(54) СПОСОБ ИСПРАВЛЕНИЯ КОРПУСА ВРАЩАЮЩЕЙСЯ ПЕЧИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ установки многоопорной вращающейся оболочки | 1986 |
|
SU1381314A1 |
| СПОСОБ ОБЕСПЕЧЕНИЯ ПРЯМОЛИНЕЙНОСТИ ОСИ ВРАЩАЮЩЕЙСЯ ПЕЧИ | 2011 |
|
RU2468322C1 |
| Способ установки корпуса вращающейся печи | 1987 |
|
SU1492199A1 |
| Способ выпрямления оси вращения печи | 1988 |
|
SU1560962A1 |
| Способ определения прямолинейности оси вращения вращающейся печи и прибор для его осуществления | 1980 |
|
SU928161A1 |
| Способ диагностирования вращающейся печи | 1985 |
|
SU1296810A1 |
| ИЗМЕРИТЕЛЬНОЕ УСТРОЙСТВО ДЛЯ "ГОРЯЧЕЙ ВЫВЕРКИ" ПОЛОЖЕНИЯ ОСИ ВРАЩАЮЩЕЙСЯ ПЕЧИ | 2014 |
|
RU2630995C2 |
| Способ диагностирования корпуса вращающейся печи | 1987 |
|
SU1418555A1 |
| Вращающаяся печь | 1986 |
|
SU1395919A2 |
| Вращающаяся печь | 1985 |
|
SU1278556A1 |
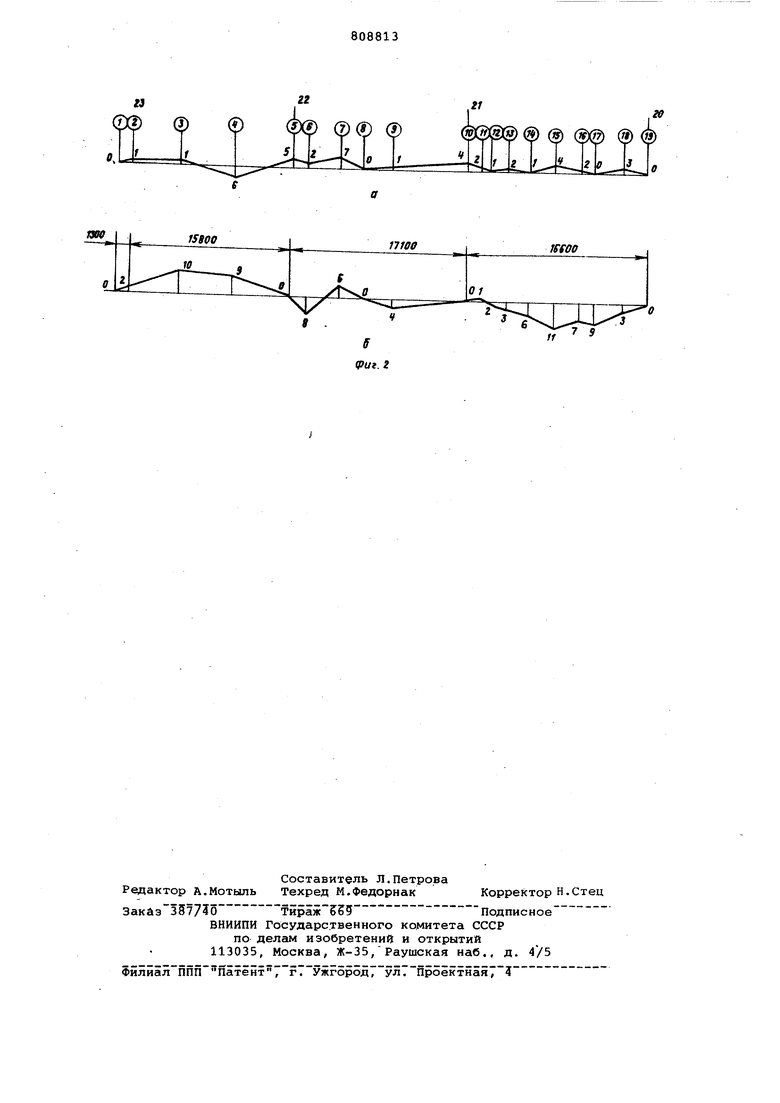
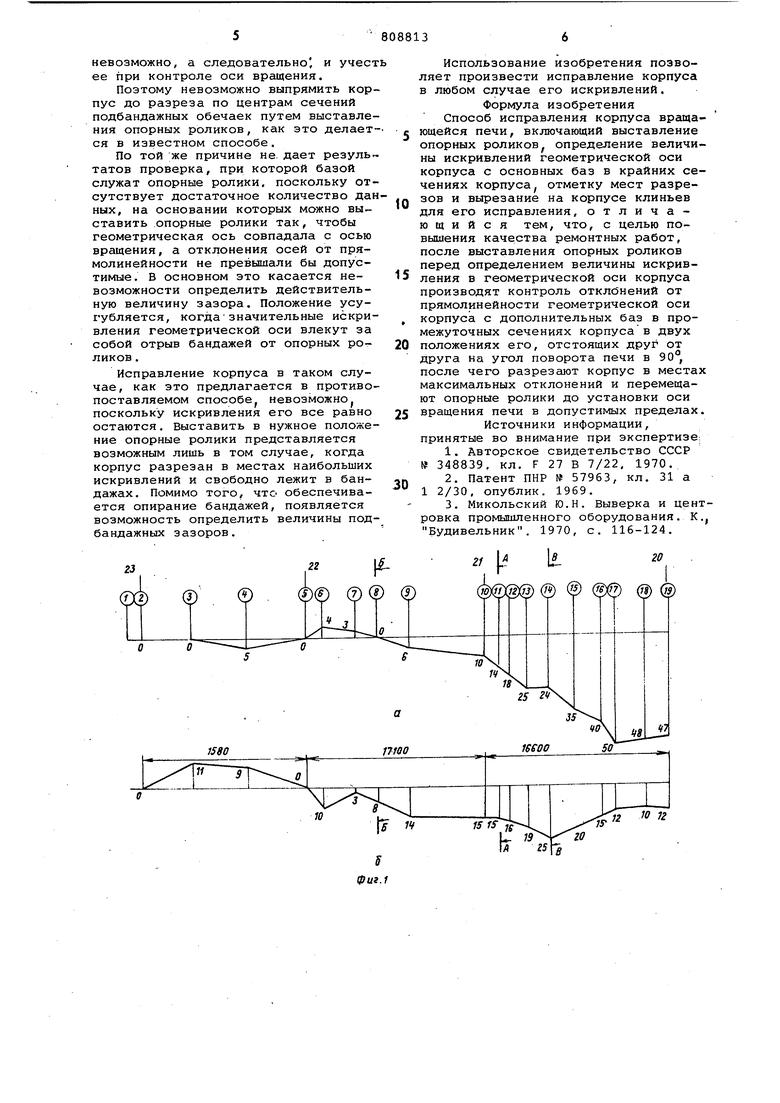
Изобретение ртносит-ся к отраслям промышленности, в которых используются обжиговые вращающиеся печи, в частности касается исправления их корпусов во время ремонта. Известен способ исправления корпуса обжиговой вращающейся печи, согласно которому деформированные участки корпуса печи подвергают рав номерному нагреву до температуры пластической деформации хотя бы в одном сечении i и 2. Однако если геометрическая ось корпуса не совпгшает с осью вращения печи, а последняя в свою очеред искривлена, исправить корпус в случае невозможно. Кроме того, исправление корпуса предлагается производить путем пере мещения опорных роликов, В этом слу чае возможны большие отличия в положении геометрической оси корпуса и оси вращения печи, что отрицатель но сказывается на работе агрегата. К тому же перемещение опорных роликов влечет за собой всего лишь пере мещение корпуса, а не его исправлен Наиболее близким по технической сущности и достигаемому эффекту к предлагаемому является способ испра вления корпуса вращающейся печи, заключающийся в выставлении опорных роликов таким образом, чтобы корпус выпрямился по центрам тяжести сечений подб,андажных обечаек в местах установки бандажей, определении величины искривлений геометрической оси корпуса с основных баз в крайних сечениях корпуса, отметке на корпусе мест разрезов и вырезании на корпусе клиньев для его исправления р. Недостатком описанного способа является низкое качество ремонтных работ из-за недостаточной точности исправления корпуса при нескольких искривлениях геометрической оси в различных осевых