Изобретение относится к цельнометаллическим виброизоляторам, работающим в космосе, агрессивной среде и при повышенной температуре.
Известны виброизоляторы типа ДКУ (Двойной колокольчик усиленный, см. Лазуткин Г.В. Совершенствование конструкций и методов расчета виброизоляторов на основе проволочного волокнового материала / В.А.Антипов, А.Л.Рябков. - Самара.: Самарский государственный университет путей сообщения. 2008. - 200 с.), применяемые в настоящее время для подвески приборов, установленных на космических аппаратах.
Эти виброизоляторы выполнены в виде двух колоколообразных элементов («колокольчиков»), изготовленных из проволочного материала MP путем прессования (А.с. 183174 СССР. Способ изготовления нетканного материала MP из металлической проволоки / А.М.Сойфер, В.Н.Бузицкий, В.А.Першин. - Опубл. 1966, Бюл. №13), установленных друг на друга основаниями и жестко скрепленных сшивкой стальной проволокой, к «колокольчикам» с помощью шайбы - ограничителя и гайки прикреплены болты, которыми виброизолятор крепится к прибору и платформе, на головке одного из болтов закреплена противоударная подушка из материала MP.
Внутри примерно в срединной поверхности «колокольчика» расположена решетка из проволочного жгута, для связи с основным материалом «колокольчика», обмотанного растянутой проволочной спиралью. Эта решетка из проволочного жгута служит арматурой, усиливающей сопротивляемость материала «колокольчика» на разрыв.
Недостатками этого виброизолятора являются: сложность его конструкции и технологии изготовления, большая цена виброизолятора вследствие того, что на его изготовление затрачивается большой объем ручного труда, рабочий ход виброизолятора недостаточен для ряда практических приложений.
Известны также конструкции трехжильных пружин сжатия как цилиндрических, так и конических (см. Орлов П.И. Основы конструирования: справочно-методич. пособие. В 2-х кн. Кн.2. Под ред. П.Н.Учаева. - 3-е изд., исправл. - М.: Машиностроение, 1988. - 544 с., с.516-518, рис.902). Эти пружины технологичны в изготовлении, обладают высокой прочностью при сжатии и растяжении, большим рабочим ходом и высокой несущей способностью при относительно небольших габаритах и весе.
Недостатком этих пружин является их недостаточные демпфирующие свойства.
Эти пружины по технической сущности наиболее близки к предлагаемому виброизолятору и приняты за прототип.
Известен способ изготовления упругогистерезисных элементов виброизолятора, содержащий операции изготовления заготовок в виде шаровидных клубков, намотанных из проволочных спиралей, растянутых до шага, равного диаметру спирали, предварительного опрессования их неполной силой для придания им требуемой формы, обматывания непрерывного проволочного жгута растянутой спиралью, формирования из него армирующей решетки с приданием ей геометрической формы армирующего элемента, окончательного прессования предварительно сформированных элементов в один упругогистерезисный элемент (см. Лазуткин Г.В. Совершенствование конструкций и методов расчета виброизоляторов на основе проволочного волокнового материала / В.А.Антипов, А.Л.Рябков. - Самара.: Самарский государственный университет путей сообщения. 2008. - 200 с.).
Недостатками этого способа являются его сложность и большой объем ручного труда при изготовлении упругогистерезисных элементов виброизоляторов этим способом.
Этот способ по технической сущности наиболее близок к предлагаемому и принят за прототип.
Ставится задача упрощения конструкции, технологии изготовления виброизолятора, обеспечения возможности повышения его несущей способности без увеличения (или при небольшом увеличении) его габаритов, повышения прочности на смятие и разрыв, обеспечения требуемого уровня демпфирующих и противоударных свойств, увеличения рабочего хода виброизолятора и снижения объема ручного труда при изготовлении его упругогистерезисных элементов и сборке виброизолятора и, следовательно, улучшения его показателя «цена - качество».
Поставленная задача решается тем, что виброизолятор с большим рабочим ходом, содержащий крепежные детали и цилиндрическую или коническую спиральную пружину сжатия, свитую из трех или более жил, выполненных из каленой проволоки из пружинной стали с антикоррозионным покрытием, или закаливаемой нержавеющей стали, или нагартованной проволоки из нержавеющей стали, отличается тем, что спиральная пружина с натягом по ее виткам жестко закреплена в оболочке из проволочного материала MP, охватывающей отдельно либо каждый виток пружины, либо только витки средней рабочей части пружины таким образом, что опорные витки пружины оставлены свободными, причем оболочка в поперечном сечении может быть круглой, овальной, прямоугольной со скругленными и нескругленными углами, и размеры поперечного сечения витка пружины в оболочке и шаг пружины таковы, что между соседними рабочими витками рабочими и опрными витками имеется требуемый зазор.
Предлагаемый виброизолятор проще по конструкции и технологии изготовления, чем виброизолятор ДКУ и другие виброизляторы семейства ДК, у него больше рабочий ход, чем у виброизоляторов этого типа, существенно выше, чем у прототипа демпфирующие и противоударные свойства, хорошая прочность на смятие и растяжение.
Изготовление его упругогистерезисного элемента может быть выполнено с минимальными затратами ручного труда и даже полностью автоматизировано.
Хорошие демпфирующие свойства виброизолятору обеспечиваются прежде всего за счет взаимного проскальзывания с сухим трением плотно прижатых друг к другу оболочкой из проволочного материала жил пружины и взаимным проскальзыванием витков спиралей проволочного материала оболочки, упругого взаимного проскальзывания оболочки по жилам пружины.
Наличие оболочки также повышает противоударные свойства, смягчает удар при посадке витков пружины друг на друга. Поэтому предлагаемому виброизолятору не нужно специальное противоударное устройство.
Максимальное смещение виброизолятора (рабочий ход) больше величины L=(n+1)S, где n - число рабочих витков пружины, S - расстояние между соседними витками пружины виброизолятора, равное S=t-D, t - шаг спирали пружины, D - наружный диаметр поперечного сечения оболочки, на сумму деформации витков оболочки при их посадке друг на друга, и это расстояние можно сделать существенно большим максимальных рабочих ходов известных виброизоляторов типа ДК.
С целью дальнейшего повышения демпфирующих свойств виброизолятора и обеспечения их стабильности в эксплуатации пружины свиты из трех жил и более не плотно таким образом, что между проволоками остается зазор, полностью выбираемый при упругом сдавливании витков жил напрессованной на них оболочкой, прижимающей жилы друг к другу распределенной нагрузкой, созданной упругой деформацией оболочки.
Наличие распределенной сдавливающей нагрузки, обеспечиваемой упругими деформациями жил и оболочки, и прижимающих жилы друг к другу и к оболочке, обеспечивает стабильность сил сухого трения на контактных поверхностях этих элементов и, следовательно, стабильность демпфирующих свойств виброизолятора в процессе его эксплуатации.
Кроме того, виброизолятор с большим рабочим ходом может быть изготовлен в виде двух конических трехжильных пружин или пружин с большим количеством жил, также закрепленных внутри оболочки из проволочного материала MP, с закрепленным в центральном отверстии каждой пружины с помощью шайбы и гайки болтом для крепления виброизолятора к прибору или платформе, установленных большими основаниями друг на друга и жестко соединенных с помощью металлических хомутов, распределенных по окружности основания, причем лепестки хомута сварены друг с другом и могут быть отогнуты к опорным виткам пружин, а диаметр опорных витков выполнен таким, чтобы обеспечивался удобный монтаж хомутов на упругогистерезисные элементы виброизолятора.
В этом случае упругогистерезисные элементы виброизолятора соединены последовательно и полезный ход его удваивается.
Кроме того, у виброизолятора, опорные витки которого не покрыты оболочкой, пружины могут быть жестко соединены сваркой или пайкой твердым припоем опорных витков этих пружин, а диаметр опорных витков выбран таким, чтобы сварку или пайку было удобно производить.
Кроме того, оболочка пружины виброизолятора может быть выполнена прессованием заготовки, сформированной из полос сетки, сплетенной из спиралей, свитых из нагартованной проволоки из нержавеющей стали с шагом, равным диаметру спирали, причем оси спиралей в соседних полосах сетки расположены под 90° друг к другу и под 45° и -45° к длинной стороне полосы сетки.
В этом случае упрощается технология изготовления упругогистерезисных элементов виброизолятора и их изготовление может быть автоматизировано и повышается прочность оболочки на разрыв.
