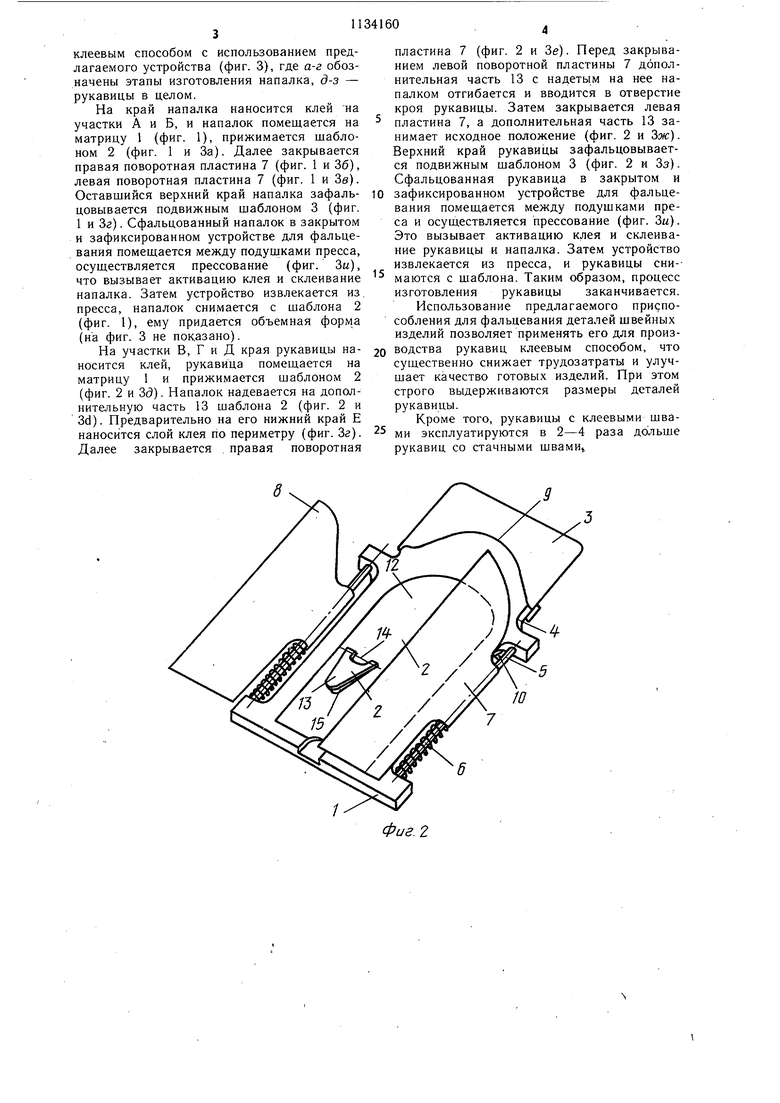
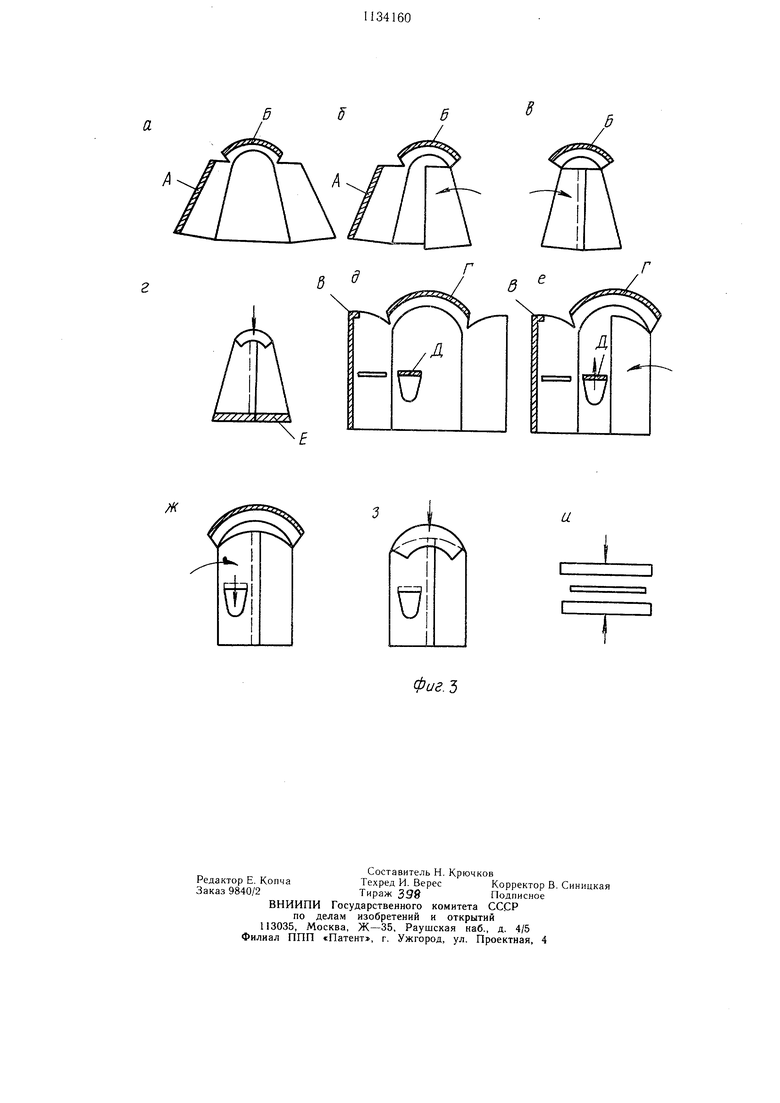
Изобретение относится к швейной промышленности, в частности к устройствам для формования деталей швейных изделий, и может иснользоваться, например при изготовлении клеевых рукавиц. Известно устройство для фальцевания краев деталей швейных изделий, содержащее матрицу, шаблон для прижима детали в матрице и фальцующий шаблон, имеющий рабочие кромки и смонтированнЕ т с возможностью перемещения по направляющим, установленным на матрице 1. Однако известным устройством невозможно производить обработку деталей, имеюц;их края увеличенной ширины или с местными утолщениями, а также сборомиые единицы, состоящие из нескольких деталей,, как это, 1)апример. имеет место при (пч)И, , lltvib итоб Нтспия повышение качестBf ф.альцуемых дета., мо огпих края уВОЛИКПНОЙ 1:;:ПИНЫ, ; hiCr-iB/KMinaH цель дост;11ается тем, что yerotjncTBi) для |:;а; ьиевания краев ,д(талей изделий, содержащее матриид-, шаблон ,т;ля детали в матпице м фальцуюии-гй шаб.чоа, иыеюн1ИЙ |)абочие кромк,.- и смонтированный с возможностью ii(,iouio,i ия по наг1ра зля1ощим, vcTauoB;ici:ii,i;vi ;ia матрице, доп(Хпш1 е.льно имеет две поворотные прижк,мные пластинь; для зг.:Гиба:1ия ПРОТИВОПОЛОЖНЫХ Kpaeii Д(талей, с ;оптированные на матрице посредством оеей, расположенных наралле.лыю напранляющим, подпружиненные для обеспечения неремеи1ения их вдоль осей, и с возможностью- коптактирован;1я с рабочими кромками ),ующего П1абл()па в рабочем положении, при этом матрица имеет фиксатор для удерживания фа.Пзцующегч шаблона в рабочем положении. KjHiMe тогО, шаб.,чон,для ирижима детали, ес.стоит из двух шарнирно соеди1.:еииых частей. На ф|-:г. приведено устройство при фальцева1Г.-1и па 1алка рукавипы, общий вид; иа фиг. 2- - то же, с раскр1,гп);ми п)ижимны.ми пластинами при фа,, ьцевании кпаев рукавппы; па фиг. 3 -- последовательнооь фальцевания дета.чей рукавицы. Устройство (фиг. 1) состоит из матрицы , соответствующей по форме обрабатываемой детали шаблона 2, для ирижима детали и фальцующ,его шаблона 3. Фальцующий Н1аблон 3 и.меет возможност)5 перемещаться но нацравляющим 4. Матрица 1 снабжена оея.ми 5, на которых с.мо} тировань: пружины 6 и новоротные прижимпые пластиШ) 7. 11ластины 7 таки.м образом, что в закрьггом состоянии гю; нистыо закрывают обрабать.1ваему1о дета.