Предлагается станок для заготовки кровельных картин пyтe загибания края закрепленного в нем листа поворотным брусом.
Станки для загибания края листового металла с применением зажимного я поворотного загибочного брусьев известны.
В описываемом станке новым является применение прикрепляемых к прижимному брусу фасонных форм и выполнение загибочного бруса переставным, что позволяет загибать, кроме картин рядового покрытия, также заготовки желобов и свесов.
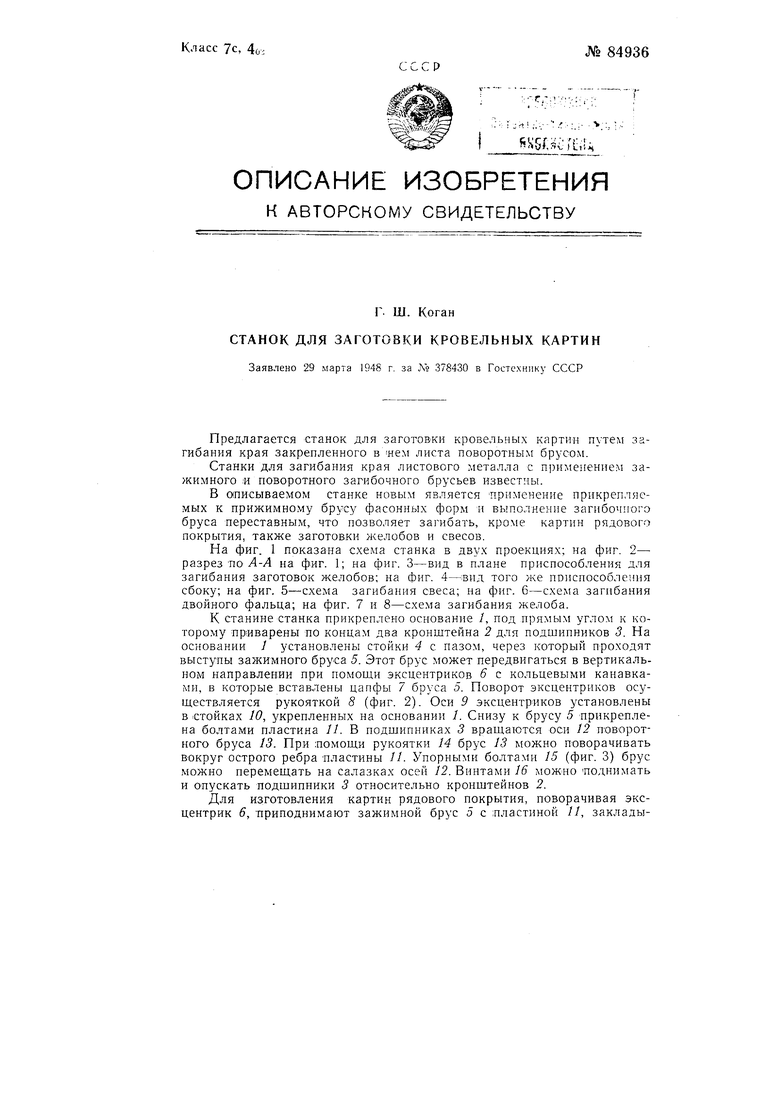
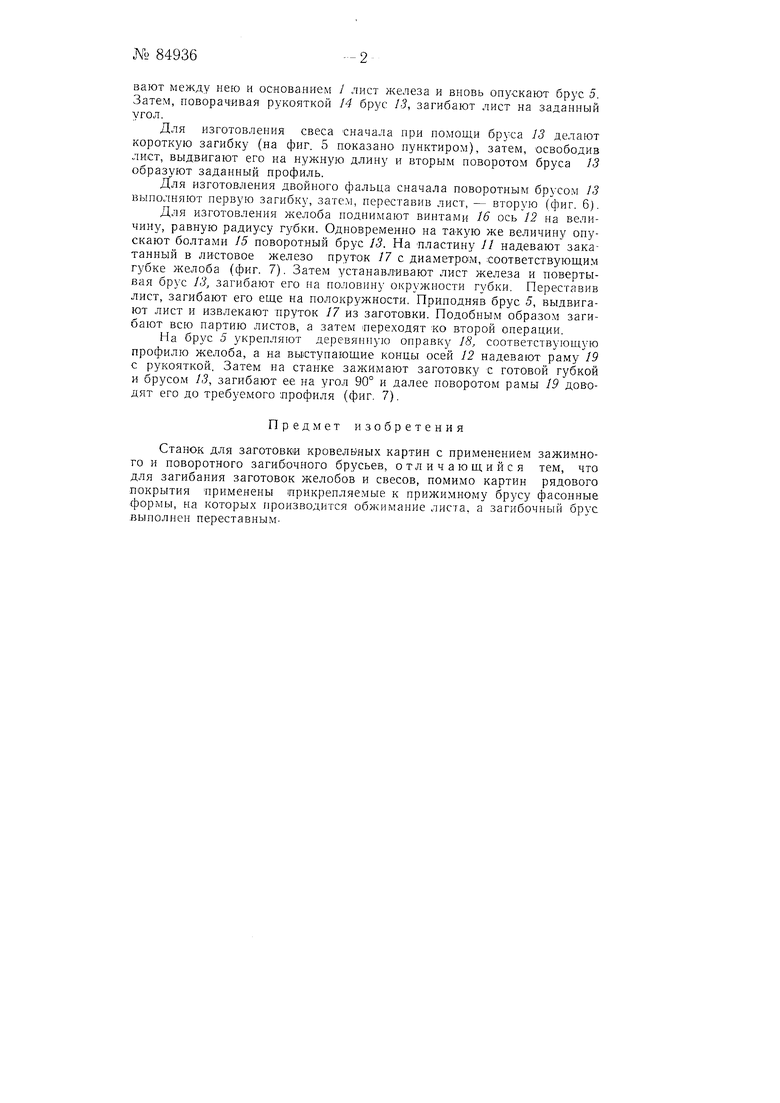
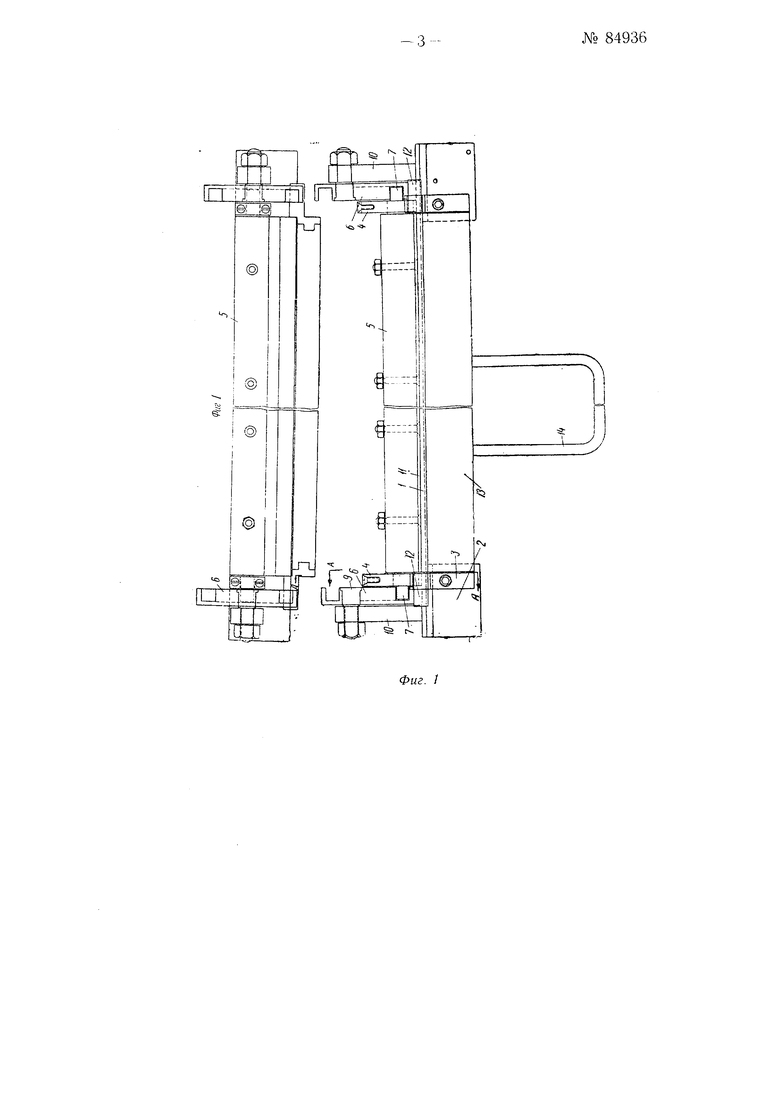
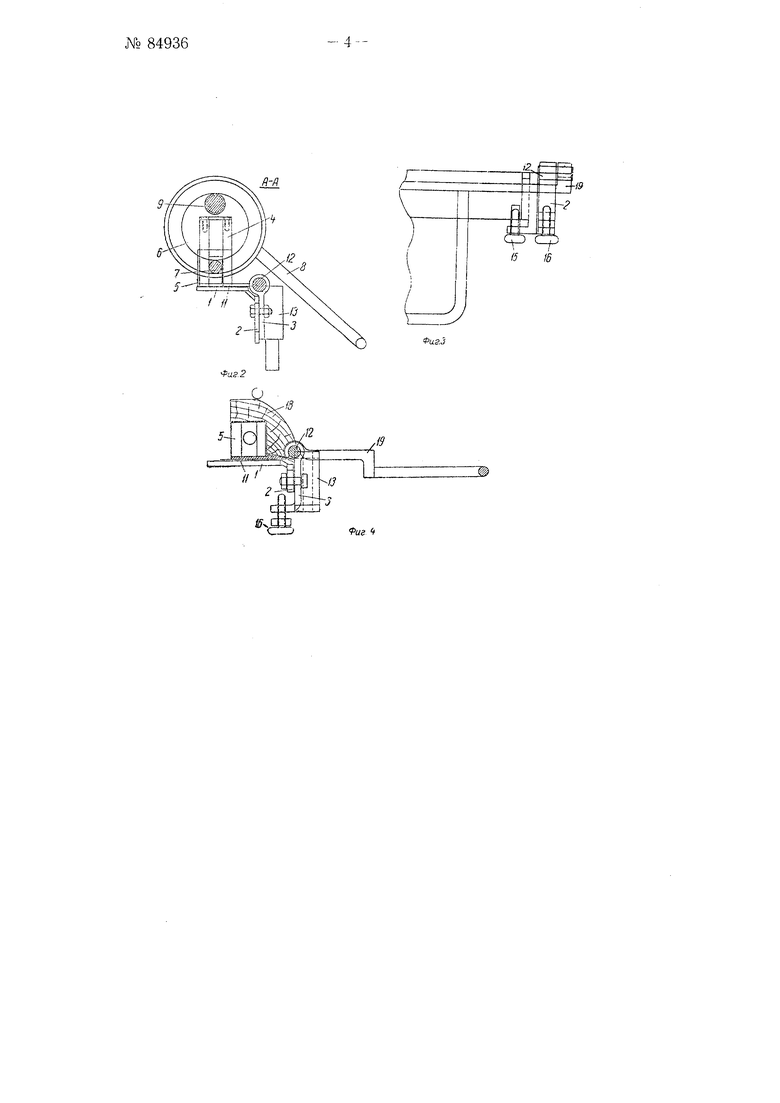
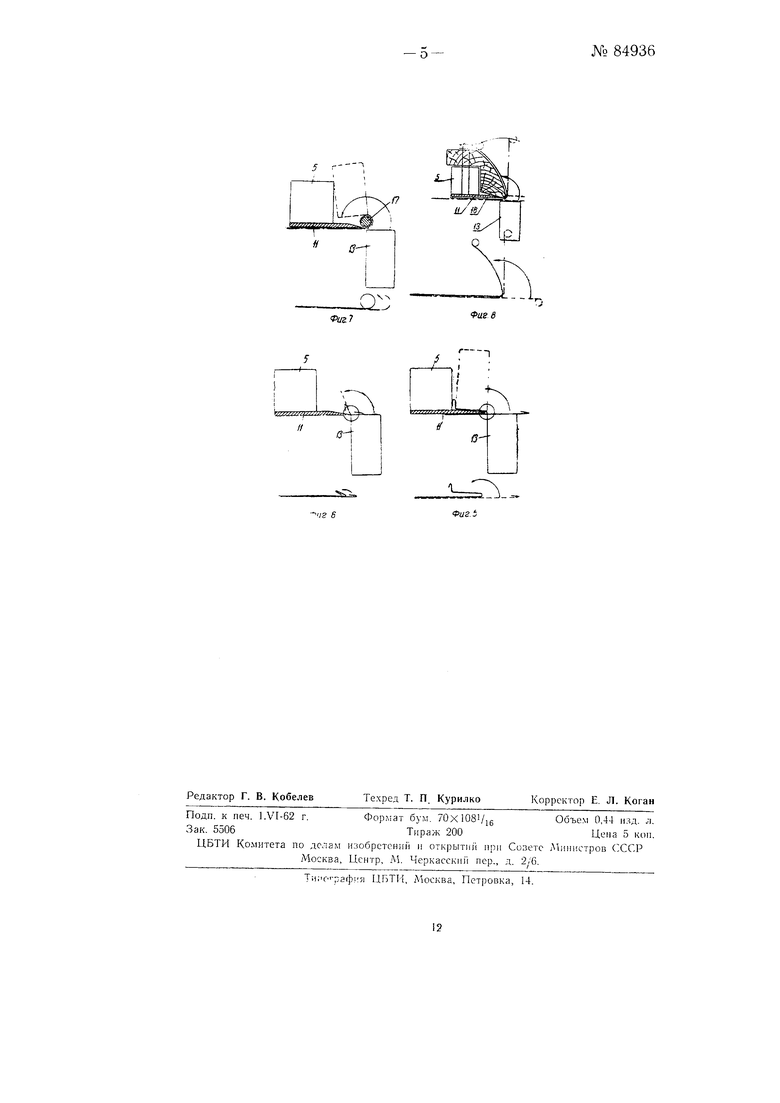
На фиг. 1 показана схема станка в двух проекциях; на фиг. 2- разрезПО Л-Л на фиг. 1; на фиг. 3-вид в плане приспособления для загибания заготовок желобов; на фиг. 4-вид того же приспособления сбоку; на фиг. 5-схема загибания свеса; па фиг. 6-схема загибания двойного фальца; на фиг. 7 и 8-схема загибания желоба.