плоскостях. Причины этого недостатка следующие. Невозможно выпрямление корпуса по центрам тяжести сечений подбандажных обечаек в случае значительных искривлений геометрической оси корпуса. При перемещениях опорных роликов корпус перемещается, а исправления его за счет деформаций весьма незначительны, В случае противополжных направлений максимальных искривлений и силы веса корпуса величины перемещений центров сечений вследствие деформаций корпуса могут быть не выявлены во время проверки. Выбор крайни сечений корпуса в качестве базовых вносит значительную погрешность в измерения в случае.отрыва бандажей от роликов, а определенных разрезов оказывается недостаточно для испра-вления корпуса. Цель изобретения повышение качества ремонтных работ корпуса вращающейся печи. Указанная цель достигается тем, что в известном способе исправления корпуса вращающейся печи, заключающемся в выставлении опорных роликов определении величины искривления геометрической оси корпуса с основных баз в крайних сечениях корпуса, отметке мест разрезов и вырезании на корпусе клиньев для его исправления, после выставления опорных роли ков перед определением величины искривления в геометрической оси корпуса производят контроль отклонений от прям олинейности геометрической оси корпуса -с дополнительных баз в промежуточных сечениях корпуса в двух положениях его, отстоящих друг от друга на угол поворота печи в 90°, после чего разрезают корпус в местах максимальных отклонений и перемещают опорные ролики доустановки оси вращения печи в допустимых пределах, Далее меняют дополнительные базы кон троля геометрической оси и производя те же операции, что и предусмотрены известным способом. На фиг. 1 приведены графики откло нений от прямолинейности геометричес кой оси корпуса печи Сс« - в горизонтальной, f- в вертикальной плоскости) , полученные в результате пред варительного контроля с дополнительных баз; на фиг. 2 - графики отклонений после окончательного исправления корпуса (а - в гopизoнтaльнoЙ б - в вертикальной плоскости). Цифрами 1-19 обозначены проверяемые поперечные сечения корпуса. .Цифрами 20-23 обозначены сечения под бандажами по ходу материала в печи. Значительные искривления геометрической оси корпуса привели к тому что первый и второй бандажи периодически отрываются от опорных роликов во время вращения печи. Наибольшие отклонения в 10 раз (сечение 17) пре вышают допустимые отклонения оси от прямолинейности. В данном случае кор пус исправляют, таким образом. Выставляют опорные ролики, причем центры подбандажных сечений распблагают предположительно на прямой линии, затем до определения величин искривлений производят контроль отклонений от прямолинейности геометрической оси каопуса. с дополнительны баз (сечения 23 и 22 псд бандажами ) в двух положенйях корпуса, отстоящих друг .