С целью повышения несущей способности и противоударных свойств виброизолятора в его внутренней полости дополнительно установлены большими основаниями друг на друга две конические пружины, опорные витки которых сварены друг с другом точечной сваркой, а меньшими основаниями эти пружины жестко скреплены каждая со своей основной конической пружиной тем же болтом, которым виброизолятор крепится к прибору или платформе, шайбой и гайкой, а число витков, шаг спирали этих пружин выбраны так, чтобы их наибольший ход был не меньше наибольшего хода основных конических пружин.
Кроме того, с целью повышения несущей способности виброизолятора без существенного повышения его жесткости по сравнению с его жесткостью при наличии в конструкции виброизолятора только одной пары конических пружин конические пружины второй пары выполнены с существенно большей податливостью, чем пружины первой пары, и установлены в виброизолятор с натягом, уравновешивающим полностью или частично силу веса виброизолируемого объекта, приходящуюся на этот виброизолятор.
Ставится задача разработки способа изготовления упругогистерезисных элементов предлагаемых виброизоляторов, технологически простого, допускающего полную или почти полную автоматизацию технологического процесса, по крайней мере, такую, чтобы обеспечивалось хорошее значение показателя «цена - качество» и, следовательно, высокая конкурентная способность этих виброизоляторов на рынке.
Поставленная задача решается тем, что способ изготовления упругогистерезисных элементов (предлагаемого виброизолятора), содержащий формирование заготовки из спирали, растянутой до шага, равного ее диаметру, предварительную опрессовку заготовки, сборку всех элементов - заготовок в заготовку упругогистерезисного элемента и изготовление упругогистерезисного элемента окончательным прессованием этой заготовки, отличается тем, что заготовку формируют наматыванием отрезков растянутой спирали на центральный стержень круглого поперечного сечения под углом 45° и -45° к оси стержня и под углом 90° в соседних слоях намотки и формируют заготовку предварительным спрессовыванием ее на центральном стержне в радиальных направлениях прокаткой ее с постоянным усилием по жесткой плоскости, либо роликами так, чтобы заготовка получилась в виде пустотелого цилиндра с центральным отверстием с диаметром, большим диаметра окружности, описанной вокруг нормального поперечного сечения проволок спирали пружины, причем таким, чтобы обеспечивалась возможность свободного надевания заготовки на спираль пружины, и с наружным диаметром, обеспечивающим возможность окончательного прессования заготовки, снимают сформированную заготовку с центрального стержня и надевают на спираль пружины, и окончательно опрессовывают в специальной пресс-форме до получения требуемых параметров у оболочки из проволочного материала и требуемого натяга между оболочкой и спиралью пружины и между жилами пружины.
