(54) ИНДУКТОР ДЛЯ НАГРЕВА МЕТАЛЛИЧЕСКИХ
ЗАГОТОВОК ПОД ПЛАСТИЧЕСКУЮ ДЕФОРМАЦИЮ
катушкикаждой пары установлены паргшлельно друг другу на общей оси, с возможностью взаимного возвратнопоступательного перемещения и включены электрически встречно, а каждая из катушек намотана с переменным шагом, уменьшающимся по их ширине в направлении зазора.
Основная и корректирующая секции могут быть установлены с регулируемам зазором друг от друга.
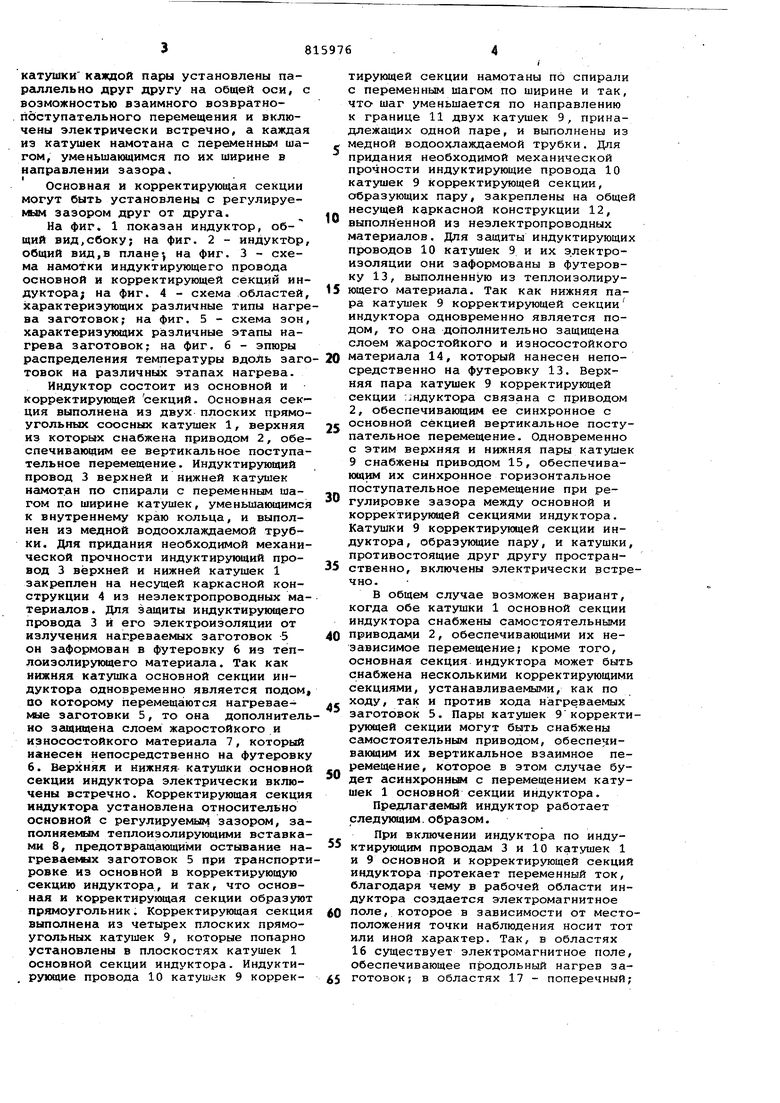
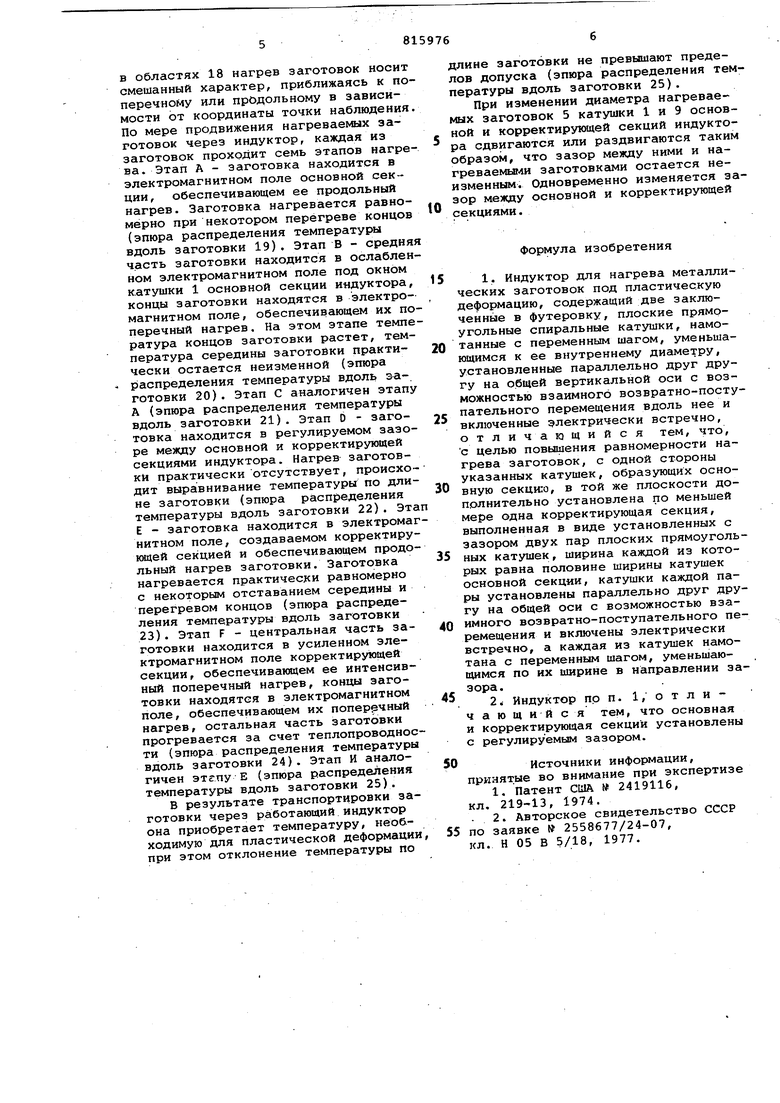
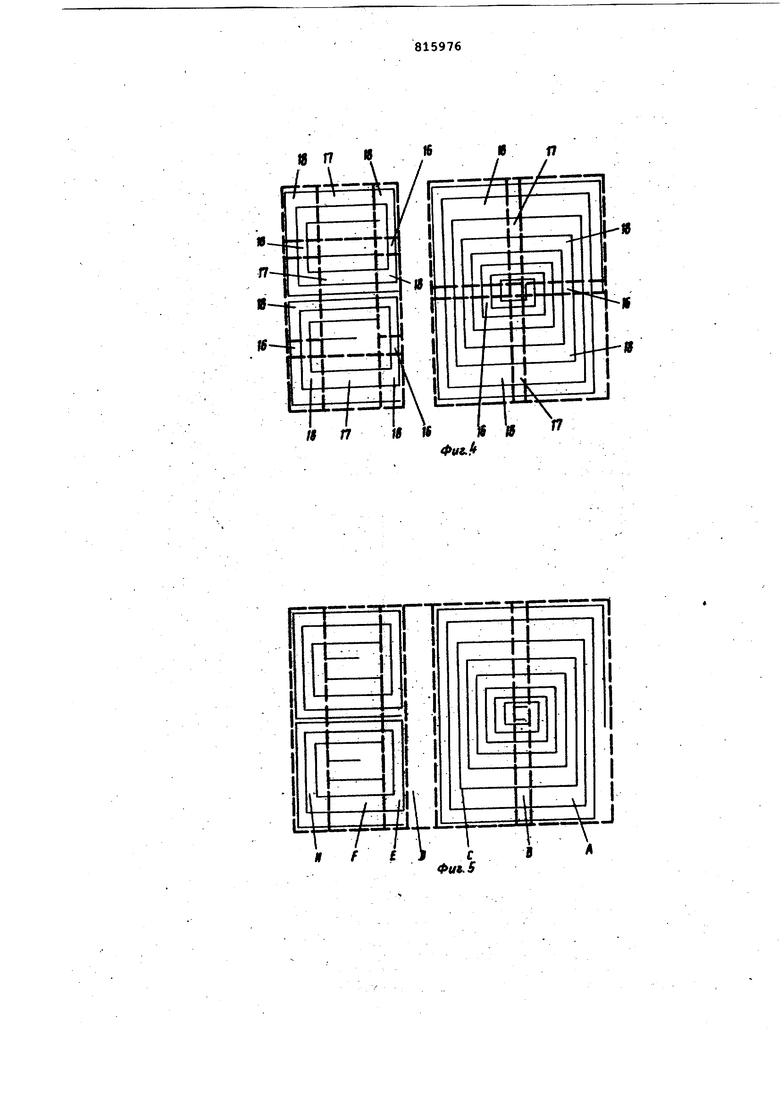
На фиг. 1 показан индуктор, об- щий вид,сбоку; на фиг. 2 - индуктор, общий вид,в плане j на фиг. 3 - схема намотки индуктирующего провода основной и корректирующей секций индуктора; на фиг. 4 - схема .областей, характеризующих различные типы нагрева заготовок; на фиг. 5 - схема зон, характеризукя4их различные этапы нагрева заготовок; на фиг. 6 - эпюры распределения температуры вдоль заготовок на различных этапах нагрева. Индуктор состоит из основной и корректирующей секций. Основная секция выполнена из двух плоских прямоугольных соосных катушек 1, верхняя из которых снабжена приводом 2, обеспечивающим ее вертикальное поступательное перемещение. Индуктирующий провод 3 верхней и нижней катушек намотан по спирали с переменным шагом по ширине катушек, уменьшающимся К внутреннему краю кольца, и выполнен из медной водоохлаждаемой трубки. Для придания необходимой механической прочности индуктирующий провод 3 верхней и нижней