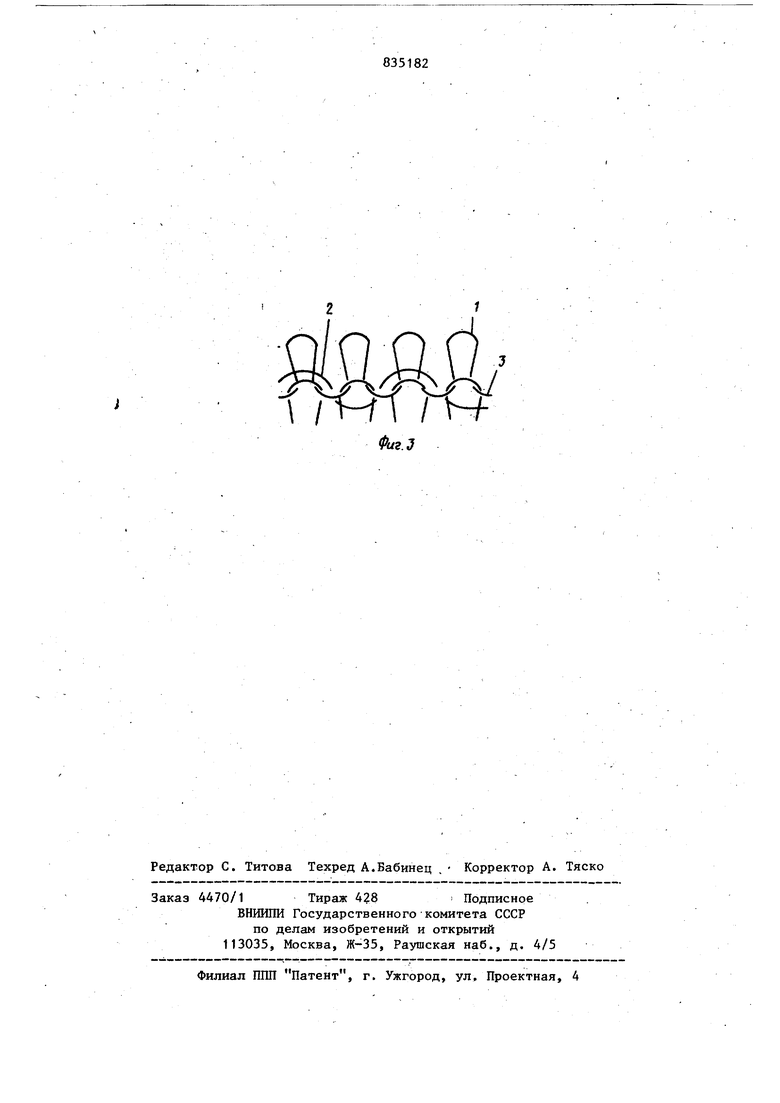
1 Изобретение относится к производ ству трикотажных изделий медицинско го назначения и касается усовершенс вования конструкции вязаного протез кровеносного сосуда, используемого для замены пораженных участков кров носных сосудов. В настоящее время,синтетические протезы кровеносных сосудов изготав ливаются различными способами: экструдированием пластмассовых трубок, ткачеством, вязанием, плетением и т.д. Существуют определенные обязател ные характеристики, определяющие работоспособность протезов кровенос щък сосудов. К ним относятся: порис тость, достаточная для получения оп тимального заживления и достаточная в то же время для предотвращения чрезмерного кровотечения при имплатации, сравнительно малая толщина стенок, гибкость, прочность и упругость, достаточные для того, чтобы вьщержать нагрузки тела без значительной деформации сечения протеза, совместимость с тканью человека, способность стерйлизоваться. Известен протез кровеносного сосуда, выполненный в виде гладкой вязаной трубки, армированной по спи рали жесткой синтетической мононитью 13 . Соединение трубки с армировочной нитью в одном случае достигнуто за счет сваривания путем нагрева до температуры плавления полипропилена При этом полипропиленовые мононити плавятся и частично проникают в наружную поверхность синтетической трубки, соединяясь с ней. Недостатками известного протеза являются: 1.Невозможность сплошной армировки трубки мононитью, так как при близком расположении соседних витко мононити, последние при сваривании или склеивании будут соединяться один с другим, что нежелательно. Соединение неподвижного типа соседних витков нежелательно, так как при этом ухудшится радиальная подвижность протеза ввиду значительного увеличения его жесткости. 2.Склеивание и сваривание армировочной нити с трубкой, служащей каркасом, значительно удлиняет и у сложня ет весь процессизготовления 22 протеза. Такой процесс включает изготовление трубки, нанесение армировочной нити, закрепление армировочной нити с трубкой. Все операции, входящие в процесс изготовления протеза, выполняются на различном специальном оборудовании. 3.Соединение трубки с армировочной нитью за счет их склеивания требует изготовления специальныхклеев. Такие клеи должны обеспечивать прочное соединение склеиваемых деталей, быть биоинертными, не разрушаться со временем в организме. Подобрать и изготовить клеи, отвечающие всем этим функциям, весьма трудно. Кроме того, нанесение клея на трубку увеличит ее жесткость, что приведет к снижению эластичности стенок протеза. 