1
Изобретение относится к технической физике, в частности к образцам, предназначенным для определения т,емпературного коэффициента линейного расширения.
Известен образец для определения температурного коэффициента линейного расширения, включающий монолитную цилиндрическую рабочую часть диаметром 3,4-3,6 мм
применение известного образца не позволяет определять температурный коэффициент линейного расширения с достаточной точностью на образцах, изготовленных из roTOBCrfi проволоки диаметром меньше 2,0 мм ввиду частичной потери устойчивости при высоких температурах. Ла об ранцах, изготовленных из проволоки диаметром 0,1-1,0 мм, определение температурного коэффициента линейного расширения не возможно ввиду полной потери устойчивости.
Известен также образец для определения температурного коэффициента линейного расширения, изготавливаемый в виде цилиндра диаметром 3,55,0 мм из кованой или горячекатаной заготовки, полученной из пробы, взятой при разливке сплавов, или из ли-.
той пробы, полученной отсосом из расплава 2.
Применение такого образца для оценки температурного коэффициента
.линейного расширения готовой проволоки не эффективно, поскольку он имеет другую по сраснению с готовой проволокой текстуру, анизотропию свойств и структуры, другой уровень внутренних напряжений и разную химическую неоднородность. Все эти факторы влияют на значение температурного коэффициента линейного расширения, т. е. снижают .точность оп15 редёления температурного коэффициента линейного расширения готовой проволоки.
Цель изобретения - повышение т« ности измерения.
20 Указанная цель достигается тем, что образец снабжен обоймами, а рабочая часть выполнена ввьде набора проволочек одинаковой длины, размещенных в обоймах.
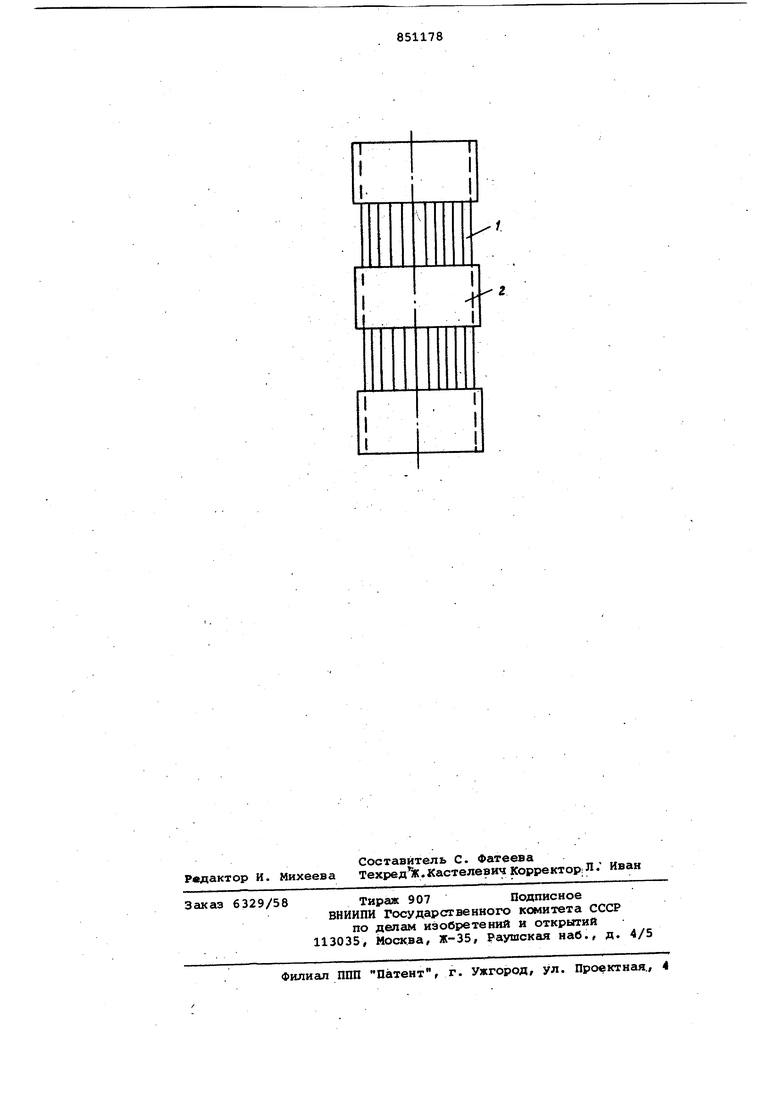
25 На чертеже изображен предлагаемый образец, общий вид.
