Известны способы изготовления металлических детале) штамповко в закрытых штампах с применепием высокочастотного индукционного нагрева заготовок в не11тралыи)й атмосфере до температуры, близко к температуре плавления.
Предлагается, с целью автоматизации подачи заготовок в штамп и лучшего заполнення имн полости штамиа, индуктор для нагрева заготовок раснолагать в непосредстве1П-юи близости от штампа под углом к его осп и применять заготовки, состоящие для каждо11 детали из нескольких мелких кусков металла.
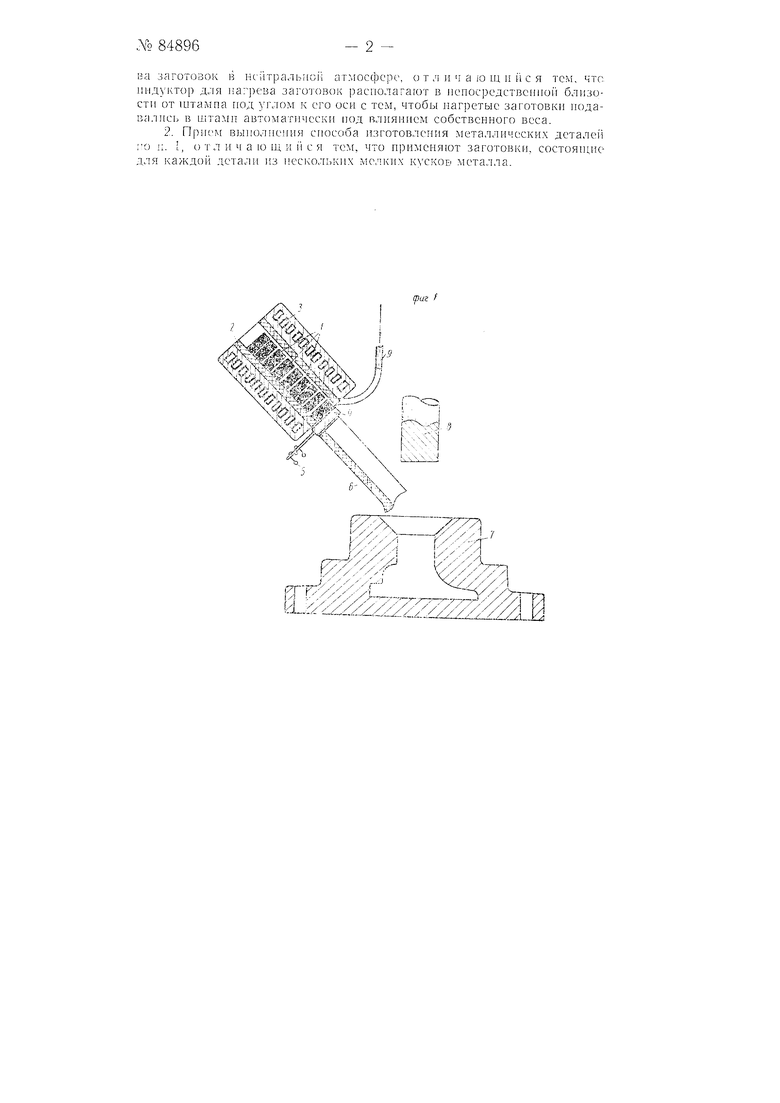
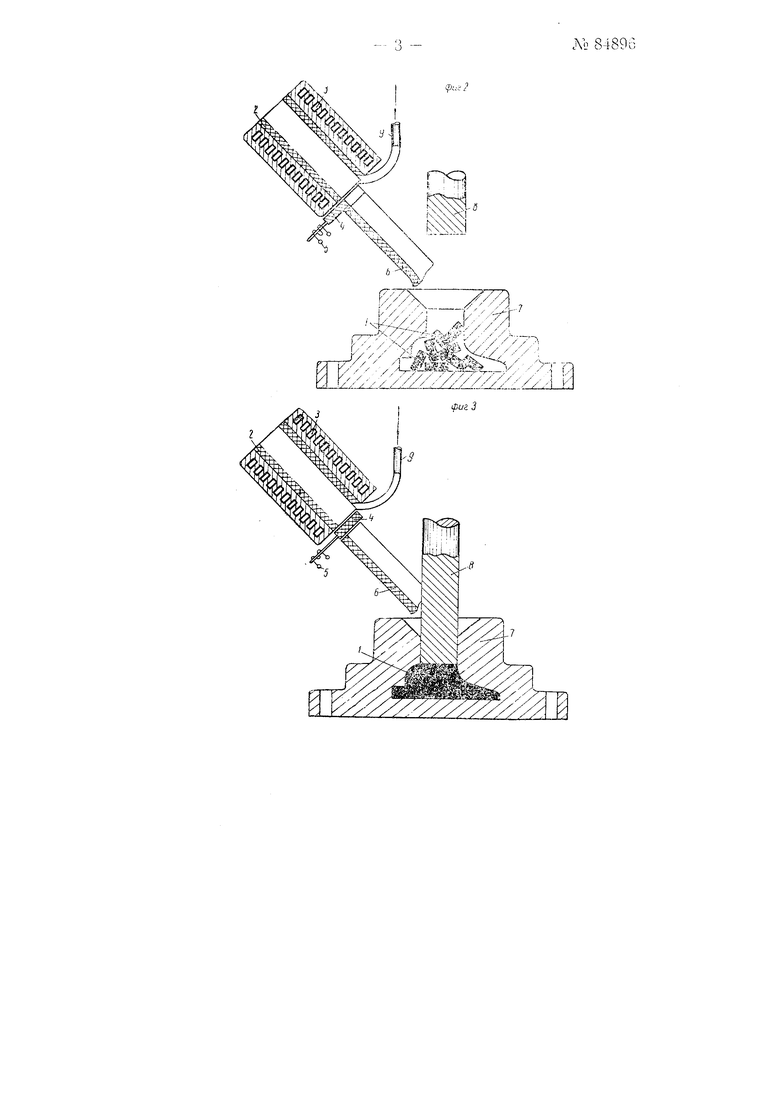
На фиг. 1, 2 и 3 схематически мзобралчспа иоследонательность хода штамповки.
Подлежашая нагреву заготовка, еостоящая из нескольких частей 1, помещается в наклонную кералп чеекую огнеупорную трубу 2, вынолиепную, например, из кварца, силимииггга, алуида или другого теплоусто :чивого и изоляционного материала. Труба 2 распо.южеиа внутри цилиндрического индуктора 3, соединенного с высокочастотн 1м генератором.