катушек 1 закреплен на несущей каркасной конструкции 4 из неэлектропроводных материсшов. Для защиты индуктирующего провода 3 и его электроизоляции от излучения нагреваемых заготовок 5 он заформован в футеровку 6 из теплоизолирующего материала. Так как нижняя катушка основной секции индуктора одновременно является подом, во которому перемещаются нагреваемые заготовки 5, то она дополнительно згицищена слоем жаростойкого и износостойкого материала 7, который нанесен непосредственно на футеровку 6. Верхняя и нижняя катушки основной секции индуктора электрически включены встречно. Корректирующая секция индуктора установлена относительно основной с регулируемым зазором, заполняемым теплоизолирующими вставками 8, предотвращающими остывание нагреваемых заготовок 5 при транспортировке из основной в корректирующую секцию индуктора, и так, что основная и корректирующая секции образуют прямоугольник. Корректирующая секция выполнена из четырех плоских прямоугольных катушек 9, которые попарно установлены в плоскостях катушек 1 основной секции индуктора. Индуктирующие провода 10 катушек 9 корректирующей секции намотаны по спирали с переменным шагом по ширине и так, что шаг уменьшается по направлению к границе 11 двух катушек 9, принадлежащих одной паре, и выполнены из медной водоохлаждаемой трубки. Для придания необходимой механической прочности индуктирующие провода 10 катушек 9 корректирующей секции, образующих пару, закреплены на общей несущей каркасной конструкции 12, выполненной из неэлектропроводных материалов. Для защиты индуктирующих проводов 10 катушек 9 и их э.