Изобретение относится к электротермии и монет быть применено при индукционном нагреве металлических заготовок перед пластической деформацией или термообработкой.
Цель изобретения - расширение диапазона типоразмеров нагреваемых заготовок при сохранении КПД.
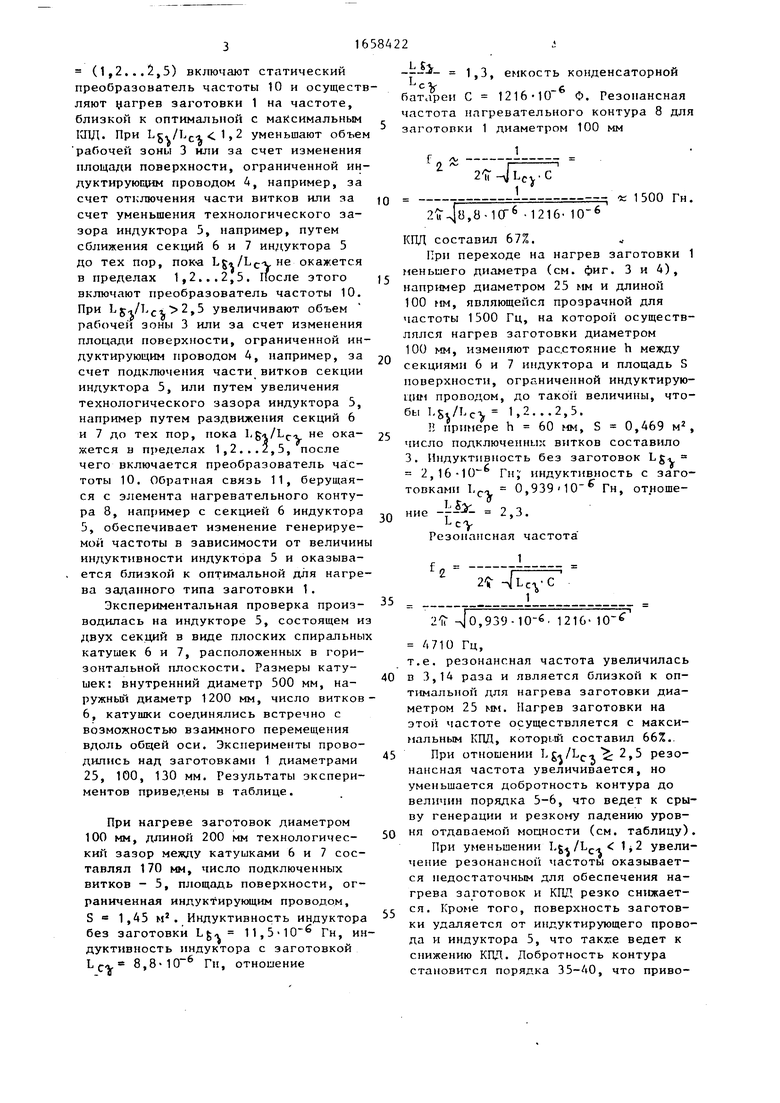
На фиг.1. изображена схема заготовок большого диаметра; на фиг.2 - разрез А-А на фиг.1 на фиг.З - схе- м а нагрева заготовок малого диаметра; на оиг.4 - разрез Б-Б на фиг.З.
Подлежащую нагреву заготовку 1 помещают в переменное электромагнитное поле 2, создаваемое в рабочей зоне 3.
Объем рабочей зоны определяется площадью поверхности, ограниченной
индуктирующим проводом 4 индуктора 5, состоящего, например, из двух секций 6 и 7, и технологическим зазором индуктора 5, входящего в состав нагревательного контура 8, состоящего из индуктора 5 и емкости 9. Нагревательный контур 8 подсоединен к статическому преобразователю частоты 10 с обратной связью 11, снимаемой с элемента нагревательного контура 8, например с секции 6 индуктора 5.
Способ осуществляют следующим образом.
