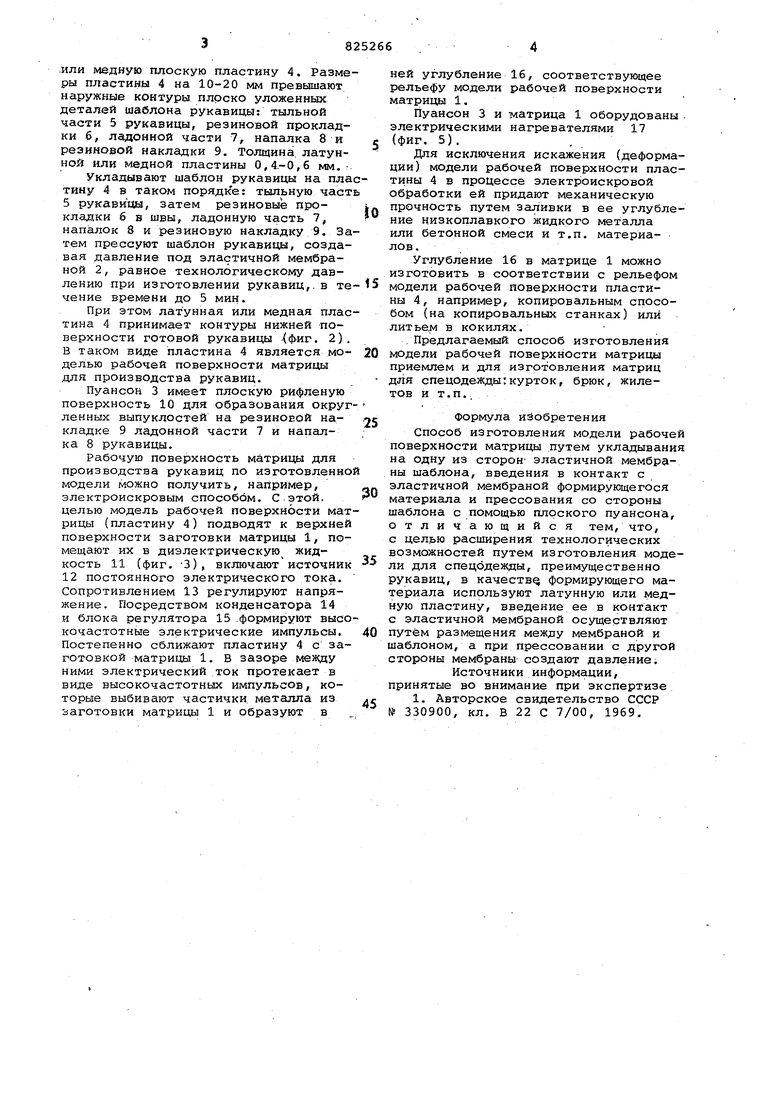
изобретение относится к швейной ,лромышленности, в частности к изготовлению модели рабочей поверхности матрицы, преимущественно при производстве форм для изготовления спецодежды . известен способ изготовления модели рабочей поверхности матрицы, заключающийся в том, что укладывают на одну из сторон эластичной мембра ны шаблон, вводят в контакт с .эластичной мембраной формирующийся материал и прессуют со стороны шаблона с помощью плоского пуансона 1. Недостатком известного способа изготовления модели рабочей поверхности матрицы являются ограниченные технологические возможности из-за сложности в осуществлении. Цель изобретения - расширение те нологических возможностей путем изготовления подели для спецодежды, преимущественно рукавиц. Поставленная цель достигается тем, что в качестве формирующегося материала используют латунную или медную пластину, введение ее в контакт с эластичной мембраной осущест вляют посредством размещения между мембраной и шаблоном, а при прессовании с другой стороны мембраны создают давление. На фиг. 1 схематично изображена укладка деталей шаблона и резиновых прокладок рукавицы перед прессованием-, ни фиг. 2 - положение деталей шаблона, резиновых прокладок и деформация формирующего материала в прессе с эластичной мембраной после создания давления; на фиг. 3 - принципиальная схема электроискрового устройства для получения рабочей поверхности матрицы по модели; на фиг. 4 - пресс и рукавица в процессе прессования-, на фиг. 5 - .внешний вид матрицы и пуансона, изготовленных по модели рабочей поверхности матрицы. Способ изготовления модели рабочей поверхности матрицы для производства спецодежды осуществляют- следующим Ьбразом (на примере изготовления модели рабочей поверхности матрицы для производства рукавиц). Для получения модели внутрюнней поверхности матрицы 1 на плоскую обжимающую эластичную мембрану 2 воздушного или масляного пресса с плоским пуансоном 3 укладывают формирующийся материал. В качестве формирующегося материсша используют латунную
.или медную плоскую пластину 4. Размеры пластины 4 на 10-20 мм превышают наружные контуры плоско уложенных деталей шаблона рукавицы: тыльной части 5 рукавицы, резиновой прокладки 6, ладонной части 7, напалка 8 и резиновой накладки 9, Толщина, латунной или медной пластины 0,4-0,6 мм.-.