Достоинством этого способа является его технологичность и возможность его автоматизации.
С целью дальнейшего упрощения технологии изготовления упругогистерезисных элементов (при наличии станка, изготавливающего сетку, а такой станок конструктивно достаточно прост) цилиндрическую заготовку наматывают из полос сетки, сплетенной из проволочных спиралей, выполненных с шагом, равным диаметру спирали, причем оси спиралей в сетке расположены под углом 90° к длинной стороне полосы, а сами полосы или полосу наматывают на центральный стержень с углом подъема 45° и -45° так, что в соседних слоях сетки, укладываемых друг на друга, оси спиралей расположены под углом 90° друг к другу.
Кроме того, пружину изготавливают с увеличенным шагом спирали и после закрепления на ней оболочки из проволочного материала пружину осаживают в осевом направлении до посадки витков пружины друг на друга и затем убирают сжимающую нагрузку, причем первоначальный шаг спирали выбирают таким образом, чтобы после снятия сжимающей нагрузки получился требуемый шаг спирали пружины.
Изготовление пружины с увеличенным начальным шагом облегчает закрепление прессованием на ее витках оболочки из проволочного материала.
Предлагается также способ изготовления упругогистерезисных элементов, отличающийся тем, что заготовку выполняют из нескольких пустотелых цилиндров и одевают их встык на пружину.
Конструкции предлагаемых виброизоляторов представлены на фигурах:
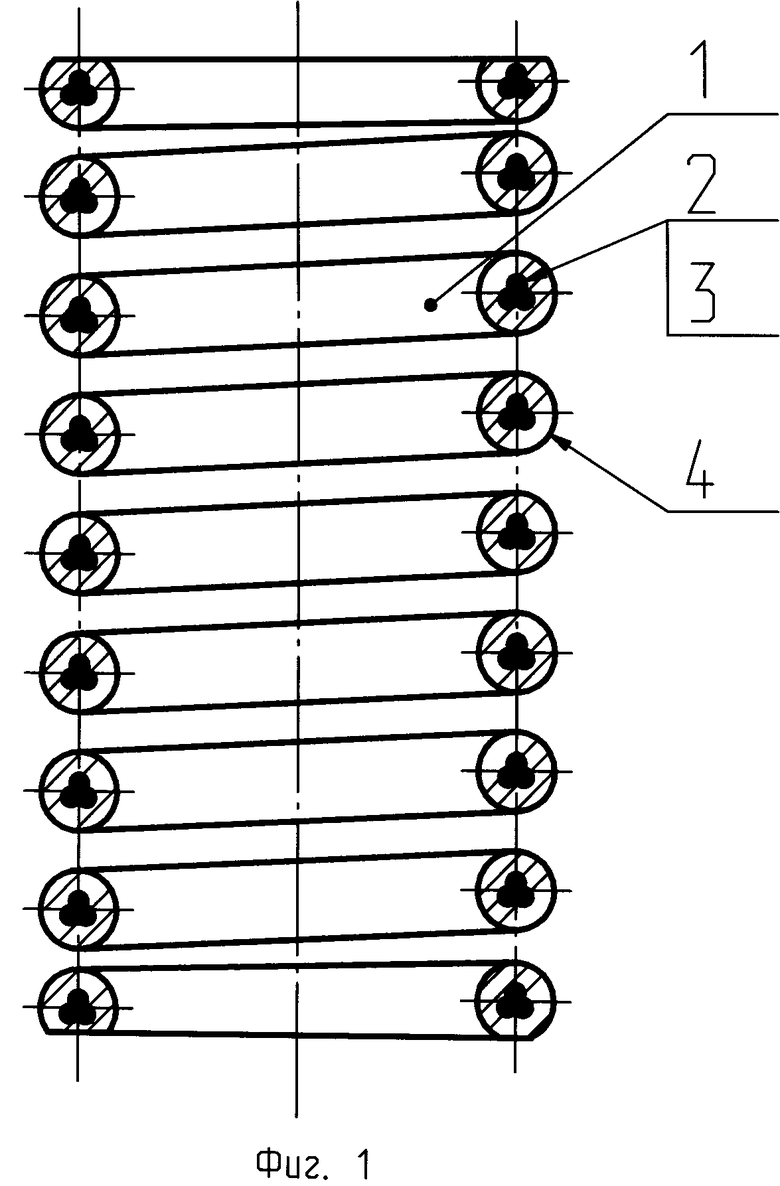
на фиг.1 изображен продольный разрез виброизолятора, выполненного в виде цилиндрической пружины сжатия;
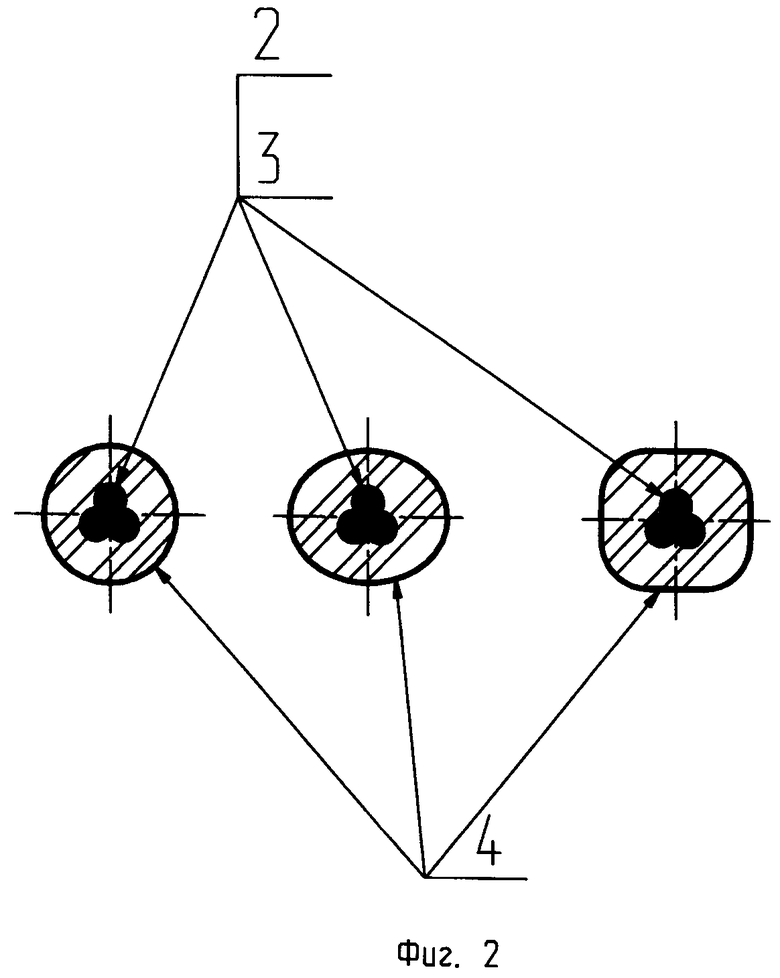
на фиг.2 изображены возможные исполнения геометрической формы поперечного сечения витков пружины виброизолятора;
на фиг.3 изображен продольный разрез виброизолятора с упругогистерезисным элементом в виде цилиндрической пружины сжатия, показанной на фиг.1;
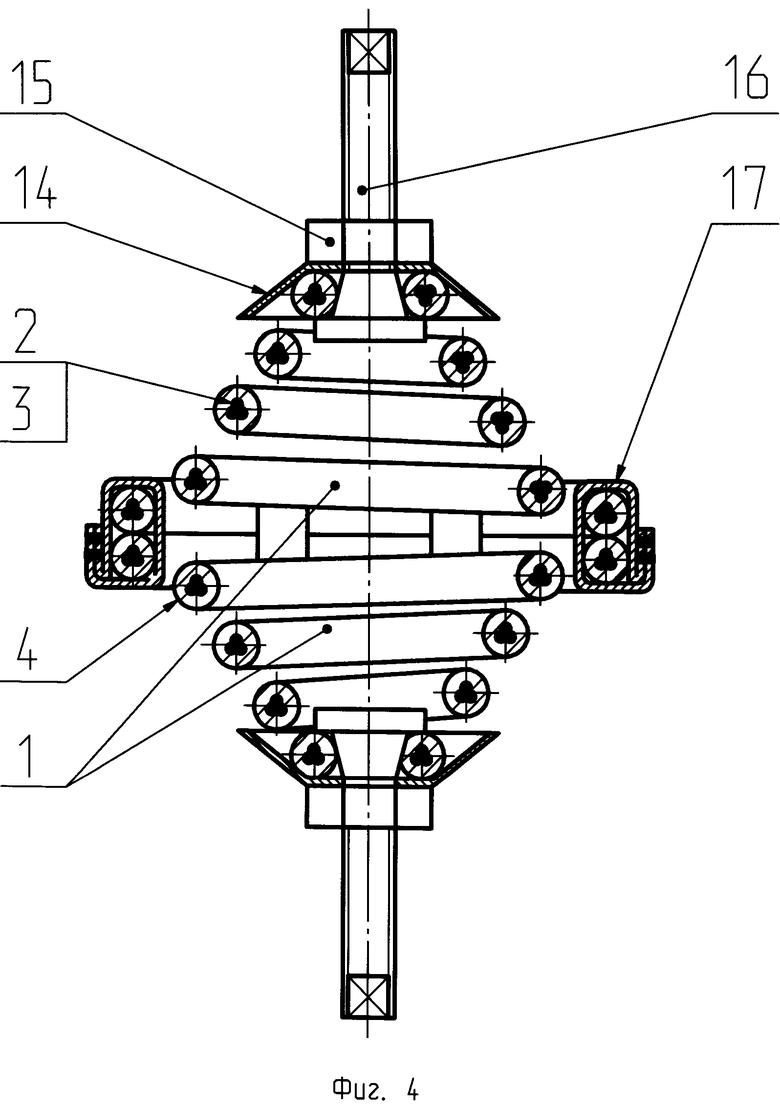
на фиг.4 изображен продольный разрез виброизолятора, выполненного в виде двух конических пружин, скрепленных хомутами;
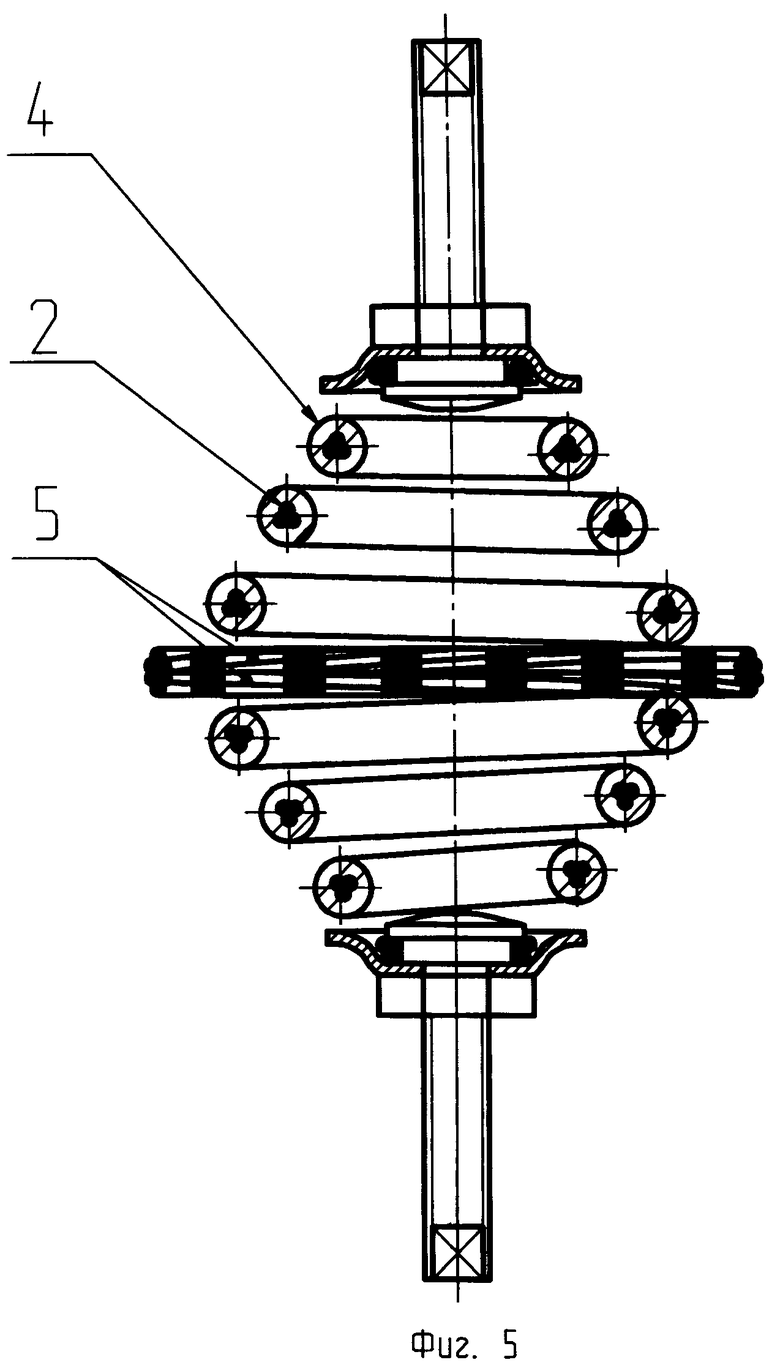
на фиг.5 показан продольный разрез виброизолятора (фиг.3), опорные витки пружин которого не имеют оболочки и сварены друг с другом;
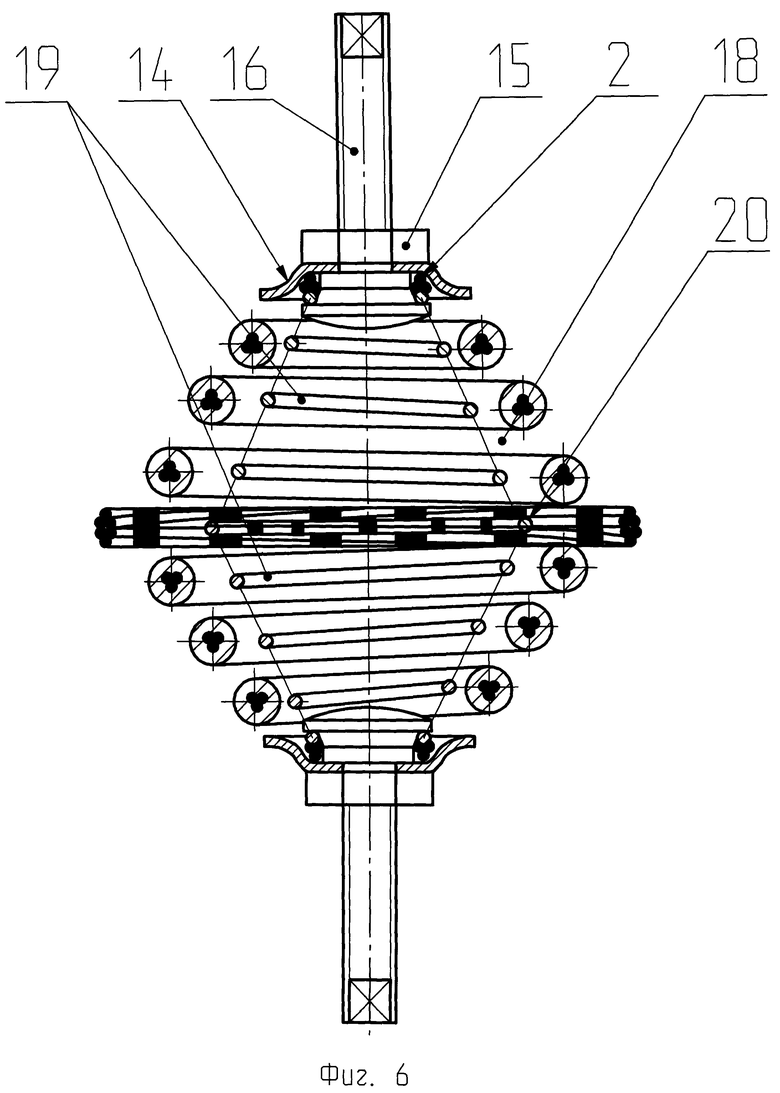
на фиг.6 изображена конструкция виброизолятора с двумя дополнительными коническими пружинами.