Перед внесением заготовки 1 в рабочую зону 3 замеряют индуктивность индуктора 5 без заготовки LJJ,, а после внесения - индуктивность с заготовкой J cv- При отношении Lj./Lc-
ел
00 Јь
N3 ГО
(1,2...2,5) включают статический преобразователь частоты 10 и осущестляют нагрев заготовки 1 на частоте, близкой к оптимальной с максимальным 1СГЩ. При Lg.,2 уменьшают объе рабочей зоны 3 или за счет изменения площади поверхности, ограниченной индуктирующим проводом 4, например, за счет отключения части витков или за счет уменьшения технологического зазора индуктора 5, например, путем сближения секций 6 и 7 индуктора 5 до тех пор, пока Lj./Lc-. не окажется в пределах 1,2...2,5. После этого включают преобразователь частоты 10. При L,Ј.,/LC, 2,5 увеличивают объем рабочей зоны 3 или за счет изменения площади поверхности, ограниченной индуктирующим проводом 4, например, за счет подключения части витков секции индуктора 5, или путем увеличения технологического зазора индуктора 5, например путем раздвижения секций 6 и 7 до тех пор, пока l g-i/LCa не окажется в пределах 1,2...2,5, после чего включается преобразователь частоты 10. Обратная связь 11, берущаяся с элемента нагревательного контура 8, например с секцией 6 индуктора
5,обеспечивает изменение генерируемой частоты в зависимости от величин индуктивности индуктора 5 и оказывается близкой к оптимальной для нагрева заданного типа заготовки 1.
Экспериментальная проверка производилась на индукторе 5, состоящем и двух секций в виде плоских спиральны катушек 6 и 7, расположенных в горизонтальной плоскости. Размеры катушек: внутренний диаметр 500 мм, наружный диаметр 1200 мм, число витков6,катушки соединялись встречно с возможностью взаимного перемещения вдоль общей оси. Эксперименты проводились над заготовками 1 диаметрами 25, 100, 130 мм. Результаты экспериментов приведены в таблице.
При нагреве заготовок диаметром 100 мм, длиной 200 мм технологический зазор между катушками 6 и 7 составлял 170 мм, число подключенных витков - 5, площадь поверхности, ограниченная индуктирующим проводом, S 1,45 м2 . Индуктивность индуктора без заготовки Lg-, 11, Гн, индуктивность индуктора с заготовкой
8, Гн, отношение
1,3, емкость конденсаторной
CV-6
батареи С 1216-10 Ф. Резонансная
частота нагревательного контура 8 для заготовки 1 диаметром 100 мм
10
,8-1СГ6 -1216-10
1500 Гн.
-6
5
0
5
0
КПД составил 67%. „
При переходе на нагрев заготовки 1 меньшего диаметра (см. фиг. 3 и 4), например диаметром 25 мм и длиной 100 мм, являющейся прозрачной для частоты 1500 Гц, на которой осуществлялся нагрев заготовки диаметром 100 мм, изменяют расстояние h между секциями 6 и 7 индуктора и площадь S поверхности, ограниченной индуктирую- цим проводом, до такой величины, чтобы I.Si/bc 1,2...2,5.
Н примере h 60 мм, S 0,469 м2, число подключенных витков составило 3. Индуктивность без заготовок LЈ.
) 1 ft 1 П Гн HHnvirTuminrTt, г
2, 16-10-ь Гн;
индуктивность с зато- О
топками 0,93910 Гн, отноше Llsi :; - ние ------ 2,3.
L с/у
Резонансная частота 1
f2
5
27- -л|ьсуС
2Ъ -NJO,939-Ю-6. 1216- 4710 Гц,
10
т.е. резонансная частота увеличилась в 3,14 раза и является близкой к оптимальной для нагрева заготовки диаметром 25 мм. Нагрев заготовки на этой частоте осуществляется с максимальным КПД, который составил 66%.
При отношении Lg. /Lc % 2,5 резонансная частота увеличивается, но уменьшается добротность контура до величин порядка 5-6, что ведет к срыву генерации и peзкo fy падению уровня отдаваемой мощности (см. таблицу).
