(54) УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОГО ИММЕРСИОННОГО КОНТРОЛЯ ЦИЛИH ЗPИЧECKИX ИЗДЕЛИЙ Изобретение относится к неразрушающим методам контроля, а именно к средствам ультразвукового иммерси онного контроля СГШОШНОСТ1-,, геометрических размеров и-структуры металла труб, прутков, стержней и дру гих цилиндрических изделий. Известно устройство для ультразвукового иммерсионного контроля цилиндрических изделий, содержащее дефектоскоп, Корпус с центрирующими опорами, и установленный на них с возможностью вращения полый ротор с искателями, элементы связи искателе с дефектоскопом, систему подачи и отвода контактной жидкости с подвод ными каналами, и водоотсекателями Недостатками данного устройства являются повреждение поверхности контролируемых изделий из мягких ма териалов (например, алюминия) вращающимися вместе с ротором эластичными стенками водоотсекателей, в которае вкрапливаются абразивные ча тицы, содержащиеся на поверхностиизделии и в иммерсионной жидкости, что сужает диапазон контролируемых изделий и невысокое качество контро ля вследствие наличия в иммерсионной жидкости абразивных частиц и пузырьков воздуха. Цель изобретения - расширение диапазона контролируемых изделий и повышение качества контроля. Указанная цель достигается тем, что I устройство снабжено втулками с кольцевыми и продольными канавками на их внутренней поверхности, закреп ленными на концах полого ротора, и втулками для центрирования контролируемого изделия, закрепленными в центрирующих опорах, на внутренней поверхности которых в месте крепления втулокfдля центрирования контрсшируемого изделия выполнены продольные каналы, а в роторе между центрирующими опорами и внутренней поверхностью ротора выполнены-кольцевые канавки, водоотсекатели закреплены неподвижно на центрирующей опоре, подводные каналы системы подачи и отвода контактной жидкости связаны с внутренней полостью ротора через кольцевые и продольные канавки на внутренней поверхности втулок, закрепленных на концах ротора, и через кольцевые канавки, выполненные в роторе, между центрирующими опорами и внутренней поверхностью ротора, а отводные каналы - через продольные каналы, выполненные в центрирующих опорах в месте крепления втулок для центрирования контролируемого изделия.
Такое выполнение устройства обеспечивает выделение и вынос из иммерсионной жидкости пузырьков воздуха и абразивных частиц, что расширяет диапазон контролируемых изделий, и повышение качества контроля.
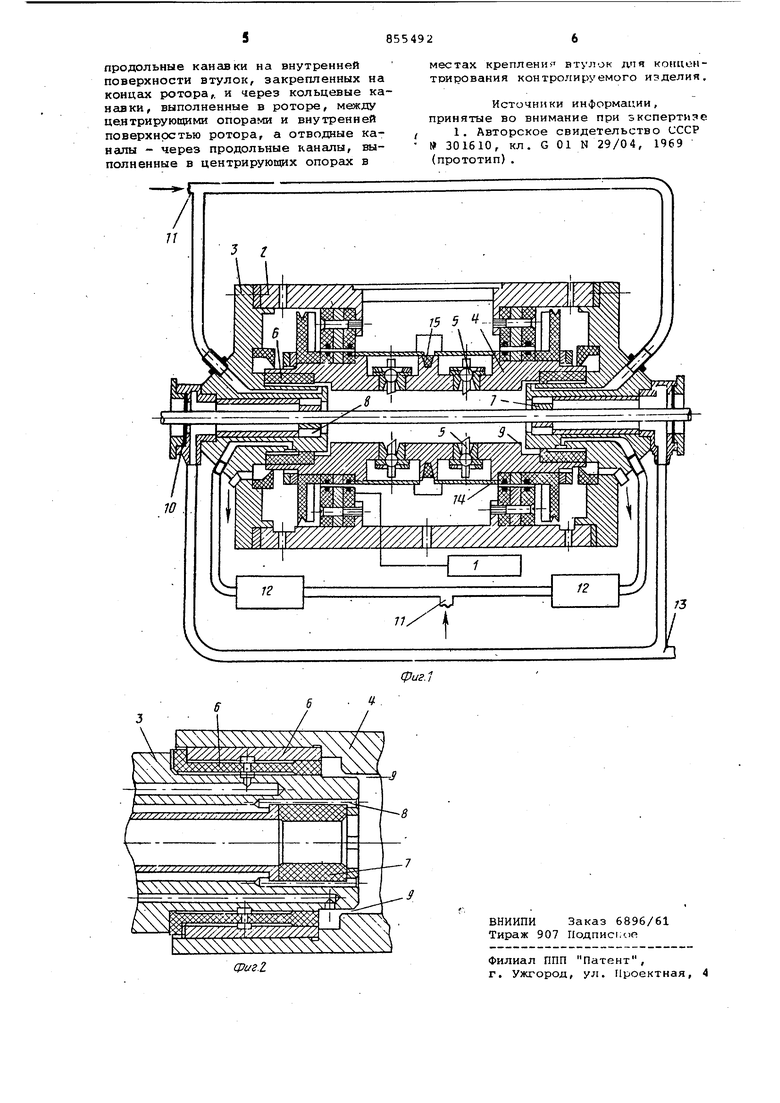
На фиг.Д изображено устройство, продольный разрез; на фиг.2 - центрирующая опора.