Предлагаемые способы поясняются фигурами:
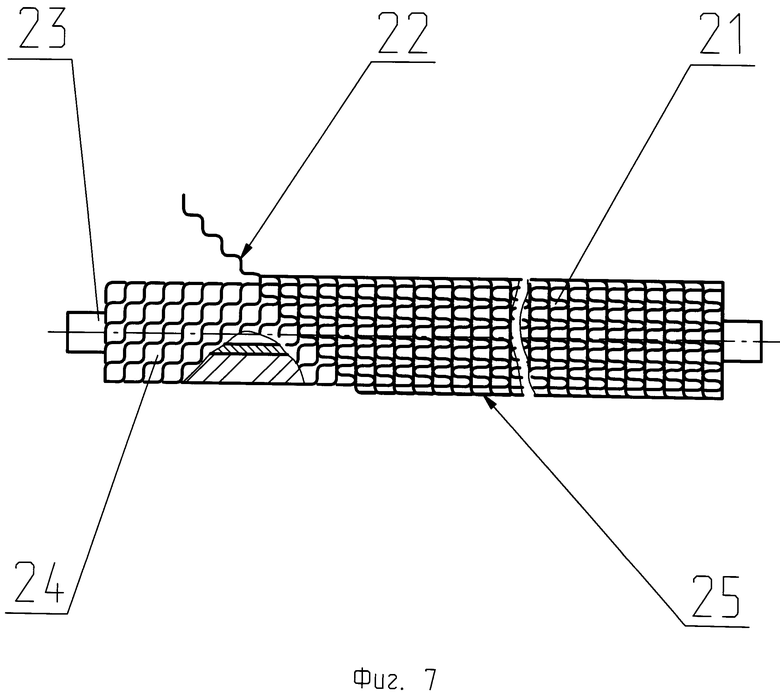
на фиг.7 показано формирование заготовки из растянутой проволочной спирали;
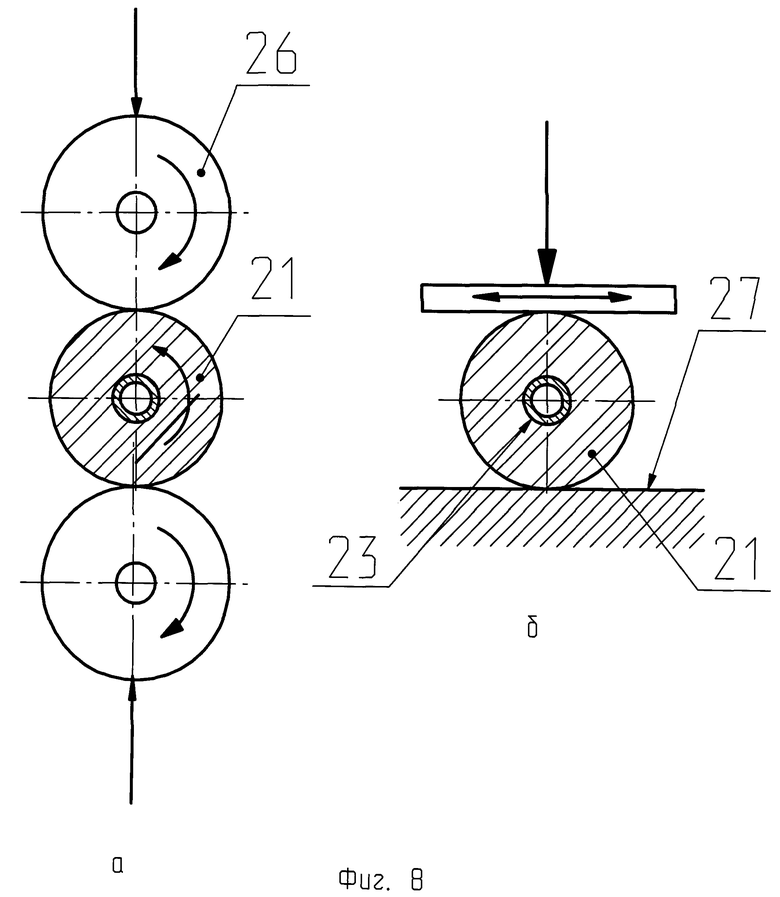
на фиг.8 схематично показана предварительная опрессовка заготовки прокаткой а) роликом б) по твердой ровной плоской поверхности с постоянным усилием;
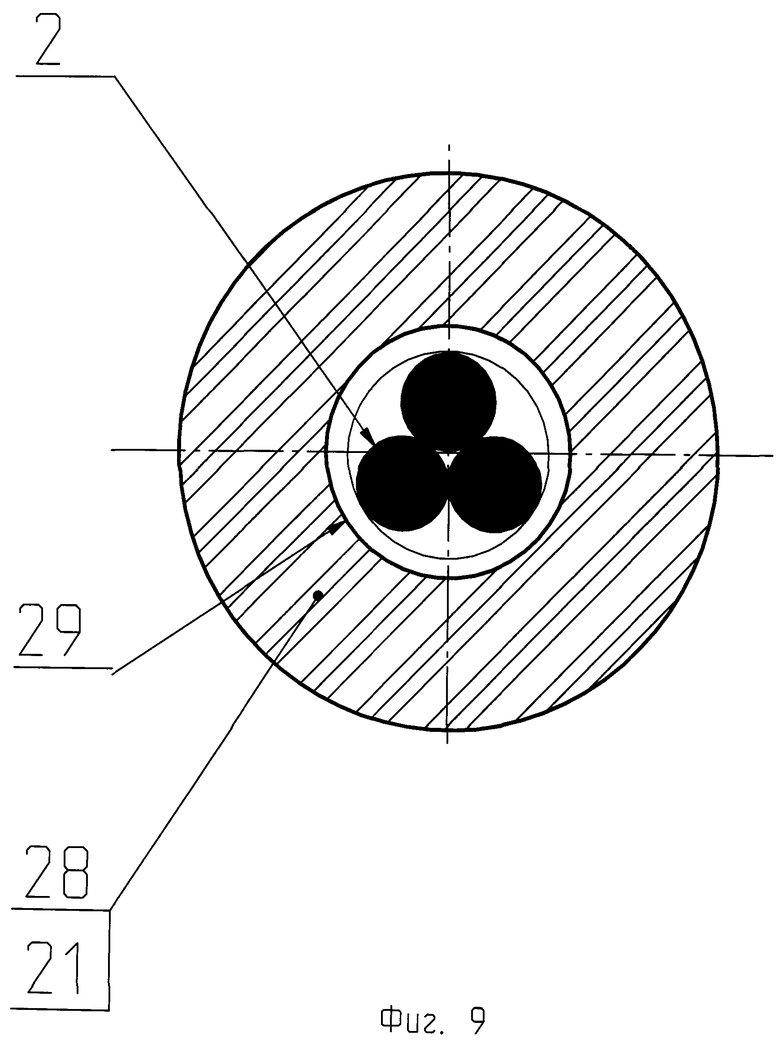
на фиг.9 изображено поперечное сечение заготовки, одетой на пружину;
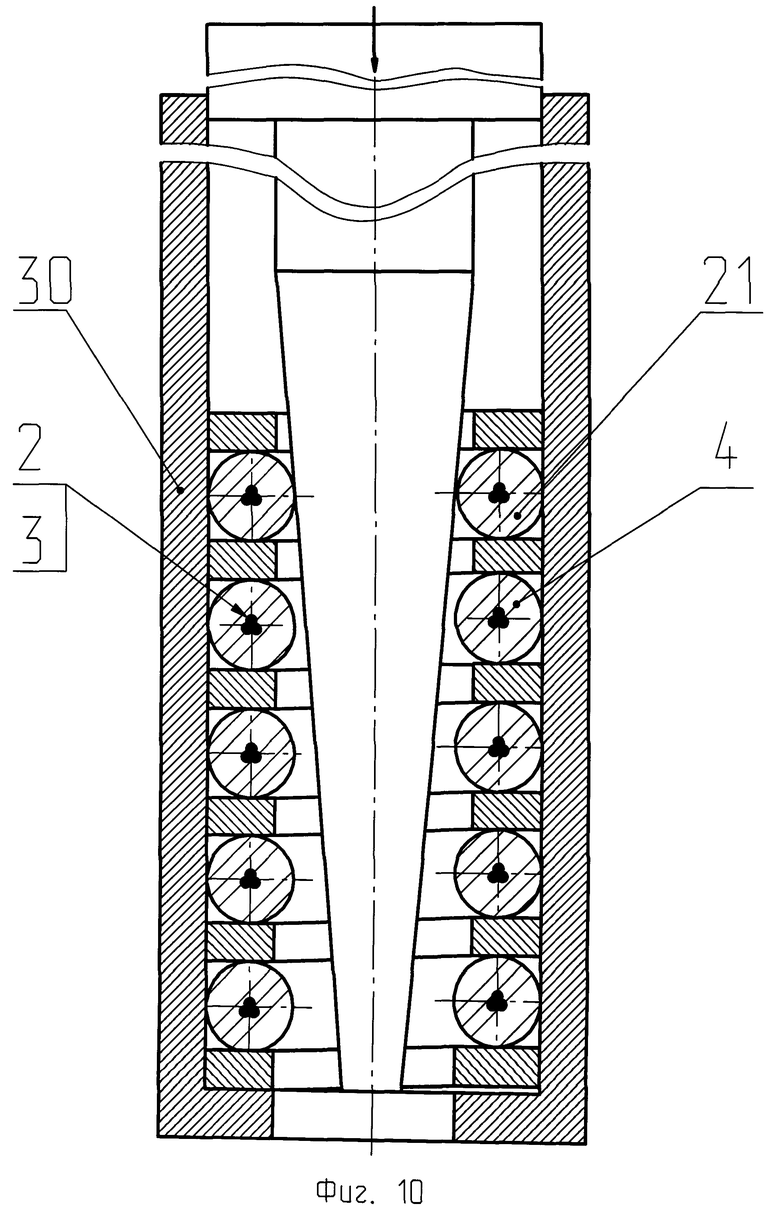
на фиг.10 показана окончательная опрессовка заготовки и закрепление ее с натягом на спирали пружины в специальном приспособлении (окончательное образование оболочки из материала MP у витков спиральной пружины);
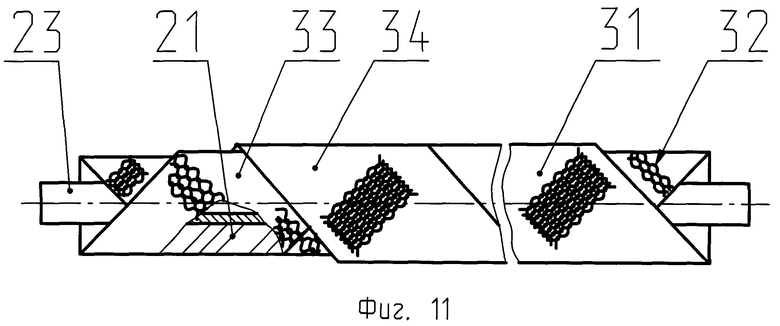
на фиг.11 показано формирование заготовки из плетеной сетки.
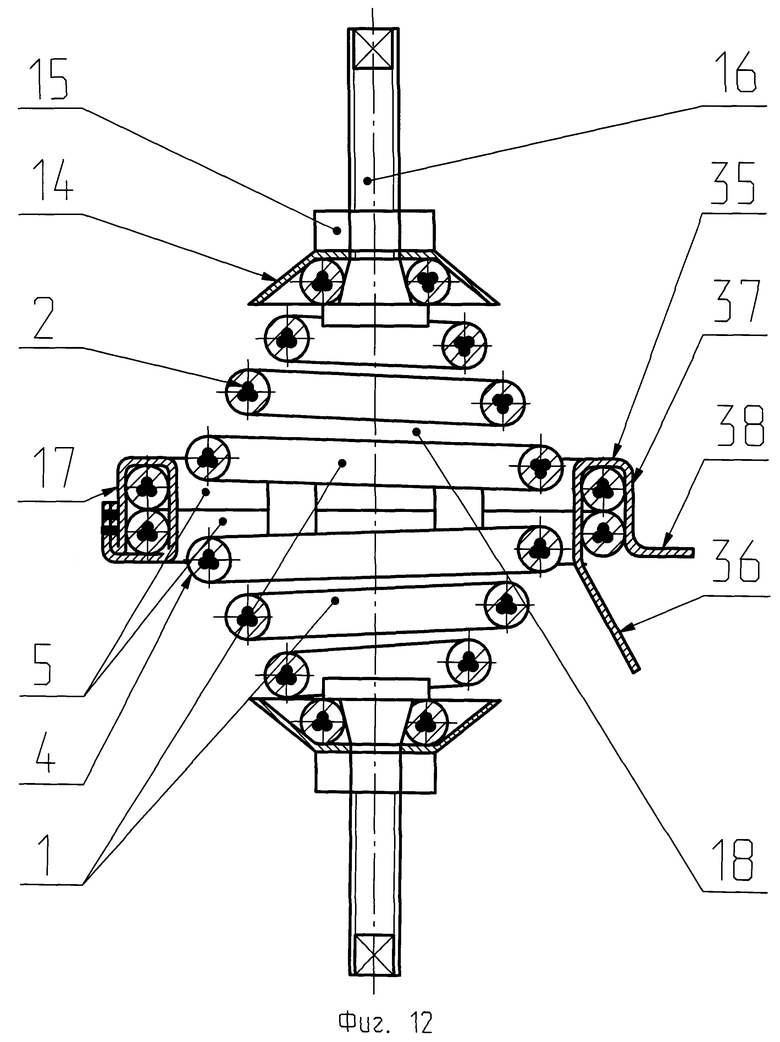
Сборка виброизолятора (фиг.4) пояснена на фиг.12, где показана установка заготовок хомутов на опорные витки конических пружин.
Предлагаемый виброизлятор с большим рабочим ходом (см. фиг.1) содержит упругогистерезисный элемент 1, выполненный в виде цилиндрической или конической спиральной пружины сжатия 2, свитой из трех или более проволок - жил 3, на которую с натягом напрессована оболочка 4 из проволочного материала MP («Металлорезины»).
Проволоки 3 могут быть из пружинной, каленой стали с антикоррозионным покрытием, либо из закаливаемой нержавеющей стали, либо может быть применена нагартованная проволока из нержавеющей стали.
Оболочка 4 выполняется из нагартованной проволоки из нержавеющей стали.
Оболочка 4 может отдельно охватывать каждый виток пружины 2 (всю длину спирали пружины) или же опорные витки 5 пружины 2 могут быть свободными от оболочки, например см. фиг.5.
Поперечное сечение витков пружины в оболочке (см. фиг.2) имеет круглую, овальную или прямоугольную форму со скругленными или нескругленными углами.
Упругогистерезисный элемент 1 (см. фиг.1), выполненный в виде цилиндрической или конической пружины, может применяться как амортизирующий и демпфирующий элемент в различных конструкциях и использоваться для подвески приборов и агрегатов.
