(54) КАССЕТНАЯ ФОРМА

| название | год | авторы | номер документа |
|---|---|---|---|
| КАССЕТНАЯ ФОРМА | 1991 |
|
RU2013206C1 |
| Технологическая линия для изготовления строительных изделий | 1979 |
|
SU897518A1 |
| Кассетная форма | 1980 |
|
SU946953A1 |
| Устройство для распалубки и сборки форм | 1979 |
|
SU772858A1 |
| Устройство для распалубки и сборки форм | 1983 |
|
SU1140963A1 |
| ТЕХНОЛОГИЧЕСКИЙ КОМПЛЕКС ПО ПРОИЗВОДСТВУ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ И ПЛИТА ПЕРЕКРЫТИЯ, ИЗГОТОВЛЕННАЯ В ЭТОМ ТЕХНОЛОГИЧЕСКОМ КОМПЛЕКСЕ | 2005 |
|
RU2304042C2 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ВЕНТИЛЯЦИОННЫХ БЛОКОВ | 1992 |
|
RU2037407C1 |
| КАССЕТНАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ШТУЧНЫХ ИЗДЕЛИЙ, НАПРИМЕР СТЕНОВЫХ БЛОКОВ | 1996 |
|
RU2101171C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ И СТРОИТЕЛЬНЫЕ КОНСТРУКЦИИ, ИЗГОТОВЛЕННЫЕ ЭТИМ СПОСОБОМ | 2005 |
|
RU2292261C1 |
| Кассетная установка для изготовления строительных изделий | 1984 |
|
SU1219369A1 |


Изобретение относится к строитель ству ,и может быть использовано для изготовления железобетонных изделий. Известна кассетная форма, содержа щая раму с шарнирнс закрепленными на ней поперечными бортами, гибкий поддон с разделительными стенками и механизм распалубки, вьтолненный в виде закрепленных к поперечным бортам фасонных кулачков с выступами, взаимодействующими с гибким поддоном fl3 . Недостатком данного устройства является то, что при открьшании поперечных бортов и изгибании поддона необходимо приклад5 1вать к поперечным бортам силовое усилие, что услож няет процесс распалубки и способствует преждевременному выходу из стро формы. Цель изобретения - обеспечение ав томатического закрывания и открывания поперечных бортов форь1ы, облегчение и упрощение процесса распалубк Указанная цель достигается тем, что кассетная форма имеет раму с шарнирно закрепленными на ней поперечными бортами, гибкий поддон с разделительными стенками и механизмы распалубки, при этом с целью обеспечения автоматического закрывания и открывания поперечных бортов и упрощения процесса распалубки, каждый механизм распалубки вьшолнен в виде вала с подвижно установленными на нем упорами и жестко связанной с поперечными бортами П-образной штанги, взаимодействующей с упорами, причем гибкий поддон соединен с валом при помощи каретки, поперечные борта шарнирно сое 1инены с боковинами рамы, а упоры выполнены с овальными отверстиями и вырезами. Кроме того, упоры и вырезы упоров выполнены различными по длине. На фиг. 1 изображена форма с закрытыми поперечными бортами, продольный разрез; на фиг. 2 - разрез А-А
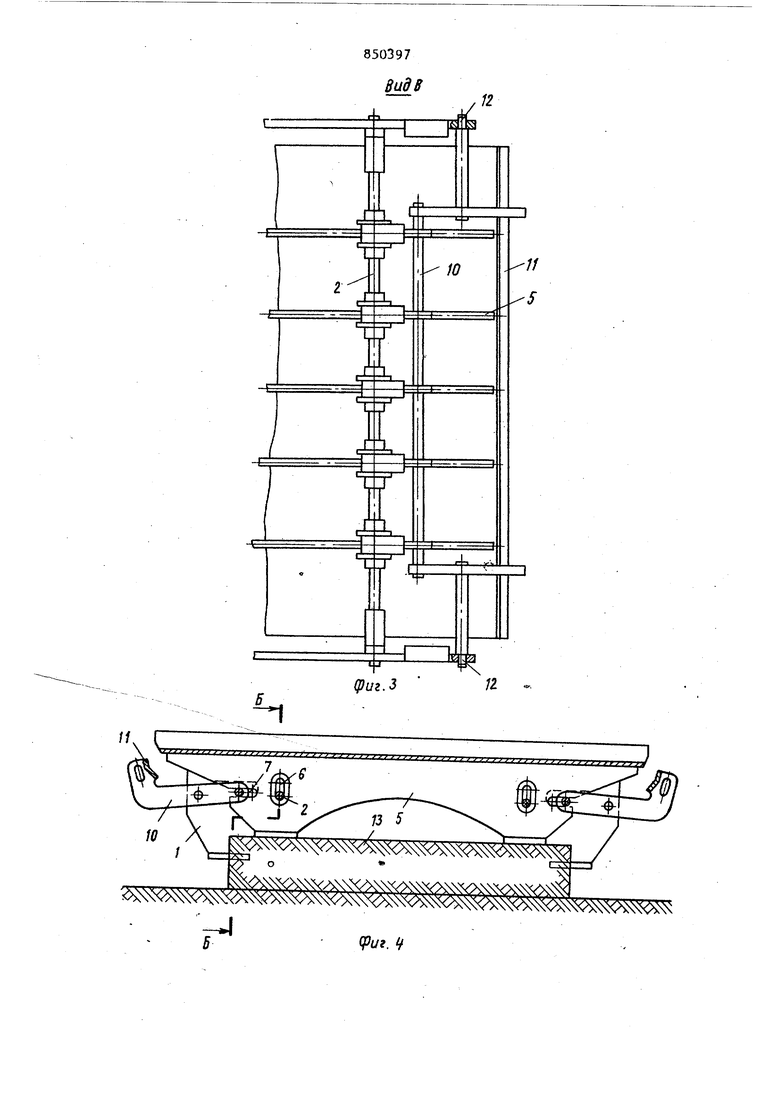
на фиг. 1; на фиг. 3 - вид В на фиг. на фиг. 4 - форма с открытыми поперень1ми бортами, продольный разрез; на фиг. 5 - разрез Б-Б на фиг. 4.