Укладывают шаблон рукавицы на платину 4 в таком порядке: тыльную част 5 рукавицы, затем резиновые прокладки 6 в швы, ладонную часть 7, напалок 8 и резиновую накладку 9. Затем прессуют шаблон рукавицы, создавая давление под эластичной мембраной 2, равное технологическому давлению при изготовлении рукавиц,.в течение времени до 5 мин.
При этом латунная или медная пластина 4 принимает контуры нижней поверхности готовой рукавицы .{фиг. 2). В таком виде пластина 4 является моделью рабочей поверхности матрицы для производства рукавиц.
Пуансон 3 имеет плоскую рифленую поверхность 10 для образования округленных выпуклостей на резиновой накладке 9 ладонной части 7 и напалка 8 рукавицы.
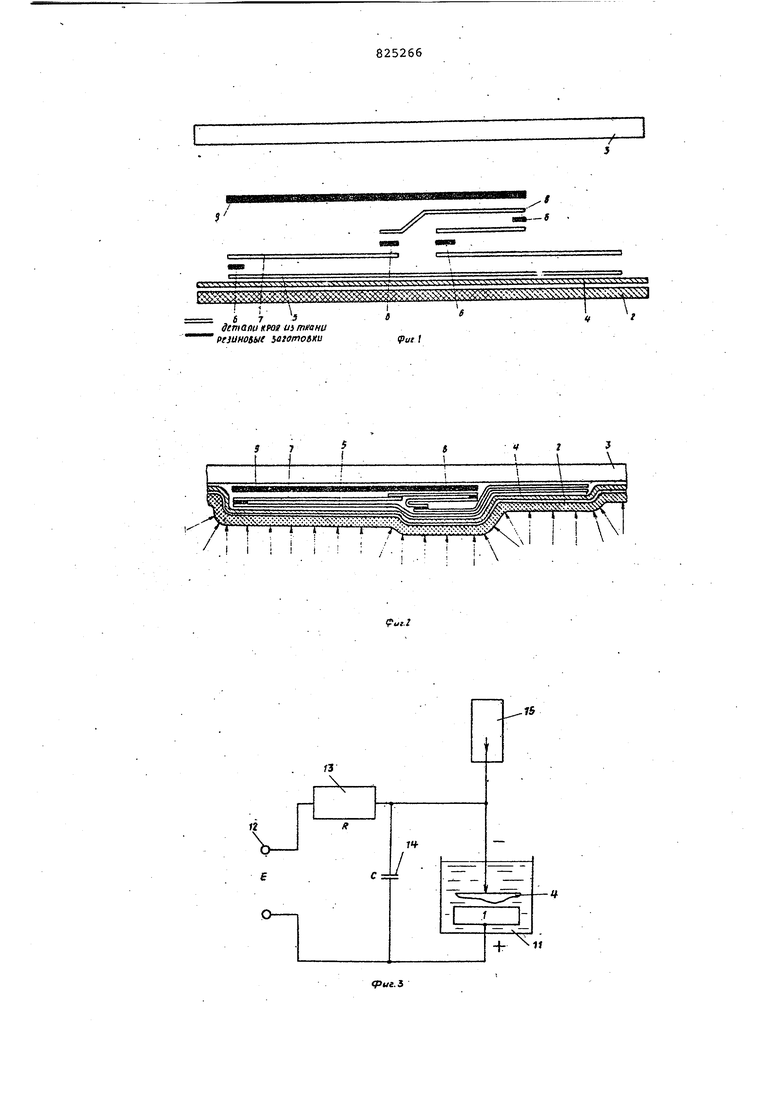
Рабочую поверхность матрицы для производства рукавиц по изготовленно модели можно получить, например, электроискровым способом. С этой, целью модель рабочей поверхности матрицы (пластину 4) подводят к верхней поверхности заготовки матрицы 1, помещают их в диэлектрическую жидкость 11 (фиг. -3), включают источник 12 постоянного электрического тока. Сопротивлением 13 регулируют напряжение. Посредством конденсатора 14 и блока регулятора 15 .формируют высокочастотные электрические импульсы. Постепенно сближают пластину 4 с заготовкой матрицы 1. В зазоре меаду ними электрический ток протекает в виде высокочастотных импульсов, которые выбивают частички металла из заготовки матрицы 1 и образуют в
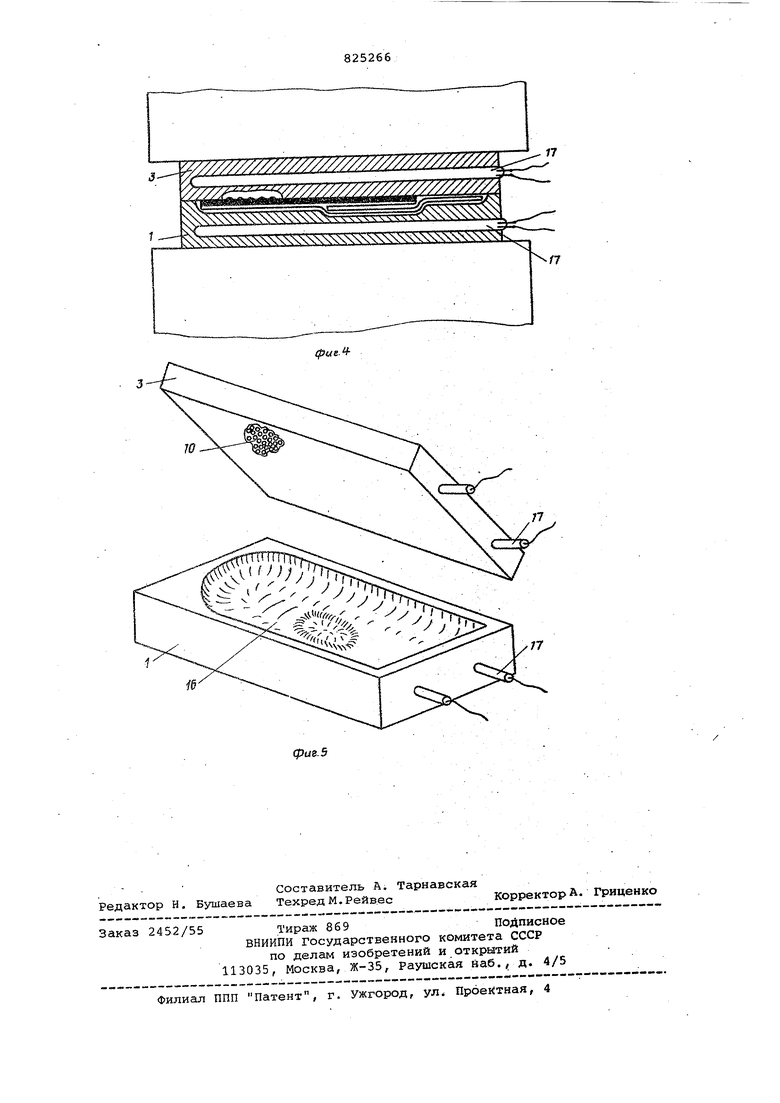
ней углубление 16, соответствующее рельефу модели рабочей поверхности матрицы 1.
Пуансон 3 и матрица 1 оборудованы электрическими нагревателями 17 (фиг. 5)..
Для исключения искажения (деформации) модели рабочей поверхности пластины 4 в процессе электроискровой обработки ей придают механическую прочность путем заливки в ее углубление низкоплавкого жидкого металла или бетонной смеси и т.п. материалов .