При уменьшении Lg../Lc,- 1,2 увеличение резонансной частоты оказывается недостаточным для обеспечения нагрева заготовок и КПД резко снижается. Кроме того, поверхность заготовки удаляется от индуктирующего провода и индуктора 5, что таксе ведет к снижению КПД. Добротность контура становится порядка 35-40, что приводит к возбуждению генератора на гар- мониках, отличных от основной частоты п соответственно снижению КЦП и уровня мощности, отдаваемой генератором (см. таблицу).
При переходе на нагрев заготовки большего диаметра, например диаметром 130 им и длиной 250 мм, увеличивают расстояние между секциями 6 и 7 и . площадь поверхности, ограниченной индуктирующим проводом, путем подключения шести витков. Тогда h 200 мм, 5 - 1,87 м2 , Lg 18,7-10- Гн, Lc 15,5-10-6 Гн, 1,2. Резонансная частота
1
27
1160 Гн.
J15,5-10-6. 1216-10-
Такая частота тока обеспечивает качественный и скоростной нагрев заготовок с высоким КПД, который в эксперименте составил 67% (см. таблицу).
В таблице приводятся экспериментальные данные по замеру КПД индуктора и мощности, отдаваемой преобразователем при различных отношениях индуктивности контура без заготовки и с заготовкой для различных диаметров нагреваемых заготовок.
Предлагаемый способ обеспечивает нагрев широкого диапазона типоразмеров заготовок с высоким КПД. Он найдет широкое применение в гибких пере- налаливаемых системах, так как позволяет обеспечить быструю переналадку
0
5
0
5
5
0
при переходе на новый типоразмер заготовок, а также в мелкосерийном производстве поковок, где-может быть использован вместо пламенного нагрева. Использование этого способа нагрева позволит получить экономию металла, снизить процент обезуглероживания слоя, улучшить культуру производства и экологическое воздействие на окружающую среду. Формула изобретения
Способ индукционного нагрева металлических заготовок, при котором заготовку помещают в рабочую зону индуктора, выполненного по меньшей мере из одной секции, подключают его к статическому преобразователю частоты и в процессе нагрева поддерживают частоту тока преобразователя равной собственной резонансной частоте контура, образованного индуктором с заготовкой и компенсирующей конденсаторной батареей, отличающий- с я тем, что, с целью расширения диапазона типоразмеров нагреваемых заготовок при сохранении КПД, дополнительно контролируют величину индуктивности индуктора без заготовки и с заготовкой и перед размещением заготовки в индукторе устанавливают от- . ношение индуктивности без заготовки к индуктивности с заготовкой в интервале 1,2-2,5 путем изменения площади поверхности, ограниченной индуктирующим токопроводом и (или) изменением расстояния между секциями индуктора.