Пружины 2 могут быть свиты из трех жил 3 и более не плотно таким образом, что между проволоками (жилами) остается зазор, полностью выбираемый при упругом сдавливании витков жил напрессованной на них оболочкой 4, прижимающей жилы 3 друг к другу распределенной нагрузкой, созданной упругой деформацией оболочки 4.
Пружина 2 в оболочке 4 также может использоваться в качестве упругогистерезисного элемента 1 (см. фиг.3) виброизолятора, в конструкцию которого в этом случае входят крепежные детали, которые крепят пружину и виброизолятор к прибору или платформе.
Возможно различное конструктивное исполнение этих деталей виброизолятора. У показанного на фиг.3 виброизолятора крепежные детали выполнены в виде опор 6 и 7, в которых упругогистерезисный элемент 1 (пружина) закреплен ввинчиванием по резьбе и законтрен от отворачивания вмятиями 8 стенок 9 опор.
В верхней опоре 6 закреплена шпилька 10, контрящаяся гайкой 11, которой виброизолятор крепится к прибору (на фиг.3 не показан). Нижняя опора 7 имеет фланец 12, через отверстия 13 в котором виброизолятор болтами крепится к платформе (на фиг.3 крепление к платформе не показано).
Упругогистерезисный элемент 1 изготавливается предложенными способами, описанными ниже.
Кроме материала MP оболочка 4 может быть изготовлена из сетки, сплетенной из проволочных спиралей (см. второй предложенный способ изготовления упругогистерезисного элемента).
Предлагается также конструкция виброизолятора с большим рабочим ходом, упругогистерезисный элемент 1 (см. фиг.4) которого выполнен в виде поставленных друг на друга большими основаниями двух конических пружин 2, сплетенных из трех или более жил 3, все витки которой с натягом покрыты оболочкой 4, либо часть их так, что опорные первые витки 5 пружины 2 не покрыты оболочкой 4 (см. фиг.5). Оболочка 4 может быть изготовлена либо из материала MP, либо из сплетенной из проволочных спиралей сетки.
В центральные отверстия пружин с помощью шайбы 14 и гайки 15 закреплены болты 16, которыми виброизолятор крепится к прибору и платформе. Гайки 15 от отворачивания могут быть законтрены кернением по резьбе болта.
Друг к другу пружины 2 крепятся хомутами 17, распределенными по окружности. Диаметр опорных витков 5 выполнены таким, чтобы обеспечивался удобный монтаж хомутов 17. Порядок жесткого скрепления пружин хомутами описан ниже.
В случае, когда первые опорные витки 5 пружин 2 (см. фиг.5) не покрыты оболочкой 4, они могут быть жестко соединены друг с другом сваркой или пайкой твердым припоем.
В этом случае диаметр опорных витков 5 выполнен таким, чтобы было удобно их скрепить сваркой или пайкой.
Кроме того, во внутренней полости 18 виброизолятора (см. фиг.6) могут быть дополнительно установлены большими основаниями друг на друга две конические спиральные пружины 19, опорные витки 20 которых сварены друг с другом.
Меньшим основанием эти пружины жестко скреплены со своей основной пружиной 2 тем же болтом 16, которым виброизолятор крепится к прибору или платформе, шайбой 14 и гайкой 15.
Число витков и шаг пружин 19 подобраны так, чтобы их наибольший ход был не меньше наибольшего хода основных пружин 2. Диаметр опорных витков 20 выполнен таким, чтобы обеспечивалось удобство сварки этих витков.
Кроме того, конические пружины 19 могут быть выполнены с существенно большей податливостью, чем пружины 2, и установлены в виброизолятор с натягом, уравновешивающим полностью или частично силу веса виброизолируемого объекта, приходящуюся на этот виброизолятор.
Предлагаемый способ изготовления упругогистерезисных элементов (см. фиг.7) состоит в том, что заготовка 21 формируется наматыванием отрезков спирали 22, растянутой до шага, равного ее диаметру, на центральный стержень 23 круглого поперечного сечения под углом 45° и -45° к оси стержня и под углом 90° в соседних слоях 24 и 25 намотки.
Предварительно опрессовывают заготовку 21, не снимая со стержня 23 прокаткой роликами 26 (см. фиг.8а) или прокаткой с постоянным усилием прижатия по твердой плоской поверхности 27 (см. фиг.8б) так, чтобы получилась заготовка в виде пустотелого, неразностенного цилиндра 28 (см. фиг.9) с центральным отверстием 29 с диаметром, большим диаметра окружности, описанной вокруг нормального поперечного сечения проволок спирали пружины 2, причем таким, чтобы обеспечивалась возможность надевания заготовки 21 на спираль пружины 2, и с наружным диаметром заготовки 21, обеспечивающим возможность окончательного прессования заготовки.
Снимают сформированную заготовку 21 с центрального стержня 23 (см. фиг.7) и одевают на спираль пружины 2 и окончательно опрессовывают в специальном приспособлении 30 (см. фиг.10) до получения требуемых параметров у оболочки 4 из проволочного материала MP и требуемого натяга между оболочкой 4 и спиралью пружины 2 и между жилами 3 пружины 2.
Кроме того, цилиндрическая заготовка 21 (см. фиг.11) может формироваться наматыванием на центральный стержень 23 полос 31 сетки (или непрерывной полосы 31 сетки), сплетенной из проволочных спиралей 32, изготовленных с шагом, равным диаметру спирали, причем оси спиралей 32 в полосе 31 сетки расположены под углом 90° к длинной стороне полосы, а сами полосы 31 (или полосу 34) наматывают на центральный стержень 23 с углом подъема 45° и -45° так, что в соседних слоях 33 и 34 сетки, укладываемых друг на друга, оси спиралей 32 расположены под углом 90° друг к другу.
Дальнейшее изготовление упругогистерезисных элементов этим способом аналогично предыдущему способу.
Кроме того, пружину 2 (см. фиг.1), свитую из трех или более жил 3, изготавливают с увеличенным шагом спирали и после закрепления на ней оболочки 4 из проволочного материала пружину осаживают в осевом направлении до посадки витков пружины друг на друга и затем убирают сжимающую нагрузку, причем первоначальный шаг спирали выбирают таким образом, чтобы после снятия сжимающей нагрузки получился требуемый шаг спирали пружины.
Кроме того, заготовку оболочки упругогистерезисного элемента (не показано) выполняют из нескольких пустотелых цилиндров и надевают их встык на пружину.
Сборку предлагаемого виброизолятора (фиг.3) выполняют следующим образом.
На изготовленный предложенным способом (фиг.7, 8, 9, 10) или способом (фиг.11) упругогистерезисный элемент 1 навинчивают опоры 6 и 7 (см. фиг.3) и вмятиями 8 стенок 9 опор, распределенными по окружности опор, контрят упругогистерезисный элемент 1 от отворачивания. С натягом вворачивают шпильку 10 в опору 6 и контрят ее гайкой 11, которая в свою очередь может контриться кернением.
Сборку виброизолятора (фиг.4) выполняют следующим образом.
На изготовленные способом (фиг.7, 8, 9, 10) или способом (фиг.11) упругогистерезисные элементы, выполненные в виде конических пружин 2, витки которых с натягом размещены внутри оболочки 4 из проволочного материала, закрепляют крепежные детали - болты 16, шайбы 14 и гайки 15 и контрят гайки 15 кернением. Устанавливают упругогистерезисные элементы друг на друга большими основаниями и жестко скрепляют хомутами 17 (см. фиг.12). Для чего плотно надевают на опорные витки 5 заготовки 35 хомутов 17, выполненные из мягкой стали, распределяя их по окружности основания.
Заготовки 35 хомутов 17 выполнены в виде крючка с отогнутым от оси конуса пружин концом 36 и головкой 37, изогнутой по форме опорных витков 5 пружин, и лепестком 38. Размеры головки 37 и конца 36 выполнены такими, чтобы головка 37 при постановке заготовки 35 на опорные витки 5 плотно садилась на них, а конец 36 вышел наружу из внутренней полости 18 виброизолятора.
Загибают свободные концы 36 заготовок 35 хомутов 17 на опорный виток 5 так, чтобы готовый хомут 17 плотно охватывал опорные витки 5 и конец 36 плотно прижался к лепестку 38 и сваривают их точечной сваркой и отгибают на хомут.
Сборка виброизолятора (фиг.4) отличается только тем, что опорные витки 5 упругогистерезисных элементов 1, непокрытые оболочкой 4, скрепляют сваркой или пайкой твердым припоем.