Углубление 16 в матрице 1 можно изготовить в соответствии с рельефом модели рабочей поверхности пластины 4, например, копировальным способом (на копировальных станках) или литьем в кокилях.
.Предлагаемый способ изготовления модели рабочей поверхности матрицы приемлем и для изготовления матриц для спецодежды:курток, брюк, жилетов и т. п..
формула изобретения
Способ изготовления модели рабоче поверхности матрицы путем укладывани на одну из сторон- эластичной мембраны шаблона, введения в контакт с эластичной мембраной формирующегося материала и прессования со стороны шаблона с помощью плоского пуансона, отличающийся тем, что, с целью расширения технологических возможностей путем изготовления модели для спецодежды, преимущественно рукавиц, в качеству формирующего материала используют латунную или медную пластину, введение ее в контакт с эластичной мембраной осуществляют путём размещения между мембраной и шаблоном, а при прессовании с другой стороны мембраны создают давление.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 330900, кл. В 22 С 7/00, 1969.
детийи ffoi ui tni/ани ftfiUHOMt ьаготобки
ipat I
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для фальцевания краев деталей швейных изделий | 1983 |
|
SU1134160A1 |
| Рабочая рукавица | 1981 |
|
SU961646A2 |
| Виброзащитная рукавица | 1989 |
|
SU1637750A1 |
| Виброзащитная рукавица | 1989 |
|
SU1623591A1 |
| Шаблон рукавицы | 1980 |
|
SU867363A1 |
| Шаблон перчатки | 1990 |
|
SU1743550A1 |
| Защитная рукавица | 1989 |
|
SU1797825A1 |
| Рабочая рукавица | 1978 |
|
SU772523A1 |
| Шаблон рабочей рукавицы | 1986 |
|
SU1519636A1 |
| Шаблон рукавицы | 1978 |
|
SU719598A1 |
f
4i; : i i i ; i / 1 I I I i I ; / . . ;
3
t
IS
Z S2ZSS /Z Z 77
фик.
id
л