Образец для определения температурного коэффициента линейного расширения проволоки включает цилиндрическую рабочую часть, выполненную в
виде набора проволочек 1 одинаковой длины, и обоймы 2, в которых размещены проволочки 1.
.- П. р. мер. Определяют температурный коэффициент линейного расширения готовой проволоки диаметром 0,1 и 0,6 мм из стали 29НК и сравнивают с образцом, изготовленным из литой пробы.
Отрезки проволоки одинаковой длин собирают в виде цилиндра, после чего плотно вставляют в обоймы, изготовленные из этой же марки стали или другой стали, температурный коэффициент которой отличается не более чем на 10-15%. Целесообразно выполнять образец при отношении его длины к диаметру не более 8 и расстоянии между обоймами не более двух диаметров цилиндра образца. После сборки производят шлифовку торцов образца с целью получения требуемой чистоты поверхности и перпендикулярности.
. Перед работой образец помещают в кварцевый дилатометрический держател (не показан). На образец устанавливают толкатель (не показан), опирающийся на торцовые поверхности только центральных слоев проволочек 1. В процессе нагрева образец расширяется.
Внешний слой проволочек образца, на который не опирается толкатель, обеспечивает устойчивость внутренних слоев проволочек, сводит до минимума их окисление и погашает контактные напряжения, обусловленные раным коэффициентом линейного расширения материала обоймы 2 и исследуемой проволоки 1.
Расширение, центральных слоев проволочек образца передается толкателем на регистрирующее устройство (не показано). В связи с тем, что толкатель опирается на несколько проволочек одновременно, в процессе одного нагрева определяют средний температурный коэффициент линейного расширения готовой проволоки.
Средний температурный коэффициент линейного расширения, определенный на образцах из готовой проволоки диаметром 0,1 и 0,6 мм стали 29НК, равен в интервале температур 20-300 20-400 и 20-500°С соответственно 5,2 . 10 5,2 10 и 6,1 - а.о град- .
Результаты сравнения показывают что применение предлагаемого образца по сравнению с образцом, выполненным из литой пробы, обеспечивает повышение точности измерения температурного коэффициента линейного расширения готовой проволоки из прецизионных сплавов диаметром 0,1 мм и выше на 40-60%, технологическое время koнтpoля, включая время изготовления образца и время его испытания, уменьшается в 1,5-2,0 раза. Применение образца позволяет производить входной ко1 троль проволоки из разных марок стали диаметром О,1 мм и выше без существенных затрат на любом из существующих кварцевых дилатометров.
Формула изобретения
Образец для определения температурного коэффициента линейного расшире-. ния проволоки, включающий цйлиндри- . ческую часть, с перпендикулярными к ее оси торцовыми поверхностями, . отлич ающийся тем, что, с целью повышения точности измерения, он снабжен обоймг1ми, а рабочая часть выполнена в вице набора проволочек одинаковой длины, размещенных в обоймах.
Источники информации, принятые во внимание при экспертизе
1.Методы испытания, контроля и исследования машиностроительных материалов . Справочное пособие, т. 1, М., Машиностроение, 1971, с. 554.
2.ГОСТ 14081-78.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФЛЮС ДЛЯ ПАЙКИ ОСОБОЛЕГКОПЛАВКИМИ ПРИПОЯМИ | 2012 |
|
RU2488472C1 |
| ДИЛАТОМЕТР | 2014 |
|
RU2551694C1 |
| Кварцевый дилатометр | 1978 |
|
SU805152A1 |
| Образец для исследования фазовых превращений в сталях | 1981 |
|
SU1006969A1 |
| Способ определения качества термическиОбРАбОТАННыХ издЕлий | 1979 |
|
SU802839A1 |
| Щеточное уплотнение и способ его изготовления | 2023 |
|
RU2805714C1 |
| Эталон для исследования фазовых превращений в сталях | 1982 |
|
SU1049793A1 |
| СПОСОБ ИЗМЕРЕНИЯ ТЕМПЕРАТУРНОГО КОЭФФИЦИЕНТА ЛИНЕЙНОГО РАСШИРЕНИЯ | 2016 |
|
RU2627180C1 |
| Дилатометр | 1977 |
|
SU750355A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ТЕМПЕРАТУРНОГО КОЭФФИЦИЕНТА ЛИНЕЙНОГО РАСШИРЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 1997 |
|
RU2111480C1 |