1
Изобретение касается переработки проволоки и может Сыть использовано для изготовления проволочных спиралей различной формы.
Известен способ изготовления про- 5 волочных спиралей, заключающийся в деформировании проволоки между двумя профилированными валиками парой сил трения, создаваемой в плоскости витка, для чего валкам сообщают разные 10 окружные скорости, их оси располагают под углом друг к другу, а проволоку подают в зону деформации перпендикулярно к оси од;;ого из валков W-15
Недостатком этого способа является невозможность изготовления спиралей различных форм и размеров без смены валков, что сужает технологические возможности известного спосо- 20 ба.
Целью изобретения является расширение технологических возможностей сйособа.
Указанная цель достигается тем, 25 что в зоне деформации проволоку поворачивают вокруг ее оси в направлении винтовой спирали, для чего проволоку подеиот под углом к осям валков. Регулирование шага спирали осуществ- 30
ляют изменением скорости поворота проволоки путем изменения угла между осями валков. Регулирование диаметра спирали производят изменением величины пары сил трения путем изменения разности окружных скоростей валков.
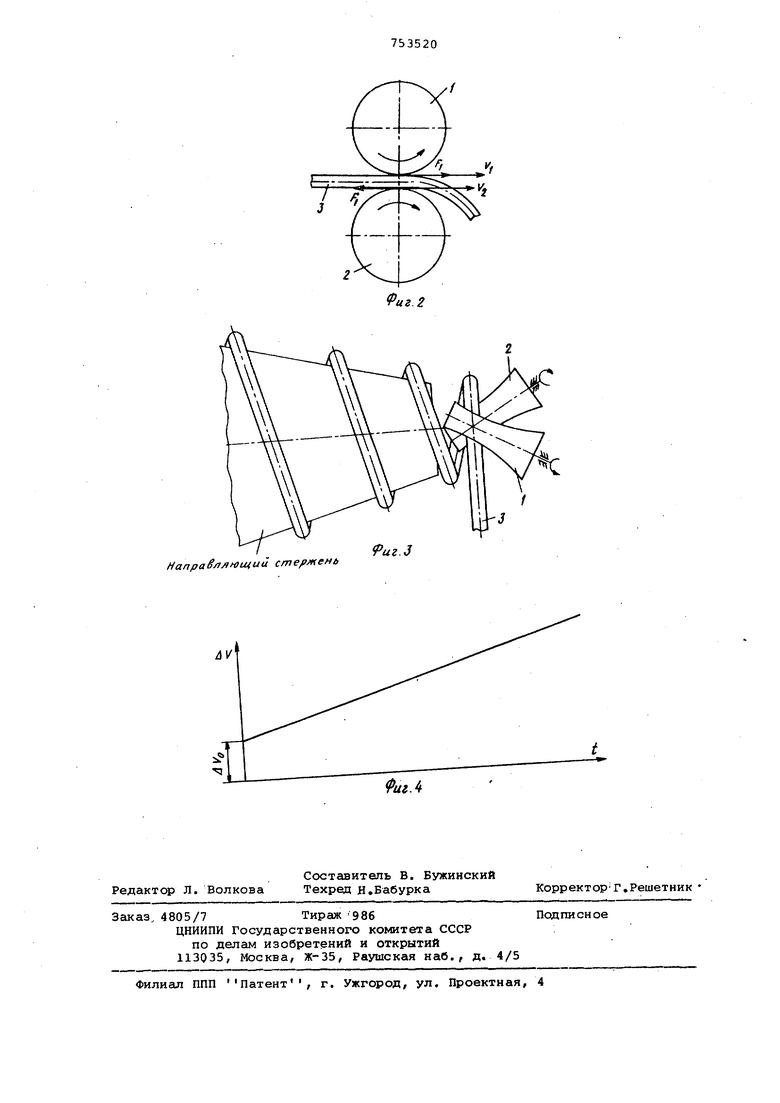
На фиг. 1 и 2 приведена схема получения цилиндрической проволочной спирали; на фиг. 3 - схема получения конической спирали; на фиг. 4 - график изменения окружных скоростей валков для получения конической спирали.