ль, а их верхняя чаеть 8, обращенная к фальцуюп ему шаблону 3, повторяет форму его рабочей кромки 9. На матрице 1 с.монтирован фиксатор состоящий из пластинчатой пружины 10, которая может взаимодействовать с выступом И, выполненным на фальцуюндем шаблоне 3. Шаблон 2 д;1Я ирижи.ма детали {(Ьи. 2) может вьшолпяться из двух частей - ос} овной 12 и дополнительной 13, кот-орые Hiapm-ipHO еоединены между собой. Последняя крепится к основной 12 оси 14 с возможпостью поворота вокруг нее. Таким образом, дополнительная часть 13 щаблоиа может либо входить в отверетие 15 основ}-;ой части 12, либо поворачиваться вокруг оси 14 в положение, перпендикулярное к основной части 12. Устройство работает следующим образом. Деталь например, крой напалка, кладется на .матрицу 1 и фиксируется и аблоном 2 для грижима детали. При это.м края детали за1;имают вертикаль.чое положение, выступая над щаблоно.м 2. Боковые края детали прижимаются п,пастипами 7, которые д.чи этого поворачиваются вок.)уг осей 5. После этого фальцуюцдий шаблон 3, дви.аясь ио направляющим - параллельно осям Г), фальцует передпий край детали и сдвигает поворотные пластины, упираясь в их верхнюю часть 8 своей рабочей кромкой 9. Его выступ 1 1 фиксируется пластинчатой пружиной 10. 13 зафиксированном положении устройство может быть подано к технологическо.му оборудованию, напри.мер, пресс для тепловой обработки детали. После окончания тепловой обработки нажи.мо.м иа и;1астиичатую пружину 10 освобождают ВЕ)1Ступ 11 фальцующего шаблона 3. Под действием пружин 6 пластины 7 перемещаются в исходное положение, сдвигая фальцующий ц аблон 3. Когда последний приходит в исходное положение, пластины 7 новорачиваются вокруг осей 5, освобождая ц абло} 2. Далее обработанная .ает.кль снимается с шаблона 2. 1:сли необходи.мо осуществить фальиеваiiiie краев сборочной единицы, состоящей из двух деталей, то меньшая дета.,Ц) надевается иа „тополнительиую часм-, 13 шаблона 2. ;1,тя этого ее поворачивают вокруг оси 14 в вертикальное положепие относительно основной части 12. Далее дополнительная масть 13 с надетой деталью поворачиваетея и занимает положение в отверстии 15 основной части 12 П1аблона 2. Все остальные детали устройства работают так, как описано. С помоп,1ью предлагаемого уетройства детали могут соедшгяться клеевым сгюсобо.м. Для этого iia .места цщ.ов наносится клей, напри.мер поливиьилацетатиая э.