от друга на угол поворота печи в 90° (данные проверки изображены на фиг. 1), после чего разрезают корпус в месте максимальных отклонений (разрез А-А), перемещают опорные ролики до установки оси вращения печи в допустимых пределах (такая установка стала возможной, поскольку после разреза А-А бандажи 20 и 21 соприкасаютя с опорными роликами и стают известны величины подбандажных зазоров); еняют дополнительные базы (сечения 23 и 22 под бандажами) на основные (сечения 1 и 19). производят окончательный контроль геометрической оси корпуса, определяют величины ее искривлений, отмечают места разрезов (разрезы Б-Б и В-В) и вырезают на корпусе в местах разрезов клинья для его исправления. Преимуществом предлагаемого способа является более высокое по сравнению с существующими качество ремонтных работ по исправлению корпусов вращающихся печей. Доказательства этого преимущества состоят в доказательстве повышения точности исправления. Различия в отклонениях от прямолинейности геометрической оси корпуса и оси вращения печи являются результатом значительных искривлений геометрической оси у печей со свободной посадкой бандажей на корпус. Такая посадка применяется на всех вращающихся печах эксплуатируемых в СССР. Поэтому под осью вращения печи подразумевают линию, соединяющую центры сечений подбандажных обечаек , находящихся непосредственно под бандажами. Для контроля оси вращения центры сечений подбандажных обечаек смещают наружу печи за пределы корпуса и бандажей, где и проверяют их взаимное расположение с учетом зазора между внутренней поверхностью бандажа и наружной поверхностью подбандажных прокладок . При этом базами для проверки служат наружные поверхности бандажей. Под геометрической осью корпуса печи подразумевают линию, которая .соединяет последовательно расположенные центры поперечных сечений корпуса печи. Искривления геометрической оси корпуса контролируют внутри печи, совмещая визирную линию или луч лазера с центрами двух поперечных сечений. Поскольку бандажи не закреплены на корпусе, то в случае искривлений геометрической оси ось вреипения может не совпадать с нею, а данные контроля в этом случае не будут соответствовать действительному положению осей. Одной из причин