4.Неподвижное соединение жесткой армировочной нити с трубкой за счет жесткой спайки или склеивания не дает возможности пульсации протеза в радиальном направлении, что отрицательно сказывается на процессе протекания крови. 5.Необходимость подбора материалов, котррые могут быть сплавлены или склеены. . Указанные недостатки в целом приводят к снижению качества протезов и усложняют технологию изготовления. Целью изобретения йвляется повьщ1ение качества. Поставленная цель достигается тем, что армировочная нить закреплена в петельных рядах трубки футером или утком. На фиг. 1 изображена условная схема протез-а в разрезе по снятию с вязальной машины; на фиг. 2 - то же, в вывернутом виде; на фиг. 3 структура переплетения вязаной трубки, образующей протез. Протез кровеносного сосуда состоит из гладкой (без гофр) вязаной трубки 1. Трубка 1 связана одинарным переплетением кулирная гладь (см. фиг. 3) или другим переплетением. Выбор одинарного переплетения обусловлен его меньшей толщиной в сравнении с другими переплетениями. Трубка 1 армирована по спирали нити 2 из жесткого материала, например, полипропиленовой мононитью. Нить 2 закреплена в петлях трубки 1 футером и обвивают с изнаночной стороны протяжки 3 петель. Для вязания
трубки 1 могут быть использованы полиэфирные или полипропиленовые текструрированые нити.
Протез может быть связан на известных кругловязальных машинах малого диаметра КОД или на плоскофанговых машинах высокого класса
При вязании на кругловязальной машине жесткая нить 2 прокладывается в каждом ряду вязания.
При вязании на плоскофанговой машине нитевод с жесткой нитью 2 можно периодически выводить из рабты, что позволяет ввязать нить 2 в петли трубки 1 с заданным шагом, например, через три петельных ряда Для исключения провисания футерной нити по кромкам (в случае вязания через несколько петельных рядов) ее можно вязать в петли с помощью крайних игл вместе с нитью трубки 1 .
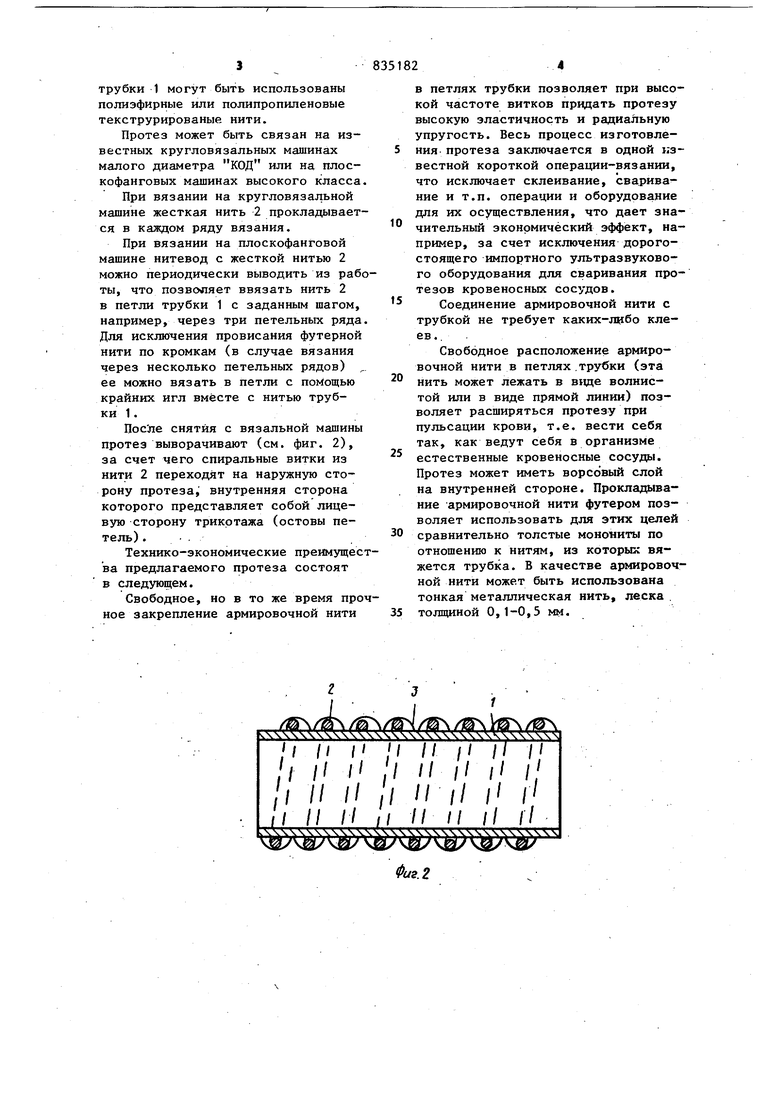
После снятия с вязальной машины протез выворачивают (см. фиг. 2), за счет чего спиральные витки из нити 2 переходят на наружную сторону протеза, внутренняя сторона которого представляет собой лицевую -сторону трикотажа (остовы петель) . .