Устройство содержит дефектоскоп 1, корпус 2 с центрирующими опорами 3, на которых установлен с возможностью вращения полый ротор 4 с искателями 5, на концах ротора 4 закрелены втулки б с кольцевыми и продольны m канавками, В центрирующих опора 3 закреплены втулки 7 для цетрирования контролируемого изделия, на внутренней поверхности опор 3 в месте . крепления втулок 7 выполнены продолные каналы 8. В роторе 4, между его внутренней поверхностью и центрирующими опорами 3 выполнены кольцевые канавки 9. Снаружи центрирующие опоры 3 закрыты водоотсекателями 10, закрепленными на них. Устройство также содержит систему подачи и отвода контактной жидкрости с подводными и отводными каналами 11 и 13 соответственно. Подводные каналы 11 системы связаны с внутренней полостью ротора 4 через фильтры12 тонкой очистки, кольцевые и продольные канавки втулок 6 и через кольцевыо канавки 9, выполненные между центрирующими опорами 3 и внутренней поверхностью ротора 4,. а отводные каналы 13 - через продольные каналы 8, выполненные в центрирующих опорах 3 в месте крепления втулок 7 центрирования контролируемого изделия. Искатели 5 связаны с дефектоскопом 1 через злементы 14 связи, например, индуктивные. Ротор 4 связан с приводом вращения через передачу 15, например, клиноременную.
Устройство работает следующим образом.
Контактная жидкость из система подачи и отвода контактной жидкости подается из канавок 11 через фильтр 12 тонкой очистки, кольцевые и продольные канавки втулок 6 и кольцевые канавки .9 во внутрь ротора 4 под давлением (0,15-0,30 МПа), и отводится через продольные каналы 8, :выпрлненные в центрирующих опорах 3 в месте крепления втулок 7.При вращении ротора 4 происходит сепарация контактной жидкости, абразивные частицы выделяются и задерживаются канавками втулок б и кольцевыми канавками 9 ротора 4, а пузырьки воздуха устремляются к оси ротора 4 и выносятся в отводные каналы 13 через продольные каналы Ь, выполненные в центрирующих опорах 3 в месте крепления- втулок 7. Контактная жидкостьj проходя через зазоры между центрирующими опорами 3 и втулками б ротора 4 охлаждает и смазывает трущиеся повер ности. Контролируемое изделие в процессе работы перемещается во втулках 7 поступательно, искатели 5 сканируют поверхность изделия по винТовой линии. Акустические сигналы принимаются теми же искателями 5, преобразуются в электрические сигналы и через элементы 14 связи: поступа-. ют в дефектоскоп 1.
Предлагаемое устройство позво- , ляет повысить в 2-3 раза производительность контроля сплошности, толщины стенки и диаметра изделий за счет увеличения частоты вращения ротора по сравнению с известными аппаратами. Требуя при работе сравнительно невысокое давление воды (0,15-0,3.0 МПа), аппарат обеспечивает высокое качество контроля: превышение полезного сигнала от контрольного дефекта (диаметр 0,3 мм, глубина 0,03 мм) над шумами, создаваемыми воздушными пузырьками в контактной жидкости на величину порядка 15а. Б (известны аппараты требуют при этих условиях давление воды не ниже 0,6 МПа) .
Формула изобретения
Устройство для ультразвукового иммерсионного контроля цилиндрических изделий, содержащее дефектоскоп, корпус с центрирующими опорами, и установленный на них с возможностью вргицения полый ротор с искателями, элемента связи искателей с дефектоскопом, систему подачи и отвода контактной жидкости с подводными и отводными каналами, и водоотсекателя, отличающееся тем, что, с целью расширения диапазона контролируемых изделий и повышения качества контроля, оно снабжен втулками с кольцевыми и продольными канавками на их внутренней поверхности, закрепленными на концах полого ротора, и втулками для центрирования контролируемого изделия, закрепленными в центрирующих опорах, на внутренней поверхности которых в месте крепления втулок для центрирования контролируемого изделия выполнены продольные каналы, а в роторе между центрирующими опорами и внутренней поверхностью ротора выполнены кольцевые канавки, водоотсекатели закреплены неподвижно на центрирующей опоре, подводные каналы системл лодачи и отвода контакт-ной жидкости связаны с внутренней полостью ротора через кольцевые и
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ультразвукового контроля изделий цилиндрической формы | 1987 |
|
SU1493945A1 |
| УСТРОЙСТВО УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ТРУБ МАЛОГО ДИАМЕТРА | 2009 |
|
RU2400740C1 |
| УСТРОЙСТВО УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ТРУБ МАЛОГО ДИАМЕТРА | 2009 |
|
RU2410676C1 |
| УСТРОЙСТВО УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ТРУБ МАЛОГО ДИАМЕТРА | 2009 |
|
RU2410677C1 |
| УСТРОЙСТВО УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ТРУБ МАЛОГО ДИАМЕТРА | 2009 |
|
RU2400742C1 |
| УСТРОЙСТВО УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ТРУБ МАЛОГО ДИАМЕТРА | 2009 |
|
RU2400741C1 |
| УСТРОЙСТВО УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ТРУБ МАЛОГО ДИАМЕТРА | 2009 |
|
RU2410675C1 |
| Сканирующее устройство к дефектоскопу | 1982 |
|
SU1033961A2 |
| УЛЬТРАЗВУКОВОЙ ДАТЧИК | 1968 |
|
SU208315A1 |
| Искатель к ультразвуковому дефекто-СКОпу | 1978 |
|
SU819700A1 |