этого является произвольное (в пределам зазора) положение корпуса в бандаже. При этом действительную величину зазора определить невозможно, а следовательно , и учес ее при контроле оси вращения. Поэтому невозможно выпрямить кор пус до разреза по центрам сечений подбандажных обечаек путем выставле ния опорных роликов, как это делает ся в известном способе, По той ;же причине не. дает резуль татов проверка, при которой базой служат опорные ролики, поскольку от сутствует достаточное количество да ных, на основании которых можно выставить опорные ролики так, чтобы геометрическая ось совпадала с осью вращения, а отклонения осей от прямолинейности не превышали бы допустимые. В основном это касается невозможности определить действительную величину зазора. Положение усугубляется, когдазначительные искривления геометрической оси влекут за собой отрыв бандажей от опорных роликов . Исправление корпуса в таком случае, как это предлагается в противо поставляемом способе невозможно поскольку искривления его все равно остаются, Выставить в нужное положение опорные ролики представляется возможным лишь в том случае, когда корпус разрезан в местах наибольших искривлений и свободно лежит в бандажах. Помимо того, что обеспечивается опирание бандажей, появляется возможность определить величины подбандажных зазоров.
гг
(f}(e.
1580
2/
тоо
ПЮО
П 0 12
jy
го
IS Использование изобретения позволяет произвести исправление корпуса в любом случае его искривлений. Формула изобретения Способ исправления корпуса вращающейся печи, включающий выставление опорных роликов определение величины искривлений геометрической оси корпуса с основных баз в крайних сечениях корпуса, отметку мест разрезов и вырезание на корпусе клиньев для его исправления, отличающийся тем, что, с целью повышения качества ремонтных работ, после выставления опорных роликов перед определением величины искривления в геометрической оси корпуса производят контроль отклонений от прямолинейности геометрической оси корпуса с дополнительных баз в промежуточных сечениях корпусав двух положениях его, отстоящих друг от друга на угол поворота печи в 90°, после чего разрезают корпус в местах максимальных отклонений и перемещают опорные ролики до установки оси вращения печи в допустимых пределах. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 348839, кл. F 27 В 7/22, 1970. 2.Патент ПНР № 57963, кл. 31 а 1 2/30, опублик. 1969. 3.Никольский Ю.Н. Выверка и центровка промышленного оборудования. К.. Будивельник. 1970, с. 116-124.