лектроизоляции они заформованы в футеровку 13, выполненную из теплоизолирующего материала. Так как нижняя пара катушек 9 корректирующей секции индуктора одновременно является подом, то она дополнительно защищена слоем жаростойкого и износостойкого материала 14, который нанесен непосредственно на футеровку 13. Верхняя пара катушек 9 корректирующей секции :;ндуктора связана с приводом 2, обеспечивающим ее синхронное с основной секцией вертикальное поступательное перемещение. Одновременно с этим верхняя и нижняя пары катушек 9 снабжены приводом 15, обеспечивающим их синхронное горизонтальное поступательное перемещение при регулировке зазора между основной и корректирующей секциями индуктора. Катушки 9 корректирующей секции индуктора, образующие пару, и катушки, противостоящие друг другу пространственно, включены электрически встречно.
В общем случае возможен вариант, когда обе катушки 1 основной секции индуктора снабжены самостоятельными приводами 2, обеспечивающими их независимое перемещение; кроме того, основная секция индуктора может быть снабжена несколькими корректирующими секциями, устанавливаемыми, как по ходу, так и против хода нагреваемых заготовок 5. Пары катушек 9 корректирующей секции могут быть снабжены самостоятельным приводом, обеспечивающим их вертиксшьное взаимное перемещение, которое в этом случае будет асинхронньш с перемещением катушек 1 основной секции индуктора.
