1
Изобретение относится к электронной технике, а именно к изготовлению электродных систем газоразрядных осветительных ламп, в частности дуговых ксеноновых безбалластных источников света, и может быть использовано на предприятиях, выпускавлцих подобные лампы.
Известен способ обработки электродов газоразрядных источников света, согласно которому электроды в собранной лампе обезгаживаются токами высокой частоты в течение 12 мин,а затем тренируются в рабочем режиме в течение одного часа. В результате такой обработки происходит обезгаживание материала электродов l.
Наиболее близким по технической сущности к предлагаемому является способ обработки электродов мощных газоразрядных ламп, содержащий зарарку собранньох ножек с колбой, откачку лампы до рабочего вакуума, обезггикивание ее, прокаливание электродов при 1500-1800 с и непрерывной откачке, наполнение лампы инертным газом, зажигание в лампе дугового разряда переменного тока, соответствующего рабочему режиму,обработку электродов этим разрядом pj.
недостатком этого способа является то, что в первые 1-2 мин после начала обработки электродов в дуговом режиме на внутренней поверхности кварцевой колбы в приэлектродной зоне образуется плотный черный налет. Это вызвано тем, что в подобных лам10пах используются металлокерг1мические электроды на основе вольфрама с присадкой окиси редкоземельного металла (самария и дp. и в таких материалах присадка-активатор недостаточно рав15номерно распределяется в объеме заготовки. На небольшой глубине под рабочей поверхностью электрода могут иметься включения с аномально высоким содержанием активатора. При про20греве рабочего участка электрода выше 3000 С, как это имеет место во время дуговой обработки, эти включения интенсивно испаряются, образуя указанный плотный нгшет на колбе.
25 Поэтому лаглпа уже после обработки на откачном посту имеет пониженное значение силы света, что ухудшает качество ламп и приводит к браку.
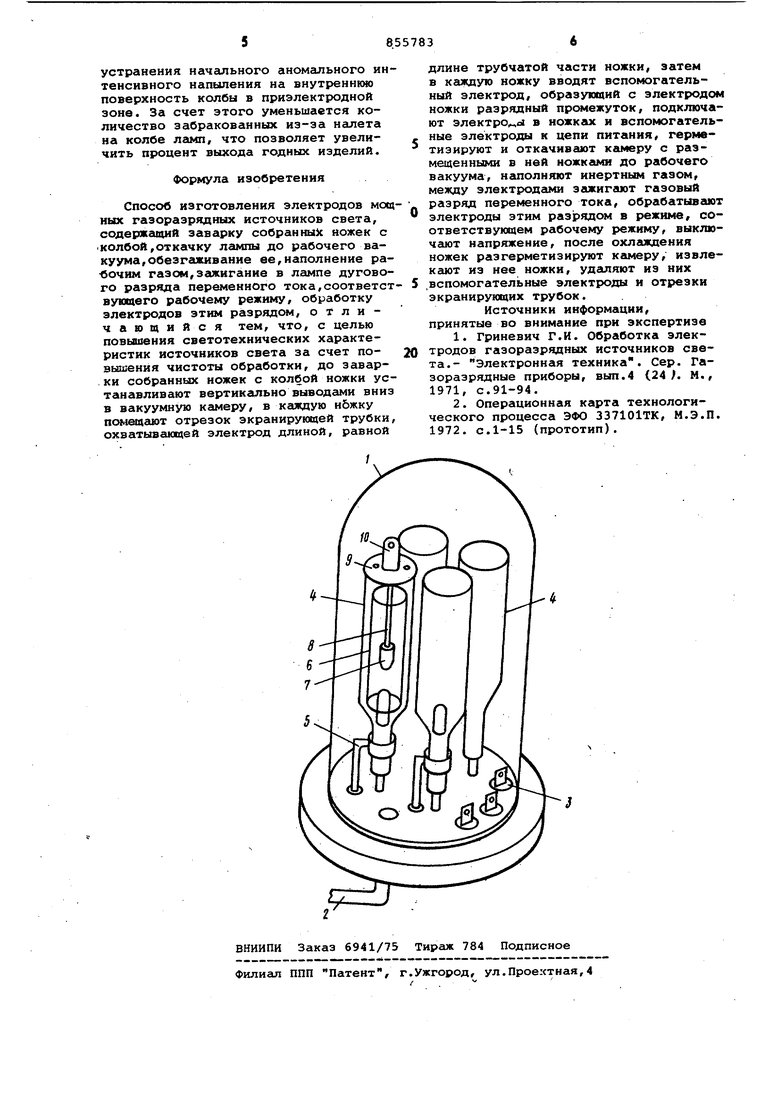
Цель изобретения - повышение све30тотехнических характеристик мощных газоразрядных источников света за счет повышения чистоты обработки. Поставленная цель достигается тем, что согласно способу обработки электродов, содержащему заварку собранных ножек с колбой, откачку лампы до рабочего вакуума, обезгаживание ее, наполнение рабочим газом, згокигание в лампе дугового разряда перемен ного тока,соответствующего рабочему режиму, обработку электродов этим разрядом до заварки собранных ножек с колбой ножки устанавливают вертикально выводами вниз в вакуумную камеру, в каждую ножку помещают отрезок экранирующей трубки, охватывакицей электрод длиной, равной длине трубчатой части ножки, затем в каждую ножку вводят вспомогательный электрод, об разующий с электродом ножки разрядный промежуток, подключают электрод в ножках и вспомогательные электрод к цепи питания, герметизируют и откачивс1ют камеру с размещенными в не ножками до рабочего вакуума, наполняют инертным газом, между электродами зажигают газовый разряд переме ного тока, обрабатывают электроды этим разрядом в режиме, соответствующем рабочему режиму данного типа лампы, выключают напряжение, после охлаждения ножек разгерметизируют камеру, извлекают из нее ножки, уда ляют из них вспомогательные электро ды и отрезки экранирующих трубок. Согласно предлагаемому способу а тиватор, выделянядийся из катода в процессе его обработки, оседает не на стенке колбы лампы, а на отрезке экранирующей трубки, которая после окончания обработки удаляете. На чертеже изображено устройство регшизующее предлагаемый способ. Устройство содержит ножки ламп, установленные для обработки в камере, и вспомогательный электрод. В поддающейся герметизации камере 1, имеющей ввод 2 для откачки объема и введения газа, а также герметичны токовводы 3, вертикально токовводом и выводом