Для получения цилиндрической спирали валкам 1 и 2 сообщают окружные скорости V/ и V, , причем V V , Проволока 3 при прокатке ее валками 1 и 2 будет деформироваться в окружном направлении парой сил трения , где F - проекция силы трения на ось проволоки, d - диаметр проволоки. Смещение витков спирали (формирование шага) осуществляется поворотом спирали в зоне деформации силами трения, проекции которых на ось, перпендикулярную к оси проволоки, HanpaBrfeны в противоположные стороны и п1Ьиложены к диаметрально противоположным точкам. Повсдэот проволоки происходит под действием пары сил трения F/jd.
Коническую спираль можно получить изменением разности окружных скоростей валков. Увеличение разности окруж ных скоростей валков приводит к повышению скорости дефОрмации,проволоки, что при постоянной скорости подачи проволоки в зону деформации вызывает уменьшение диаметра спирали. На фиг.4 показёш график изменения разности
окружных скоростей валков для получения спирали, показанной на фиг. 3.
Для экспериментальной проверки предлагаемого способа были изготовлены спирали из проволоки 2 мм,.материал - сталь 20, ГОСТ 1050-74. Параметры процесса изготовления спиралей приведены в таблице

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ВИНТОВЫХ ПРУЖИН | 1992 |
|
RU2130821C1 |
| Виброизолятор "двойной колокольчик" (варианты) и способ изготовления его упругогистерезисных элементов из проволочного материала | 2015 |
|
RU2626787C2 |
| Способ изготовления проволочных спиралей | 1976 |
|
SU566664A1 |
| ВИБРОИЗОЛЯТОР С БОЛЬШИМ ХОДОМ И СПОСОБ ИЗГОТОВЛЕНИЯ ЕГО УПРУГОГИСТЕРЕЗИСНЫХ ЭЛЕМЕНТОВ | 2012 |
|
RU2520230C2 |
| ЦЕЛЬНОМЕТАЛЛИЧЕСКИЙ ВИБРОИЗОЛЯТОР "ПУСТОТЕЛЫЙ ГОЛЫШ" (ЦВПГ) (ВАРИАНТЫ) И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2534850C2 |
| Цельнометаллический виброизолятор средней грузоподъемности и способ его изготовления | 2015 |
|
RU2658251C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТОВ АКТИВНОЙ ЗОНЫ ЯДЕРНОГО РЕАКТОРА (ВАРИАНТЫ) | 1995 |
|
RU2107345C1 |
| ФИЛЬТРУЮЩИЙ ЭЛЕМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2553302C1 |
| РУКАВ, СПОСОБ И УСТРОЙСТВО ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2007654C1 |
| Способ скрепления колокольчиков виброизоляторов типа ДК | 2015 |
|
RU2626785C2 |
-средний диаметр спирали;
ЗПР
-диаметр проволоки; рол
-диаметр роликов (валков) ; К
-угол подъема витка спирали; V ,V окружные скорости валков (IP - усилие прижатия валков;
S - скорость перемещения проволоки в зоне деформации; Л - угол между осями валков.
Предлагаемый способ позволяет изготавливать спирали различных форм и размеров без смены валков, что расширяет его технологические возможности.
Формула изобретения
1, Способ изготовления проволочных спиралей путем деформирования проволоки между двумя профилированными валками, расположенными под углом
один к другому, и вращающимися с разными окружными скоростями, о т ли ч ающи и ся тем, что, с целью расширения технологических возможностей способа, проволоку между профилированными валками закручивают вокруг ее оси в направлении винтовой линии спирали.
Источники информации, принятые во внимание при экспертизе
1, Авторское свидетельство СССР № 412975, кл, В 21 F 35/00, 1974 (прототип).
Напрабллшщии стержень
AV
Риг.З
иг.4