Предлагаемый индуктор работает следухицим. образом.
При включении индуктора по индуктирующим проводам 3 и 10 катушек 1 и 9 основной и корректирующей секций индуктора протекает переменный ток, благодаря чему в рабочей области индуктора создается электромагнитное поле, которое в зависимости от местоположения точки наблюдения носит тот или иной характер. Так, в областях 16 существует электромагнитное поле, обеспечивающее продольный нагрев заготовок; в областях 17 - поперечный;
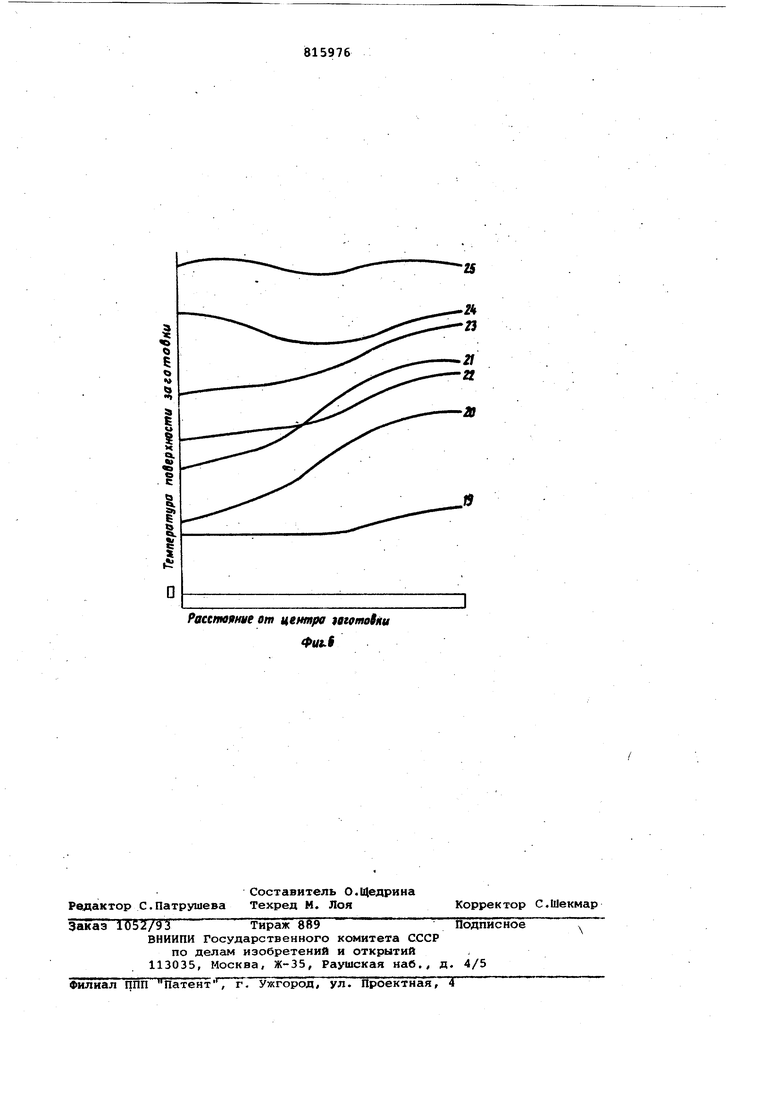
в областях 18 нагрев заготовок носит смешанный характер, приближаясь к поперечному или продольному в зависимости от координаты точки наблюдения По мере продвижения нагреваемых заготовок через индуктор, каждая из заготовок проходит семь этапов нагрева. Этап А - заготовка находится в электромагнитном поле основной секции, обеспечивающем ее продольный нагрев. Заготовка нагревается равномерно при некотором перегреве концов (эпюра распределения температуры вдоль заготовки 19). Этап В - средня часть заготовки находится в ослабленном электромагнитном поле под окном катушки 1 основной секции индуктора, концы заготовки находятся в электромагнитном поле, обеспечивающем их поперечный нагрев. На этом этапе температура концов заготовки растет, температура середины заготовки практически остается неизменной (эпюра распределения температуры вдоль заготовки 20) . Этап С аналогичен этапу А (эпюра распределения температуры вдоль заготовки 21). Этап Ь - заготовка находится в регулируемом зазоре между основной и корректирующей секциями индуктора. Нагрев заготовки практически отсутствует, происходит выравнивание температуры по длине заготовки (эпюра распределения температуры вдоль заготовки 22). Этап Е - заготовка находится в электромагнитном поле, создаваемом корректирующей секцией и обеспечивающем продольный нагрев заготовки. Заготовка нагревается практически равномерно с некоторым отставанием середины и перегревом концов (эпюра распределения температуры вдоль заготовки 23). Этап F - центральная часть заготовки находится в усиленном электромагнитном поле корректирующей секции, обеспечивающем ее интенсивный поперечный нагрев, концы заготовки находятся в электромагнитном поле, обеспечивающем их поперечный нагрев, остальная часть заготовки прогревается за счет теплопроводности (эпюра распределения температуры вдоль заготовки 24). Этап И аналогичен этепу Е (эпюра распределения температуры вдоль заготовки 25).
