1
Изобретение относится к металлообработке и может быть использовано на различных видах металлообрабатывающего оборудования, например вертикально-фрезерных или сверлильных станках, работа101;их концевым инструментом.
Известен способ охла;кдения концевого инструмента путем комбинированной подачи смазочно-охла5кдаюгдей жидкости и воздуха Cll .
Способ осуществляют устройством, включакхдим шкаф с. емкостью для СОК и шланги для подвода СОЯ и возду-ха ГЗ.
Цель изобретения - повышение стойкости инструмента.
Поставленная цель достиг-ается тем, что смазочно-охлаждагачуп жидкость наносят на шейку фрезы и воздухом сдувают по поверхности инструмента в виде сплошного слоя О , 1-0 , 3 мм вниз, в зону резания. Кроме того, устройство для осуьчествления предлагаемого способа снабжено приставкой, выполненной из оснащенного сменной насадкой корпуса и крышки, в которой установлена втулка с составным дросселем, в регулирующей части которого выполнена сужагачаяся канавка, при
этом сменная насадка снабжена ниппелем с пучком нитей.
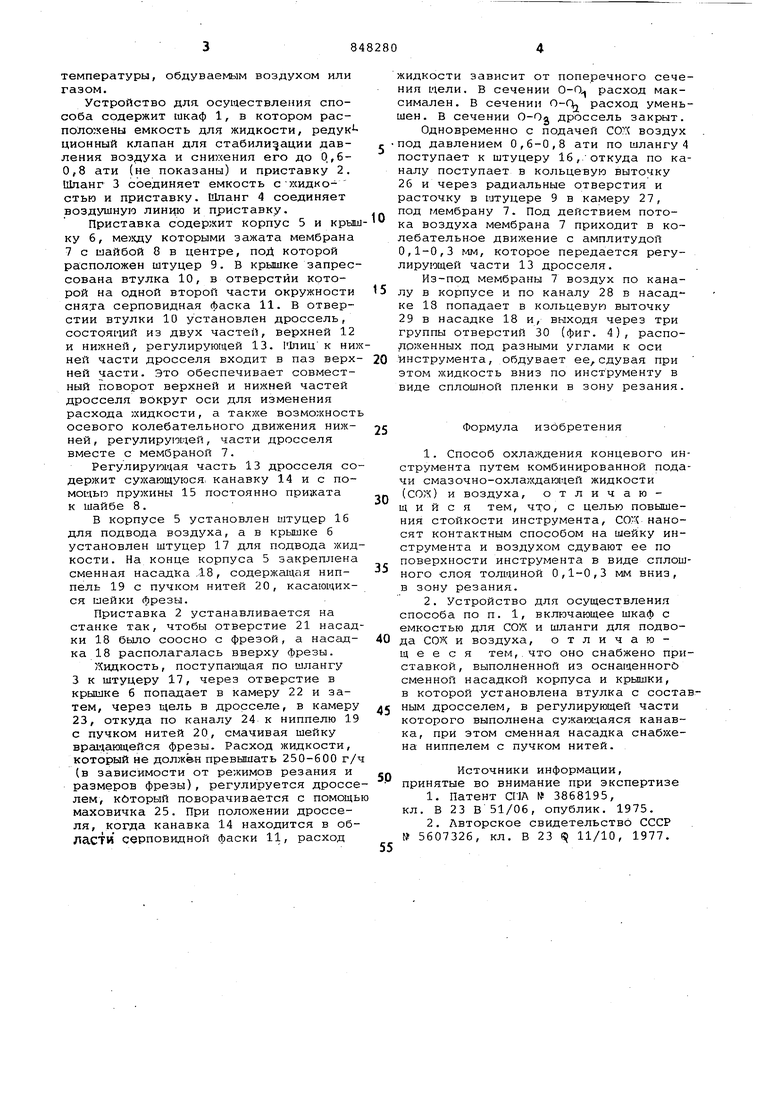
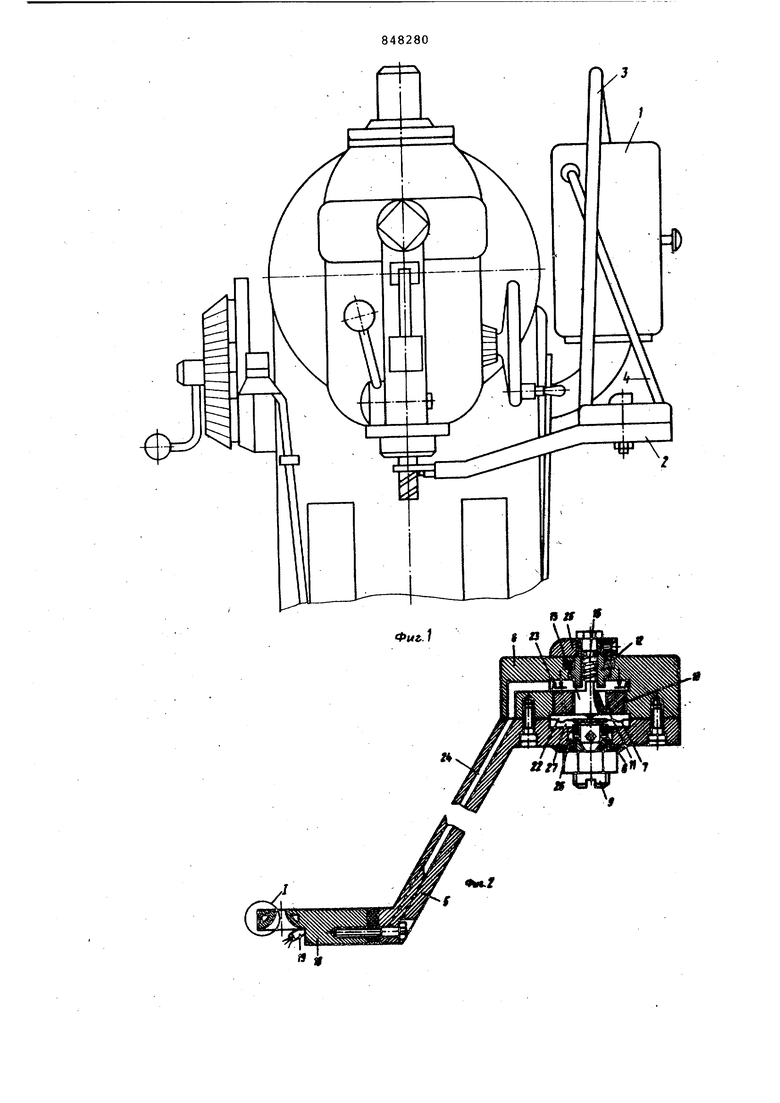
На фиг. 1 изображено устройство, общий ВИД , на фиг. 2 - приставка, ,вид сбоку на фиг. 3 - сечение А-А на фиг. 2; на фиг. 4 - узел I на Г фиг. 2) на фиг. 5 - приставка, вид сверху; на фиг. 6 - положение дросселя в сечении фиг. 3; на фиг.710то же, в сечении О-О на фиг. 3; на фиг. 8 - то же, в сечении О-О на фиг. 3.
Способ охлаходения концевого инструмента заключается в том, что
15 смазочно-охла/кдающую жидкость, подаваемую из емкости известным способом в количестве 250-600 г/ч, с помощью смачивающего устройства накосят на шейку инструмента в верхней его час20ти, в виде слоя и воздухом или .иным газом под давлением 0,6-0,8 ати сдувают вниз по поверхности инструмента в виде сплошного слоя толщиной 0,10,3 мм.
25
Более интенсивное охлаждение при этом основано на создании сплошной тонкой пленки жидкости с максимальным теплоотводом по ее поверхности