К станине станка прикреплено основание /, под прямым углом к которому приварены по концам два кронштейна 2 для подшипников 3. На основании 1 установлены стойки 4 с пазом, через который проходят выступы зажимного бруса 5. Этот брус может передвигаться в вертикальном направлении при помощи эксцентриков б с кольцевыми канавками, в которые вставлены цапфы 7 бруса 5. Поворот эксцентриков осуществляется рукояткой 8 (фиг. 2). Оси 9 эксцентриков установлены в стойках 10, укрепленных на основании /. Снизу к брусу 5 прикреплена болтами пластина //. В подшипниках 3 вращаются оси 12 поворотного бруса 13. При помощи рукоятки 14 брус 13 можно поворачивать вокруг острого ребра пластины //. Упорными болтами 15 (фиг. 3) брус можно перемещать на салазках осей 12. Винтами 16 можно поднимать и опускать подшипники 3 относительно кронштейнов 2.
Для изготовления картин рядового покрытия, поворачивая эксцентрик 6, -приподнимают зажимной брус 5 с пластиной //, закладыNO 84936- 2
вают между нею и основанием / лист железа и вновь опускают брус 5. Затем, поворачивая рукояткой М брус /5, загибают лист на заданный угол.
Для изготовления свеса сначала при номощи бруса J3 делают короткую загибку (на фиг. 5 показано пунктиром), затем, освободив лист, выдвигают его на нужную длину и вторым поворотом бруса 13 образуют заданный профиль.
Для изготовления двойного фальца сначала поворотным брусом 13 выполняют первую загибку, затем, переставив лист, - вторую (фиг. 6).
Для изготовления желоба поднимают винтами 16 ось 12 на величину, равную радиусу губки. Одновременно на та-кую же величину опускают болтами 15 поворотный брус 13. На пластину // надевают закатанный в листовое железо пруток /7с диаметрочм, соответствующим губке желоба (фиг. 7). Затем устанавливают лист железа и повертывая брус 13, загибают его па половину окружности губки. Переставив лист, загибают его еще на полокружности. Приподняв брус 5, выдвигают лист и извлекают пруток 17 из заготовки. Подобным образом загибают всю партию листов, а затем переходят ко второй операции.
На брус 5 укрепляют деревянную оправку J8, соответствующую профилю желоба, а на выступающие концы осей J2 надевают раму 19 с рукояткой. Затем на станке зажимают заготовку с готовой губкой и брусом 13, загибают ее на угол 90° и далее поворотом рамы 19 доВОдят его до требуемого профиля (фиг. 7).
Предмет изобретения
Станок для заготовки кровелвных картин с применением зажимного и поворотного загибочного брусьев, отличающийся тем, что для загибания заготовок желобов и свесов, помимо картин рядового покрытия применены прикрепляемые к прижимному брусу фасонные формы, па которых производится обжимание листа, а загибочный брус выполнен переставным.
г
к ш
Фи.д.З
fue
гЛ
Pas. 6