Форма состоит из рамы, содержащей боковины 1, жестко соединенные между собой посредством валов 2. На валах при помощи каретки 3 закреплен гибки поддон 4 с разделительными стенками и подвижно в вертикальной плоскости установлены продольные упоры 5 с овальными отверстиями 6 и вырезами 7. Продольные упоры 5 фиксируют на валах в нужном положении посредством втулок 8 со стопорными болтами 9. Продольные упоры посредством вырезов 7 взаимодействуют с П-образными штангами 10, жестко связанными с поперечными бортами 11, которые посредством шарниров 12 соединены с боковинами 1 рамы. Поперечные борта 11 удеживаются в закрытом положении под действием суммы собственных весов формуемых изделий, гибкого поддона 4 и продольных упоров 5.
Устройство работает следующим- образом.
После окончания термообработки изделия вместе с формой поступают на распалубочный пост. При опускании формы на пост распалубки продольные упоры 5 взаимодействуют с наземным упором 13 и далее продотшают оставаться на месте, позволяя остальным частям формы опускаться дальше, благодаря овальным отверстиям, имеющимся в упорах. При этом упоры 5, взаимодействуя с гибким поддоном 4 изгибают последний до предусмотренной кривизны, которая обеспечивает свободное извлечение изделий из формы. Одновременно с этим продольные 5 взаимодействуют и с П-образными штангами 10 поперечных бортов 11, удерживая их на месте, а последние будучи шарнирно соединены с боковинами 1 рамы, которые относительно упоров 5 ушли ниже и жестко соединены с поперечными бортами 11, автоматически открывают их.
В этом положении фо1в4Ь1 извлекают железобетонные изделия. После извлечения изделий форма зачаливается за петли рамы или поперечных бортов, поднимается и перемещается на место для подготовки ее к следуищему технологическоку циклу формования. При подьеме формы под действием упругих сил и своего собственного веса гибкий поддон 4 возвращается в исходное положение, а продольные упоры 5 под действием их. собственного веса, упругих сил и собственного веса гибкого поддона 4, перемещаясь относительно вала 2 в овальных отверстиях 6 вниз, автоматически закрывают--поперечные борта 11.
Предлагаемое выполнение механизма распалубки обеспечивает автоматическое открывание и закрывание бортов формы, облегчение и упрощение процесса распалубки.
Формула изобретения
и жестко связанной с поперечными бортами П-образной штанги, взаимодействующей с упорами, причем гибкий поддон соединен с валом при помощи каретки, поперечные борта шарнирно соединены с боковинами рамы, а упоры вьтолнены с овальными отверстиями и вырезами.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 425802, кл. В 28 В 7/24, 24.03.71.
. .//,/
Фuf.i Фиг. 2
ч