мульсия При ;1р()всдеиии прессования клей прогревается, активизируется, и происходит ii)oцесс соединения частей деталей. В качестве примера приведена технологическая схема изготовления рукавип клеевым способом с использованием предлагаемого устройства (фиг. 3), где а-г обозначены этапы изготовления напалка, д-з - рукавицы в целом. На край напалка наносится клей на участки А и Б, и напалок помещается на матрицу 1 (фиг. 1), прижимается шаблоном 2 (фиг. 1 и За). Далее закрывается правая поворотная пластина 7 (фиг. 1 и 36), левая поворотная пластина 7 (фиг. 1 и Зв). Оставшийся верхний край напалка зафальцовывается подвижным шаблоном 3 (фиг. 1 и Зг). Сфальцованный напалок в закрытом и зафиксированном устройстве для фальцевания помещается между подушками пресса, осуществляется прессование (фиг. Зи), что вызывает активацию клея и склеивание напалка. Затем устройство извлекается из пресса, напалок снимается с шаблона 2 (фиг. 1), ему придается объемная форма (на фиг. 3 не показано). На участки В, Г и Д края рукавицы наносится клей, рукавица помеш.ается на матрицу 1 и прижимается шаблоном 2 (фиг. 2 и 3(3). Напалок надевается на дополнительную часть 13 шаблона 2 (фиг. 2 и 3d). Предварительно на его нижний край Е наносится слой клея по периметру (фиг. Зг). Далее закрывается правая поворотная
8
10
Фиг. 2 пластина 7 (фиг. 2 и Зе). Перед закрыванием левой поворотной пластины 7 дополнительная часть 13 с надетым на нее напалком отгибается и вводится в отверстие кроя рукавицы. Затем закрывается левая пластина 7, а дополнительная часть 13 занимает исходное положение (фиг. 2 и ). Верхний край рукавицы зафальцовывается подвижным шаблоном 3 (фиг. 2 и Зз). Сфальцованная рукавица в закрытом и зафиксированном устройстве для фальцевания помеш,ается между подушками преса и осуществляется прессование (фиг. Зи). Это вызывает активацию клея и склеивание рукавицы и напалка. Затем устройство извлекается из пресса, и рукавицы сни-маются с шаблона. Таким образом, процесс изготовления рукавицы заканчивается. Использование предлагаемого приспособления для фальцевания деталей швейных изделий позволяет применять его для производства рукавиц клеевым способом, что существенно снижает трудозатраты и улучшает качество готовых изделий. При этом строго выдерживаются размеры деталей рукавицы. Кроме того, рукавицы с клеевыми шва эксплуатируются в 2-4 раза дбльше рукавиц со стачными швами.