Технико-экономические преимущесва предлагаемого протеза состоят в следующем.
Свободное, но в то же время проное закрепление армировочной нити
в петлях трубки позволяет при высокой частоте витков придать протезу высокую эластичность и радиальную упругость. Весь процесс изготовления протеза заключается в одной известной короткой операции-вязании, что исключает склеивание, сваривание и т.п. операции и оборудование для их осуществления, что дает значительный экономический эффект, например, за счет исключения дорогостоящего импортного ультразвукового оборудования для сваривания протезов кровеносных сосудов.
Соединение армировочной нити с трубкой не требует каких-л|1бо клеев.. .
Свободное расположение армировочной нити в петлях.трубки (эта нить может лежать в В1ще волнистой или в виде прямой линии) позволяет расширяться протезу при пульсации крови, т.е. вести себя так, как ведут себя в организме естественные кровеносные сосуды. Протез может иметь ворсовый слой на внутренней стороне. Прокладывание армировочной нити футером позволяет использовать для этих целей сравнительно толстые моноииты по отношению к нитям, из которых вяжется трубка. В качестве армировочной нити может быть использована тонкая металлическая нить, леска . толщиной 0,1-0,5 мм.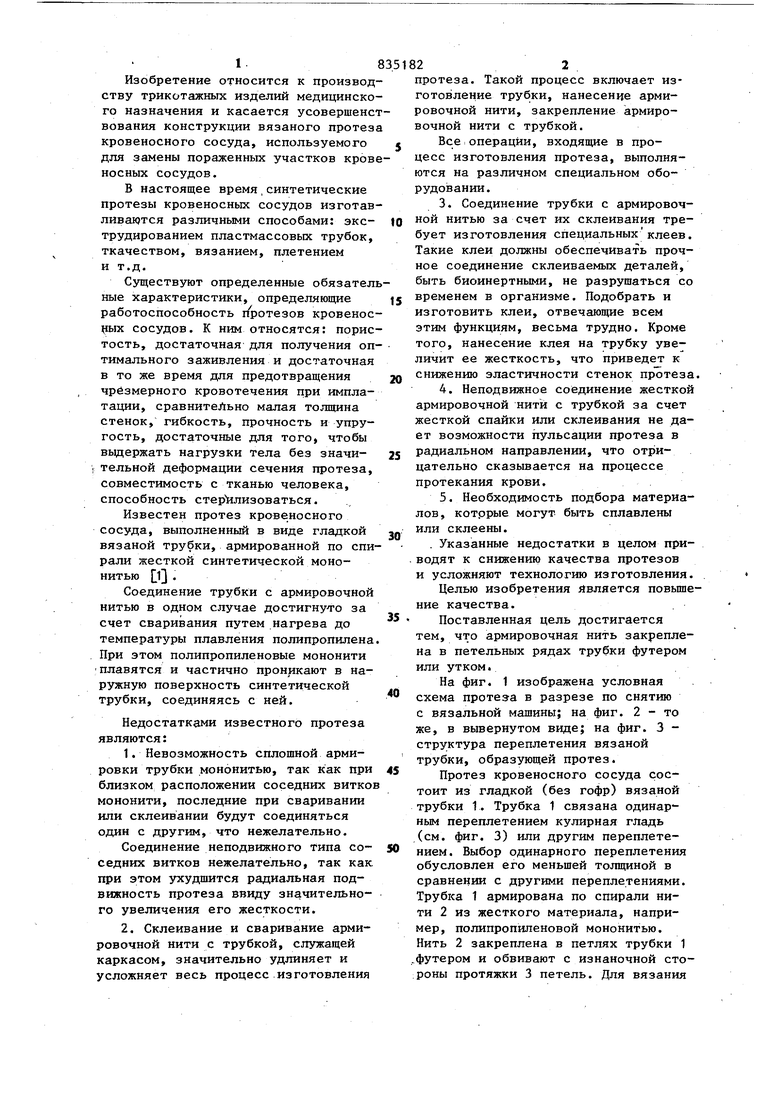
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления протеза клапана сердца | 1979 |