Сборка виброизолятора (фиг.6) отличается от описанных выше только тем, что вначале сборки на дополнительных конических пружинах 19 закрепляют болты 16 технологическими гайками и сваривают опорные витки 20 этих пружин друг с другом. Свинчивают технологические гайки. На болты 16 надевают упругогистерезисные элементы и скрепляют их с дополнительными пружинами 19 шайбами 14 и гайками 15. Гайки 15 контрят либо контргайками, либо кернением. Жестко скрепляют упругогистерезисные элементы хомутами 17.
Виброизоляторы работают следующим образом. При нагружении их динамической силой в зарезонансной зоне они работают как виброизоляторы, а в резонансных зонах или при их прохождении снижают амплитуду колебаний установленных на них приборов за счет затрачивания энергии колебаний или кинетической энергии удара на работу сил сухого трения при взаимных проскальзываниях витков проволочного материала и жил спиральных пружин друг по другу и оболочке.
Предлагаемые виброизоляторы обладают следующими положительными качествами и преимуществами.
Как прототип и аналог они цельнометаллические и могут применяться в космосе, в агрессивной среде и повышенной температуре до 500°C, когда у проволоки из нержавеющей стали пропадает нагартовка.
Они могут применяться и при существенно большей температуре, если проволочный материал изготавливается из проволоки из более тугоплавкой стали, металла или сплава.
Предлагаемые виброизляторы обладают хорошими упругогистерезисными свойствами при их нагружении по всем шести степеням свободы, высокой несущей способностью и прочностью, в том числе и на разрыв, ничем не уступающими виброизоляторам ДКУ.
Они не нуждаются в противоударной подушке из материала MP как прототип, так как при сильном осевом ударе витки пружин садятся друг на друга и оболочка витков играет роль противоударной подушки.
Они обладают рабочим ходом, большим, чем у виброизоляторов ДКУ, у которых сложно конструктивно выполнить такой же рабочий ход.
У виброизолятора (фиг.4) этот ход удваивается.
Упругогистерезисные характеристики предлагаемого виброизлятора с дополнительными коническими пружинами существенно лучше известного аналога (см. Лазуткин Г.В. Совершенствование конструкций и методов расчета виброизоляторов на основе проволочного волокнового материала/ В.А.Антипов, А.Л.Рябков. - Самара.: Самарский государственный университет путей сообщения. 2008. - 200 с.), так как у предлагаемого виброизлятора конические пружины в отличие от аналога жестко соединены основаниями друг с другом и одинаково хорошо работают на сжатие и растяжение.
Упругогистерезисные характеристики предлагаемых виброизляторов будут достаточно стабильными в эксплуатации вследствие невозможности сползания оболочки по спирали пружины и стабильности натяга между оболочкой и жилами пружины и между жилами пружины, обеспечиваемой упругими деформациями сдавливания витков жил пружины, возникшими при напрессовании на них оболочки.
Заметим, что наличие натяга между этими элементами позволяет получить высокие демпфирующие свойства у этих устройств, которые по нашим приблизительным оценкам могут быть не ниже, чем у виброизляторов ДКУ.
Упругогистерезисные, противоударные и прочностные свойства предлагаемых виброизоляторов могут меняться в широких пределах за счет изменения параметров пружин, плотности свивки их жил и параметров оболочки из проволочного материала. У предлагаемых конструкций виброизоляторов оболочка может изготавливаться из проволочного материала не только с плотностью, обычно применяемой у виброизоляторов из материала MP 0,1÷0,2 г/см3, но и с большей плотностью 0,25÷0,3 г/см3 и более.
На базе теории подобия, эксперимента и метода конечных элементов может быть создана математическая модель этих виброизоляторов, пригодная для определения расчетным путем их оптимальных конструктивных параметров.
Конструкция этих виброизоляторов существенно проще, чем у виброизоляторов ДКУ.
Упругогистерезисный элемент, выполненный в виде трехжильной спиральной пружины в оболочке из проволочного материала, может применяться самостоятельно в тех устройствах, где нужна пружина с высокими упругими, демпфирующими, виброизолирующими и противоударными свойствами.
В конструкции предлагаемых виброизоляторов с минимальными переделками могут быть применены стандартные трехжильные цилиндрические и конические пружины сжатия, серийно выпускаемые промышленностью, что удешевит производство виброизоляторов.
Простота конструкции и сборки предлагаемых виброизоляторов и применение предложенных способов изготовления их упругогистерезисных элементов позволяет при наличии нужного технологического оборудования очень существенно сократить объем ручного труда, затрачиваемый на их изготовление, и следовательно, добиться хорошего показателя «цена - качество» и добиться высокой конкурентноспособности предлагаемых виброизоляторов на рынке и расширить область их применения.
Предлагаемые способы изготовления упругогистерезисных элементов и позволяют успешно решить задачу полной или почти полной автоматизации их изготовления.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЦЕЛЬНОМЕТАЛЛИЧЕСКИЙ ВИБРОИЗОЛЯТОР "ПУСТОТЕЛЫЙ ГОЛЫШ" (ЦВПГ) (ВАРИАНТЫ) И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2534850C2 |
| Виброизолятор "двойной колокольчик" (варианты) и способ изготовления его упругогистерезисных элементов из проволочного материала | 2015 |
|
RU2626787C2 |
| ВИБРОИЗОЛЯТОР ТРОСОВЫЙ КРЕСТООБРАЗНЫЙ С КОНИЧЕСКИМИ ПРУЖИНАМИ | 2012 |
|
RU2522767C1 |
| БАМПЕРНОЕ ЗАЩИТНОЕ УСТРОЙСТВО ДЛЯ ГРУЗОВЫХ АВТОМОБИЛЕЙ И АВТОБУСОВ СПОСОБ ИЗГОТОВЛЕНИЯ УПРУГОГИСТЕРЕЗИСНЫХ ЭЛЕМЕНТОВ ИЗ ПРОВОЛОЧНОГО МАТЕРИАЛА | 2012 |
|
RU2521866C2 |
| Цельнометаллический виброизолятор "Волчок", способ изготовления его упругогистерезисных элементов | 2015 |
|
RU2653927C2 |
| БУФЕР ДЛЯ МОСТОВОГО КРАНА | 2012 |
|
RU2541554C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПУСТОТЕЛОГО ВИБРОИЗОЛЯТОРА | 2019 |
|
RU2745594C2 |
| Цельнометаллический виброизолятор средней грузоподъемности и способ его изготовления | 2015 |
|
RU2658251C2 |
| ВИБРОИЗОЛЯТОР БОЛЬШОЙ ГРУЗОПОДЪЕМНОСТИ РАЗГРУЖЕННЫЙ (ВБГР) | 2012 |
|
RU2506475C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПРУГОГИСТЕРЕЗИСНЫХ ЭЛЕМЕНТОВ ИЗ ПРОВОЛОЧНОГО МАТЕРИАЛА | 2013 |
|
RU2551337C2 |
Группа изобретений относится к машиностроению. Виброизолятор содержит крепежные детали и цилиндрическую или коническую спиральную пружину сжатия, свитую из трех или более жил. Спиральная пружина с натягом по ее виткам жестко закреплена в оболочке из проволочного материала металлорезины. Опорные витки пружины оставлены свободными. Оболочка в поперечном сечении может быть круглой, овальной, прямоугольной со скругленными и не скругленными углами. Размеры поперечного сечения витка пружины в оболочке и шаг пружины таковы, что между соседними витками имеется требуемый зазор. Способ изготовления упругогистерезисных элементов содержит следующие этапы. Заготовку формируют наматыванием отрезков растянутой спирали на центральный стержень и предварительным опрессовыванием ее на центральном стержне в радиальных направлениях. Сформированную заготовку снимают с центрального стержня, надевают на спираль пружины и окончательно опрессовывают в специальной пресс-форме до получения требуемых параметров у оболочки. Достигается упрощение конструкции и технологии изготовления, а также повышение несущей способности и прочности виброизолятора. 2 н. и 9 з.п. ф-лы, 12 ил.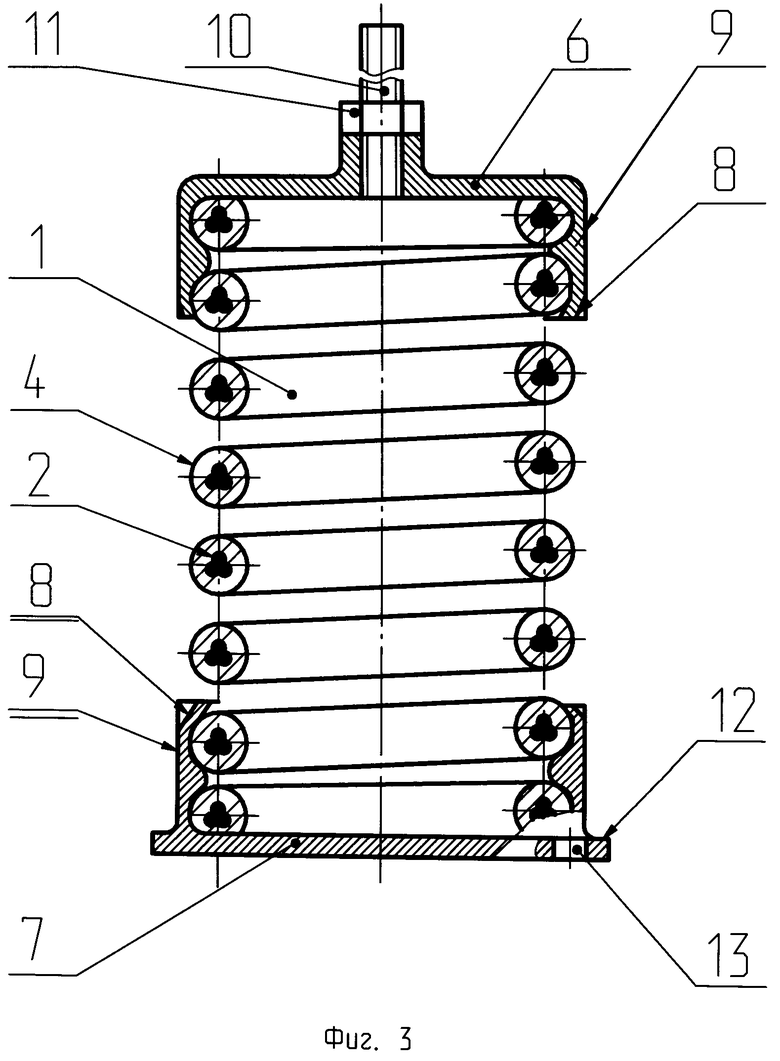