вниз укреплены ножки 4 ламп при помощи приспособлений 5. В трубчатую часть каждой ножки, представлякхцей собой часть колбы лампы опущен отрезок кварцевой трубки 6, защищающий внутреннюю поверхность трубчатой части ножки от напыления электродов. В ножки введены также вспомогательные электроды 7, например, из вольфрс1ма с присадкой тория которые имеют держатель 8, соединяю щий их с метсшлическими дисками 9, имеющими отверстия для свободного прохода гаэа при откачке и наполнеНИИ. Через диски пропущены выводы 10, предназначенные для подсоединен вспомогательных электродов к токовв дам .камеры. Диаметр диска 9 больше диаметра трубчатой части ножки 4, поэтому при вертикальном положении ножки 4 электрод 7, введенный в нее, не требует дополнительного крепления и образует заданное межэлектродное расстояние до электрода ножки. Отсутствие необходимости в специальном креплении дополнительного электрода на ножке существенно упрощает операцию обработки. Способ опробывают на лампах типа ДКсТ-20000. Ножки ламп помещают вертикально выводом вниз в камере с устройством для герметизации и с герметичныгии токовводами. Предварительно в ножку опускают отрезок кварцевой трубки, а также дополнительный электрод из торированного вольфрама, образовавший с электродом ножки зазор 3-5 см. После подключения дополнительного электрода и электрода ножки (т.е. его вывода) через герметичные токовводы камеры к источнику питания камера герметизируется и откачивается до вакуума не хуже 5 1(Г мм рт.ст., затем камера наполняется аргоном под давлением 50 мм рт.ст., и на межэлектродные промежутки подается переменное напряжение, величина которого регулируется в пределах 30-70 В с целью обеспечения тока через промежуток порядка 55 А, соответствующего рабочему току лампы. При меньшем напряжении затрудняется зажигание разряда, а при большем напряжении потери на балласте становятся большими. После подаЧи напряжения разрядные промежутки поочередно зажиггиотся путем подачи высоковольтных импульсов (20 кВ). При зажигании разряда электроды быстро нагреваются до белого каления 1температура рабочей части более 3000°с), при этом уже в первые 1-2 мин обработки на внутренней поверхности кварцевой трубки образует-ся черный напет большей или меньшей плотности. Некоторые экземпляры электродов продолжают интенсивно распыляться и после 3-5 мин обработки в указанном режиме, но после 15 мин обработки заметное распыление прекращается у всех испробованных электродов . После этого напряжение включается. , и электроды начинают остывать. Через 10-15 мин, когда температура ножек снижается ниже (во избежание воздействия воздуха на горячие электрюды), в камеру впускается воздух, и ножки ламп извлекаются. Из них удаляются вспомогательные электроды, а также кварцевые трубки с напыленным на них налетом. После этого ножки согласно технологии свариваются с колбой, и лампы передаются на откачку. При откачке ламп с обработанными по предлагаемому способу электродами напыление на внутренней поверхности колбы не наблюдается. Предлагаемый способ позволяет улучшить качество ламп вследствие
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления бесштенгельной газоразрядной лампы | 1980 |
|
SU1057999A1 |
| Электродный узел газоразряднойлАМпы | 1979 |
|
SU838821A1 |
| Импульсная газоразрядная лампа | 1982 |
|
SU1089673A1 |
| Мощная газоразрядная лампа и способ ее изготовления | 1980 |
|
SU905917A1 |
| Газоразрядная спектральная лампа | 1981 |
|
SU1056310A1 |
| Газоразрядная спектральная лампа и способ ее изготовления | 1983 |
|
SU1108534A1 |
| Газоразрядная спектральная лампа | 1982 |
|
SU1086482A1 |
| Высокоинтенсивная импульсная газоразрядная короткодуговая лампа | 2023 |
|
RU2803045C1 |
| Способ изготовления газоразрядной лампы | 1983 |
|
SU1173466A1 |
| Газоразрядная лампа | 1983 |
|
SU1092609A1 |