а
| название | год | авторы | номер документа |
|---|---|---|---|
| Шаблон перчатки | 1990 |
|
SU1743550A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МОДЕЛИ РАБОЧЕЙ" ПОВЕРХНОСТИ ]У1АТРИЦЫ | 1979 |
|
SU825266A1 |
| ШАБЛОН РАБОЧЕЙ РУКАВИЦЫ | 1996 |
|
RU2102907C1 |
| Шаблон рабочей рукавицы | 1986 |
|
SU1519636A1 |
| УСТРОЙСТВО для ФАЛЬЦЕВАНИЯ КРАЕВ ВЕРХА | 1967 |
|
SU204312A1 |
| Шаблон для нанесения латексных покрытий на рабочие рукавицы | 1990 |
|
SU1777784A1 |
| Шаблон рукавицы | 1980 |
|
SU867363A1 |
| ТЕПЛОЗАЩИТНАЯ РУКАВИЦА | 2000 |
|
RU2171081C1 |
| Полуавтомат для фальцевания краев деталей одежды, например кармана с подкладкой, и клеевой их сборки | 1959 |
|
SU130484A1 |
| Шаблон рукавицы | 1978 |
|
SU719598A1 |
1. УСТРОЙСТВО ДЛЯ ФАЛЬЦЕВАНИЯ КРАЕВ ДЕТАЛЕЙ ШВЕЙНЫХ ИЗДЕЛИЙ, содержащее матрицу, шаблон для прижима детали в матрице и фальцуюший шаблон, имеюший рабочие кромки и смонтированный с возможностью перемещения по направляющим, установленным на матрице, отличающееся тем, что, с целью повышения качества фальцуемых деталей, имеющих края увеличенной ширины, оно дополнительно имеет две поворотные прижимные пластины для загибания противоположных краев деталей, смонтированные на матрице посредством осей, расположенных параллельно направляющим, подпружиненные для обеспечения перемещения их вдоль осей, и с возможностью контактирования с рабочими кромками фальцующего шаблона в рабочем положении, при этом матрица имеет фиксатор для удерживания фальцующего шаблона в рабочем положении. 2. Устройство по п. I, отличающееся тем, что шаблон для прижима детали состоит из двух шарнирно соединенных частей. иг.1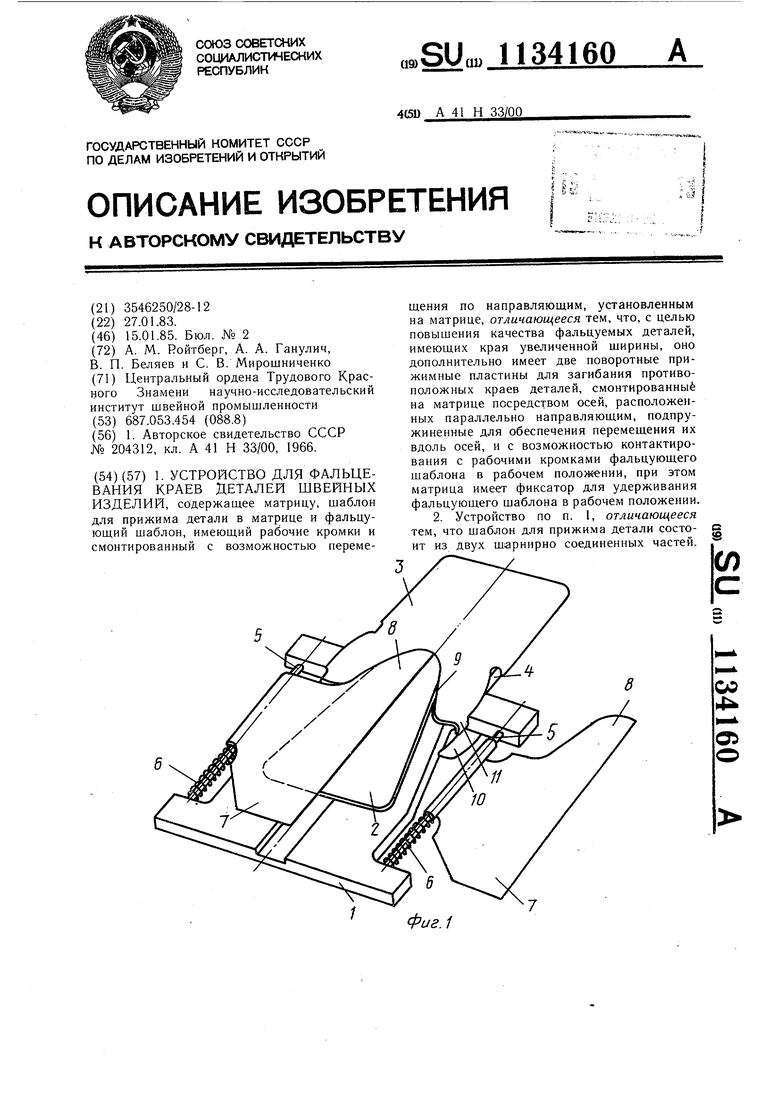
ж
а
Фиг.Ъ
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УСТРОЙСТВО для ФАЛЬЦЕВАНИЯ КРАЕВ ВЕРХА | 0 |
|
SU204312A1 |
| Механический грохот | 1922 |
|
SU41A1 |