Загруженные заготовки удерживаются внутри трубы при noMonui заслонки 4 (фиг. 1). После окончания нагреза электромагннт о оттягивает заслонку и заготовки под де11ствием собственного вееа перемещаются по желобу 6 в матрицу разъемного закрытого uiTaMria 7 (фнг. 2). Под действием снускающегося пуансона 8 отдельные части заготовок (фиг. 3) деформируются и свариваются.
Для предотвраидения возможности окисления заготовок в процессе их нагрева к трубе 2 по патрубку 9 подводится ицертпыГ газ, ианример, азот, обеенечивающий создание нейтральной атмосферы в зоне Harpeisa.
Предмет и з о б р е т е и и я
1. Способ изготовления металлических деталей штамиовко) г закрытых штампах с применением выеокочастотного индукционного нагрева заготовок в нситральисп атмоссрсрс, о т л и ч а ю щ и п с я тем, что ui-i.ayivTOp д;1я narjieBa заго Ч)вок располагают в пепосрсдствсппоГ близости от штампа под углом к его оси с тем, чтобы наг)етыс заготовк 1 иодавались в штамп автоматически под влиянием собственного веса.
2. Прием выполпе 1ия способа пзготовлеппя металлических детале ;о п. ;, о т л и ч а 10 Пл и 11 с я тем, что применяют заготовки, состояпи е для каждой деталп из иес1 ольк11х мелкпх кусков металла.
И„;:2
