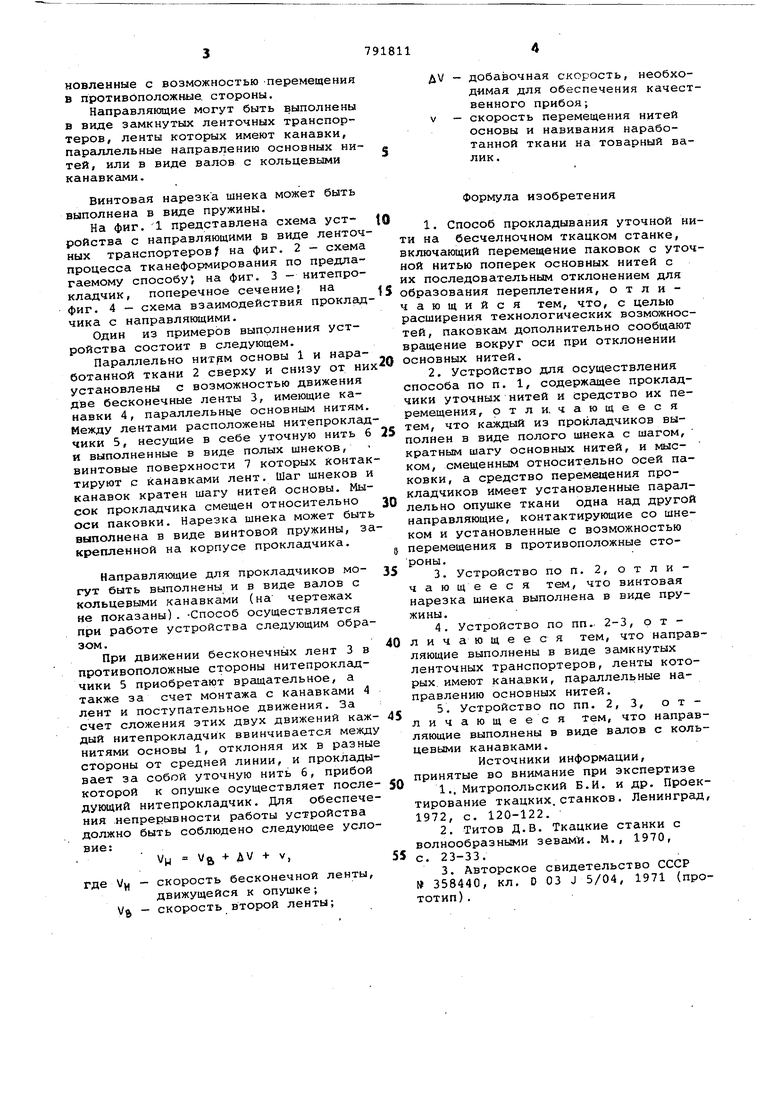
новленные с возможностью перемещения в противоположные, стороны. Направляющие могут быть выполнены в виде замкнутых ленточных транспортеров, ленты которых имеют канавки, параллельные направлению основных ни тей, или в виде валов с кольцевыми канавками. Винтовая нарезка шнека может быть выполнена в виде пружины. На фиг. 1 представлена схема устройства с направляющими в виде ленточ ных транспортеров на фиг. 2 - схема процесса тканефо я ирования по предлагаемому способу, на фиг. 3 - нитепрокладчик, поперечное сечение} на фиг. 4 - схема взаимодействия проклад чика с направляющими. Один из примеров выполнения устройства состоит в следующем. Параллельно нитрм основы 1 и ваработанной ткани 2 сверху и снизу от ни установлены с возможностью движения две бесконечные ленты 3, имеющие канавки 4, параллельное основным нитям Между лентами расположены нитепроклад чики 5, несущие в себе уточную нить 6 и выполненные в виде полых шнеков, винтовые поверхности 7 которых контак тируют с канавками лент. Шаг шнеков и канавок кратен шагу нитей основы. Мы сок прокладчика смещен относительно оси паковки. Нарезка шнека может быт выполнена в виде винтовой пружины, за крепленной на корпусе прокладчика. Направляющие для прокладчиков могут быть выполнены и в виде валов с кольцевыми канавками (на чертежах не показаны). -Способ осуществляется при работе устройства следующим образом. При движении бесконечных лент 3 в противоположные стороны нитепрокладчики 5 приобретают вращательное, а также за счет монтажа с канавками 4 лент и поступательное движения. За счет сложения этих двух движений каждый нитепрокладчик ввинчивается между нитями основы 1, отклоняя их в разные стороны от средней линии, и прокладывает за собой уточную нить б, прибой которой к опушке осуществляет последующий нитепрокладчик. Для обеспечения .непрерывности работы устройства должно быть соблюдено следующее условие:VP VB + AV + V, где V - скорость бесконечной ленты, движущейся к опушке; Vft - скорость второй ленты; ДУ - добавочная скорость, необходимая для обеспечения качественного прибоя; V - скорость перемещения нитей основы и навивания наработанной ткани на товарный валик. Формула изобретения 1.Способ прокладывания уточной нити на бесчелночном ткацком станке, включающий перемещение паковок с уточной нитью поперек основных нитей с их последовательным отклонением для образования переплетения, отличающийся тем, что, с целью расширения технологических возможностей, паковкам дополнительно сообщают вращение вокруг оси при отклонении основных нитей. 2.Устройство для осуществления способа по п. 1, содержащее прокладчики уточных нитей и средство их перемещения, отл и. чающееся тем, что каждый из прокладчиков выполнен в виде полого шнека с шагом, кратным шагу основных нитей, и мыском, смещенным относительно осей паковки, а средство перемещения прокладчиков имеет установленные параллельно опушке ткани одна над другой направляющие, контактирующие со шнеком и установленные с возможностью перемещения в противоположные стороны. 3.Устройство по п. 2, отличаю щеес я тем, что винтовая нарезка шнека выполнена в виде пружины. 4.Устройство по пп. 2-3, отличающееся тем, что направляющие выполнены в виде замкнутых ленточных транспортеров, ленты которых, имеют канавки, параллельные направлению основных нитей. 5.Устройство по пп. 2, 3, о т л и ч ающе ее я тем, что направляющие выполнены в виде валов с кольцевыми канавками. Источники информации, принятые во внимание при экспертизе 1., Митропольский Б.И. и др. ПрОектирование ткацких.станков. Ленинград, 1972, с. 120-122. 2.Титов Д.В. Ткацкие станки с волнообразными зевами. М., 1970, с. 23-33. 3.Авторское свидетельство СССР 358440, кл. D 03 J 5/04, 1971 (прототип) .
.z