3 за счет турбулизации ее и снижения температуры, обдуваемым воздухом или газом. Устройство для осуществления способа содержит шкаф 1, в котором расположены емкость для жидкости, редук ционный клапан для стабилизации давления воздуха и снижения его до 0,60,8 ати (не показаны) и приставку 2. Шланг 3 соединяет емкость с-жидкостью и приставку. Шланг 4 соединяет воздушную линию и приставку. Приставка содержит корпус 5 и кры ку б, между которыми зажата мембрана 7 с шайбой 8 в центре, поД которой расположен штуцер 9. В крышке запрес сована втулка 10, в отверстии которой на одной второй части окружности снята серповидная фаска 11. В отверстии втулки 10 установлен дроссель, состояний из двух частей, верхней 12 и нижней, регулируюгцей 13. 11лиц к ни ней части дросселя входит в паз верх ней части. Это обеспечивает совместный поворот верхней и нижней частей дросселя вокруг оси для изменения расхода жидкости, а также возможност осевого колебательного движения нижней, регулирующей, части дросселя вместе с мембраной 7. Регулирующая часть 13 дросселя со держит сужающуюся: канавку 14 и с помощью пружины 15 постоянно прижата к шайбе 8. В корпусе 5 установлен штуцер 16 для подвода воздуха, а в крышке б установлен штуцер 17 для подвода жид кости. На конце корпуса 5 закреплена сменная насадка,18, содержащая ниппель 19 с пучком нитей 20, касающихся шейки фрезы. Приставка 2 устанавливается на станке так, чтобы отверстие 21 насад ки 18 было соосно с фрезой, а насадка 18 располагалась вверху фрезы. )Хидкость, поступающая по шлангу 3 к штуцеру 17, через отверстие в крышке б попадает в камеру 22 и затем, через щель в дросселе, в камеру 23, откуда по каналу 24 к ниппелю 19 с пучком нитей 20, смачивая шейку вра11ающейся фрезы. Расход жидкости, который не долж&н превышать 250-600 г/ (в зависимости от режимов резания и размеров фрезы), регулируется дроссе лем, который поворачивается с помощь маховичка 25. При положении дросселя, когда канавка 14 находится в обЛаСТИ серповидной фаски 11, расход жидкости зависит от поперечного сечения щели. В сечении О-О расход максимален. В сечении O-f расход уменьшен, в сечении O-Oj дроссель закрыт. Одновременно с подачей СО/Х воздух под давлением 0,6-0,8 ати по шлангу 4 поступает к штуцеру 16,/откуда по каналу поступает в кольцевую выточку 26 и через радиальные отверстия и расточку в штуцере 9 в камеру 27, под мембрану 7. Под действием потока воздуха мембрана 7 приходит в колебательное движение с амплитудой 0,1-0,3 мм, которое передается регулирующей части 13 дросселя. Из-под мембраны 7 воздух по каналу в корпусе и по каналу 28 в насадке 18 попадает в кольцевую выточку 29 в насадке 18 и, выходя через три группы отверстий 30 (фиг. 4), распоТвдженных под разными углами к оси инструмента, обдувает ее,сдувая при этом жидкость вниз по инструменту в виде сплошной пленки в зону резания. Формула изобретения 1.