10
А-А
Фиг. 2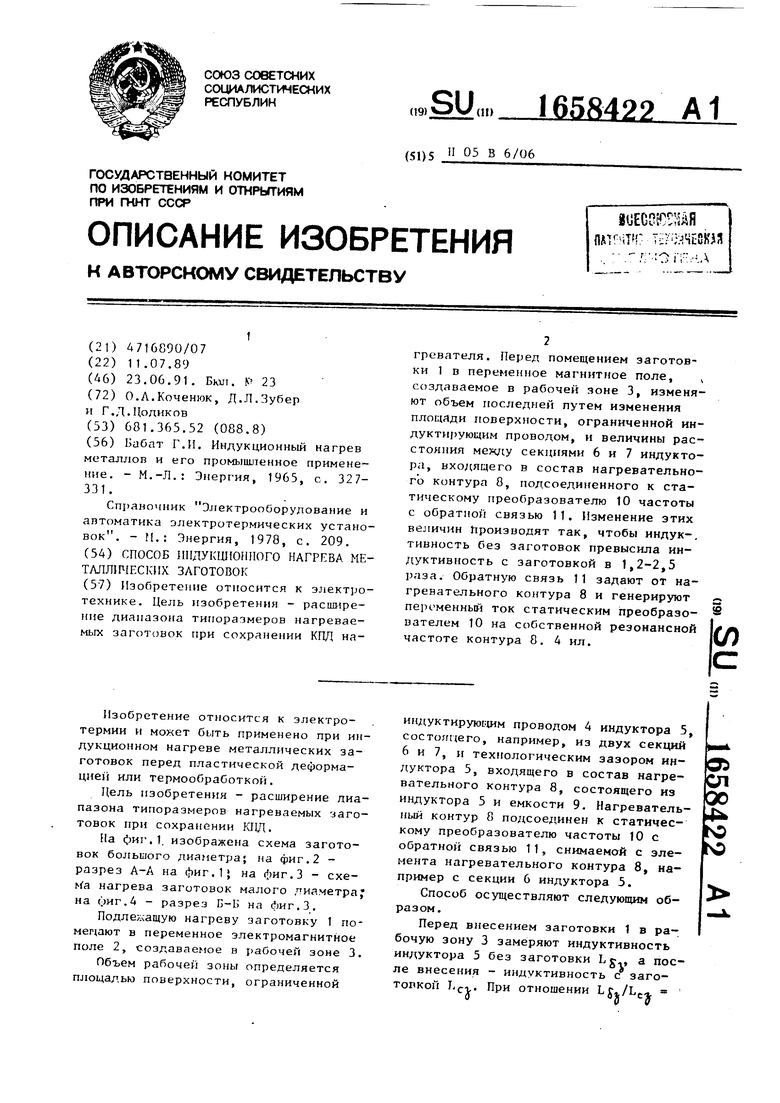
| название | год | авторы | номер документа |
|---|---|---|---|
| Индуктор для нагрева заготовок | 1982 |
|
SU1108620A1 |
| ИНДУКТОР УСТАНОВКИ ИНДУКЦИОННОГО НАГРЕВА | 2000 |
|
RU2187215C2 |
| Устройство для термообработки плоских деталей | 1988 |
|
SU1615195A1 |
| Индукционное нагревательное устройство | 2020 |
|
RU2759171C1 |
| СПОСОБ ИНДУКЦИОННОГО ГРАДИЕНТНОГО НАГРЕВА И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1998 |
|
RU2151201C1 |
| УСТРОЙСТВО ИНДУКЦИОННОГО НАГРЕВА С СЕКЦИОНИРОВАННЫМ ИНДУКТОРОМ (ВАРИАНТЫ) | 2002 |
|
RU2240659C2 |
| Способ индукционного нагрева осесимметричных металлических заготовок под пластическую деформацию | 1978 |
|
SU717810A1 |
| Способ нагрева заготовок | 1979 |
|
SU831812A1 |
| Индуктор для нагрева | 1982 |
|
SU1107349A1 |
| УСТРОЙСТВО ИНДУКЦИОННОГО НАГРЕВА БАРАБАНА КОНТАКТНОЙ СУШКИ | 2020 |
|
RU2741359C1 |
Изобретение относится к электротехнике. Цель изобретения - расширение диапазона типоразмеров нагреваемых заготовок при сохранении КПД на2 гревателя. Перед помещением заготовки 1 в переменное магнитное поле, 4 создаваемое в рабочей зоне 3, изменяют объем последней путем изменения площади поверхности, ограниченной индуктирующим проводом, и величины расстояния между секциями 6 и 7 индуктора, входящего в состав нагревательного контура 8, подсоединенного к статическому преобразователю 10 частоты с обратной связью 11. Изменение этих величин производят так, чтобы индук-. тивность без заготовок превысила индуктивность с заготовкой в 1,2-2,5 раза. Обратную связь 11 задают от нагревательного контура 8 и генерируют переменный ток статическим преобразователем 10 на собственной резонансной частоте контура 8. 4 ил. S (Л
6
В-Б
)
гГДГЖ
2
/
(F
&/гФ
| Бабат Г.И | |||
| Индукционный нагрев металлов и его промышленное применение | |||
| - М.-Л.: Энергия, 1965, с | |||
| Перепускной клапан для паровозов | 1922 |
|
SU327A1 |
| Справочник Электрооборудование и автоматика электротермических установок | |||
| - П.: Энергия, 1978, с | |||
| Парный рычажный домкрат | 1919 |
|
SU209A1 |