|
SU835181A1 |
| Способ изготовления вязаного многоканального протеза кровеносного сосуда | 1977 |
|
SU692923A1 |
| Протез кровеносного сосуда с ворсовой поверхностью | 1978 |
|
SU739150A1 |
| Кулирный осново-уточный трикотаж | 1988 |
|
SU1608265A1 |
| Протез кровеносного сосуда с двусторонней ворсовой поверхностью | 1976 |
|
SU621348A1 |
| Способ изготовления купона плюшевымпЕРЕплЕТЕНиЕМ HA МНОгОСиСТЕМНОй дВуХ-фОНТуРНОй ВязАльНОй МАшиНЕ | 1978 |
|
SU796262A1 |
| Способ получения шнуроподобных изделий | 1976 |
|
SU861429A1 |
| Способ получения плюшевого трикотажа на многосистемной двухфонтурной вязальной машине | 1971 |
|
SU659663A1 |
| Многоканальный протез кровеносного сосуда | 1980 |
|
SU942736A1 |
| Способ получения плюшевого трикотажа на многосистемной двухфонтурной вязальной машине | 1980 |
|
SU981481A2 |
ПРОТЕЗ КРОВЕНОСНОГО .СОСУДА, выполненный в виде вязаной трубки, армированной по спирали нитью яз жесткого материала, отличающийся тем, что, с целью повышения качества, армировочная нить закреплена в петельных рядах трубки футером или утком. .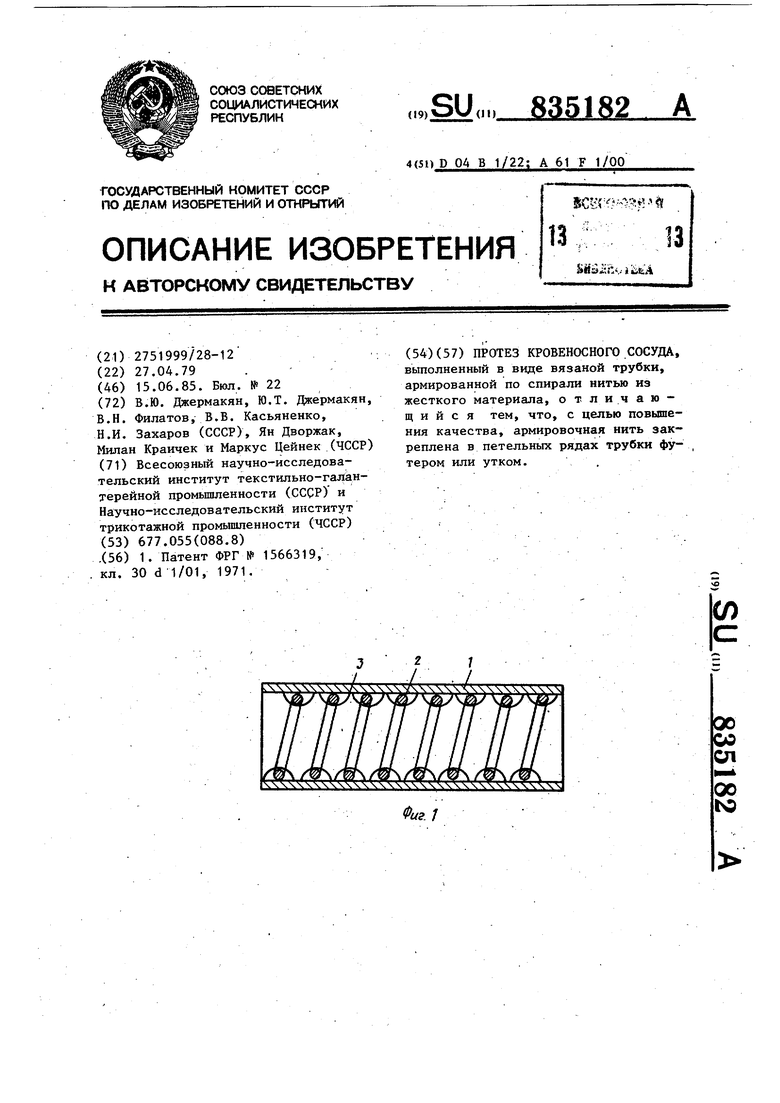
//
// /
/ II // /
/
// // / // // //
/
/ Till
// //
// // / // / /
// //
// // //
Фаг.2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Адаптивная система управления | 1988 |
|
SU1566319A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
