности. Неокисленный металлуплотнитель, благодаря наличию на втулке 8 и выемке 7 геометрически замкнутых поверхностей, образованных слоем металла, хорошо смачив.аемого металлом-уплотнителем и герметично связанного с их основным металлом, смачивает внутреннюю поверхность выемки 7 и поверхность втулки 8, предотвращает миграцию газа по поверхности экрана 6, тем самым обеспечивая герметичность соединения. В случае аварии, при внезапном прорыве атмосферы в сверхвысоковакуумный объем, последняя воздействует на столб жидкого металла-уплотнителя, вытесняя металл-уплотнитель в форвакуумный объем. Вылетающий металл-уплотнитель ударяется об экраны 10, 12 частично попадая обратно в ванну, частично попадая в пространство между фасонной оболочкой 23 и ванной 25. При этом происходит выравнивание давления в форвакуумном и сверхвысоковакуумном объемах. Затем расплавленный металл-уплотнитель, подогреваемый электронагревателем 27, перетекает в U-образную ванну 25 через имеющееся в ней отверстие. Таким образом осуществляется предохранение откачиваемых объемов от выброса расплавленного металла. Затем электронагреватель 28 выключается, и в змеевик 29 подается охладитель, например вода. После затвердения металлауплотнения форвакуумная откачка прекращается.I Процесс разгерметизации происходит в следующем порядке. Производят форвакуумную откачку кольцевой полости, расположенной между сильфоном 17 и экраном 6, а также высоковакуумную откачку основного вакуумного объема. Затем включают электронагреватель 28 и