1. Виброизолятор с большим рабочим ходом, содержащий крепежные детали и цилиндрическую или коническую спиральную пружину сжатия, свитую из трех или более жил, выполненных из каленой проволоки из пружинной стали с антикоррозионным покрытием, или закаливаемой нержавеющей стали, или нагартованной проволоки из нержавеющей стали, отличающийся тем, что спиральная пружина с натягом по ее виткам жестко закреплена в оболочке из проволочного материала металлорезины, охватывающей отдельно либо каждый виток пружины, либо только витки средней рабочей части пружины таким образом, что опорные витки пружины оставлены свободными, причем оболочка в поперечном сечении может быть круглой, овальной, прямоугольной со скругленными и нескругленными углами, и размеры поперечного сечения витка пружины в оболочке и шаг пружины таковы, что между соседними рабочими витками, рабочими и опорными витками имеется требуемый зазор.
2. Виброизолятор с большим рабочим ходом по п.1, отличающийся тем, что пружины свиты из трех жил и более не плотно, таким образом, что между проволоками остается зазор, полностью выбираемый при упругом сдавливании витков жил напрессованной на них оболочкой, прижимающей жилы друг к другу распределенной нагрузкой, созданной упругой деформацией оболочки.
3. Виброизолятор с большим рабочим ходом по п.2, отличающийся тем, что изготовлен в виде двух конических трехжильных пружин или пружин с большим количеством жил, также закрепленных внутри оболочки из проволочного материала металлорезины, с закрепленным в центральном отверстии каждой пружины с помощью шайбы и гайки болтом для крепления виброизолятора к прибору или платформе, установленных большими основаниями друг на друга и жестко соединенных с помощью металлических хомутов, распределенных по окружности основания, причем лепестки хомута сварены друг с другом и могут быть отогнуты к опорным виткам пружин, а диаметр опорных витков выполнен таким, чтобы обеспечивался удобный монтаж хомутов на упругогистерезисные элементы виброизолятора.
4. Виброизолятор с большим рабочим ходом по п.3, отличающийся тем, что не покрытые оболочкой опорные витки конических пружин соединены сваркой или пайкой твердым припоем, а диаметр опорных витков выбран таким, чтобы сварку или пайку было удобно произвести.
5. Виброизолятор с большим рабочим ходом по п.4, отличающийся тем, что оболочка пружины виброизолятора выполнена прессованием заготовки, сформированной из полос сетки, сплетенной из спиралей, свитых из нагартованной проволоки из нержавеющей стали с шагом, равным диаметру спирали, причем оси спиралей в соседних полосах сетки расположены под 90° друг к другу и под 45° и -45° к длинной стороне полосы сетки.
6. Виброизолятор с большим рабочим ходом по п.5, отличающийся тем, что в его внутренней полости дополнительно установлены большими основаниями друг на друга две конические пружины, опорные витки которых сварены друг с другом точечной сваркой, а меньшими основаниями эти пружины жестко скреплены каждая со своей основной конической пружиной тем же болтом, которым виброизолятор крепится к прибору или платформе, шайбой и гайкой, а число витков, шаг спирали этих пружин выбраны так, чтобы их наибольший ход был не меньше наибольшего хода основных конических пружин.
7. Виброизолятор с большим рабочим ходом по п.6, отличающийся тем, что конические пружины второй пары выполнены с существенно большей податливостью, чем пружины первой пары, и установлены в виброизолятор с натягом, уравновешивающим полностью или частично силу веса виброизолируемого объекта, приходящуюся на этот виброизолятор.
8. Способ изготовления упругогистерезисных элементов, содержащий формирование заготовки из спирали, растянутой до шага, равного ее диаметру, предварительную опрессовку заготовки, сборку всех элементов - заготовок в заготовку упругогистерезисного элемента и изготовление упругогистерезисного элемента окончательным прессованием этой заготовки, отличается тем, что заготовку формируют наматыванием отрезков растянутой спирали на центральный стержень круглого поперечного сечения под углом 45° и -45° к оси стержня и под углом 90° в соседних слоях намотки и формируют заготовку предварительным опрессовыванием ее на центральном стержне в радиальных направлениях прокаткой ее с постоянным усилием по жесткой плоскости, либо роликами так, чтобы заготовка получилась в виде пустотелого цилиндра с центральным отверстием с диаметром, большим диаметра окружности, описанной вокруг нормального поперечного сечения проволок спирали пружины, причем таким, чтобы обеспечивалась возможность свободного надевания заготовки на спираль пружины, и с наружным диаметром, обеспечивающим возможность окончательного прессования заготовки, снимают сформированную заготовку с центрального стержня и надевают на спираль пружины, и окончательно опрессовывают в специальной пресс-форме до получения требуемых параметров у оболочки из проволочного материала и требуемого натяга между оболочкой и спиралью пружины и между жилами пружины.
9. Способ изготовления упругогистерезисных элементов по п.8, отличающийся тем, что цилиндрическую заготовку наматывают из полос сетки или непрерывной полосы сетки, сплетенной из проволочных спиралей, выполненных с шагом, равным диаметру спирали, причем оси спиралей в сетке расположены под углом 90° к длинной стороне полосы, а сами полосы или полосу наматывают на центральный стержень с углом подъема 45° и -45° так, что в соседних слоях сетки, укладываемых друг на друга, оси спиралей расположены под углом 90° друг к другу.
10. Способ изготовления упругогистерезисных элементов по п.9, отличающийся тем, что пружину изготавливают с увеличенным шагом спирали и после закрепления на ней оболочки из проволочного материала пружину осаживают в осевом направлении до посадки витков пружины друг на друга и затем убирают сжимающую нагрузку, причем первоначальный шаг спирали выбирают таким образом, чтобы после снятия сжимающей нагрузки получился требуемый шаг спирали пружины.
11. Способ изготовления упругогистерезисных элементов по п.10, отличающийся тем, что заготовку выполняют из нескольких пустотелых цилиндров и надевают их встык на пружину.
| Орлов П.И | |||
| Основы конструирования: справочно-методич | |||
| пособие | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Под ред | |||
| П.Н.Учаева | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| - М.: Машиностроение, 1988 | |||
| Стрелочный замыкатель | 1922 |
|
SU544A1 |
| Редукционный или предохранительный клапан с диафрагмой, нагруженной пружиной или грузом | 1925 |
|
SU516A1 |
| Водотрубный котел для центрального отопления | 1923 |
|
SU902A1 |
| Машина для изготовления ведер из волокнистых материалов способом вакуумной отливки | 1944 |
|
SU73046A1 |
| DE 19626754 A1, 08.01.1998 | |||
| Приспособление для суммирования отрезков прямых линий | 1923 |
|
SU2010A1 |