В результате транспортировки заготовки через работающий индуктор она приобретает температуру, необходимую для пластической деформации, при этом отклонение температуры по
длине заготовки не превышают пределов допуска (эпюра распределения температуры вдоль заготовки 25).
При изменении диаметра нагреваемых заготовок 5 катушки 1 и 9 основной и корректирующей секций индуктора сдвигаются или раздвигаются таким образом, что зазор между ними и нагреваемы(ли заготовками остается неизменным. Одновременно изменяется зазор между основной и корректирующей секциями.
Формула изобретения
5
1. Индуктор для нагрева металлических заготовок под пластическую деформацию, содержащий две заключенные в футеровку, плоские прямоугольные спиральные катушки, намо0танные с переменным шагом, уменьшающимся к ее внутреннему диаметру, установленные параллельно друг другу на общей вертикальной оси с возможностью взаимного возвратно-поступательного перемещения вдоль нее и
5 включенные электрически встречно, отличающийся тем, что, с целью повышения равномерности нагрева заготовок, с одной стороны указанных катушек, образующих осно0вную секцшо, в той же плоскости дополнительно установлена по меньшей мере одна корректирующая секция, выполненная в виде установленных с зазором двух пар плоских прямоуголь5ных катушек, ширина каждой из которых равна половине ширины катушек основной секции, катушки каждой пары установлены параллельно друг другу на общей оси с возможностью вза0имного возвратно-поступательного перемещения и включены электрически встречно, а каждая из катушек намотана с переменным шагом, уменьшающимся по их ширине в направлении зазора.
5
2 i Индуктор по п. 1, отличающий с я тем, что основная и корректирующая секции установлены с регулируемым зазором.
0
Источники информации, принятые во внимание при экспертизе
1.Патент США 2419116, кл. 219-13, 1974.
2.Авторское свидетельство СССР по заявке 2558677/24-07,
5
кл. Н 05 В 5/18, 1977.
If
Г-.1К
5 s ПШПП
л
юооооосвоов
/ГГХШШ
ffl 6 3 Фиг,
:
(ГШп
a.V j
11 rx-i II Ix-x-xJvx- x x
| название | год | авторы | номер документа |
|---|---|---|---|
| Индуктор для нагрева изделий переменного сечения | 1986 |
|
SU1479950A1 |
| Способ индукционного нагрева металлических заготовок | 1989 |
|
SU1658422A1 |
| Способ индукционного нагрева осесимметричных металлических заготовок под пластическую деформацию | 1978 |
|
SU717810A1 |
| Индукционная установка | 1981 |
|
SU1057556A1 |
| Индуктор для нагрева | 1982 |
|
SU1107349A1 |
| Индуктор для нагрева длинномерных вращающихся деталей | 1981 |
|
SU993490A1 |
| Индуктор для нагрева заготовок | 1979 |
|
SU851792A1 |
| Индукционная установка | 1977 |
|
SU841127A1 |
| Индуктор для нагрева удлиненных проводящих тел | 1980 |
|
SU955526A1 |
| Индукционная установка | 1985 |
|
SU1384622A1 |
Фиг.З
т
№ П
16
ИП
k
ГТг
с Фи1.5
D
Pacemoume от центра taiffmotiiu fpuiS
2S