Способ охлаждения концевого инструмента путем комбинированной подачи смазочно-охлаждающей жидкости (СОЛ) и воздуха, отличающийся тем, что, с целью повышения стойкости инструмента, СО наносят контактным способом на шейку инструмента и воздухом сдувают ее по поверхности инструмента в виде сплошного слоя толщиной 0,1-0,3 мм вниз, в зону резания. 2.Устройство для осуществления способа по п. 1, включающее шкаф с емкостью для СОЖ и шланги для подвода СОЖ и воздуха, отличающееся тем,. что оно снабжено приставкой, выполненной из оснащенного сменной насадкой корпуса и крышки, в которой установлена втулка с составным дросселем, в регулирующей части которого выполнена сужающаяся канавка, при этом сменная насадка снабжена ниппелем с пучком нитей. Источники информации, принятые во внимание при экспертизе 1.Патент СИЛ № 3868195, кл. В 23 В 51/06, опублик. 1975. 2.Авторское свидетельство СССР 5607326, кл. В 23 11/10, 1977.
Фиг.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОРПУС ТЕПЛОВОЙ БАТАРЕИ | 2024 |
|
RU2835980C1 |
| ДЕРЖАТЕЛЬ ИНСТРУМЕНТА И МЕТАЛЛОРЕЖУЩИЙ СТАНОК | 2011 |
|
RU2541243C1 |
| СПОСОБ ОТБОРА ПРОБ ГАЗОВ НА КОНТРОЛЬНУЮ ТРУБКУ, УСТРОЙСТВО ДЛЯ ОТБОРА ПРОБ ГАЗОВ НА КОНТРОЛЬНУЮ ТРУБКУ И ЕГО ВАРИАНТЫ | 1995 |
|
RU2106614C1 |
| Способ изготовления электродов и устройство для его осуществления | 1991 |
|
SU1801076A3 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ ВНУТРЕННЕЙ ПОЛОСТИ ТРУБОПРОВОДА | 2008 |
|
RU2377080C1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ КРЕПЛЕНИЯ ИНСТРУМЕНТА | 2006 |
|
RU2409451C2 |
| Устройство для охлаждения и смазки зоны резания распыленными жидкостями | 1974 |
|
SU560732A1 |
| УСТРОЙСТВО ДЛЯ ОТБОРА ПРОБ ГАЗОВ НА КОНТРОЛЬНУЮ ТРУБКУ | 1995 |
|
RU2103670C1 |
| КОНЦЕВАЯ ФРЕЗА, ОБЛАДАЮЩАЯ ЖЕСТКОСТЬЮ НА КРУЧЕНИЕ | 2005 |
|
RU2394670C2 |
| БУРОВОЕ ДОЛОТО С ГЕРМЕТИЗИРОВАННОЙ ОПОРОЙ | 2008 |
|
RU2389859C1 |
О-01
О --Qi
ФигЛ
Фиг.6
Фиг. 5
О-0л
Фиг. 8
