54) СПОСОБ ИЗГОТОВЛЕНИЯ ГОРЕЛСЖ ГАЗОРАЗРЯДНЫХ
ЛАМП

| название | год | авторы | номер документа |
|---|---|---|---|
| Газоразрядная лампа | 1981 |
|
SU1024995A1 |
| Газоразрадная лампа | 1988 |
|
SU1640751A1 |
| Электродный узел электровакуумного прибора | 1978 |
|
SU702427A1 |
| ГАЗОРАЗРЯДНАЯ ЛАМПА НИЗКОГО ДАВЛЕНИЯ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2044365C1 |
| Герметичный токоввод в кварцевую колбу лампы | 1976 |
|
SU589646A1 |
| Высокоинтенсивная газоразрядная лампа | 1981 |
|
SU1008820A1 |
| ЛАМПА КВАРЦЕВАЯ УЛЬТРАФИОЛЕТОВАЯ | 2001 |
|
RU2208875C1 |
| Импульсная газоразрядная лампа | 1981 |
|
SU1008821A1 |
| Токоввод в лампу из кварцевого стекла | 1977 |
|
SU661652A1 |
| БИБЛИОТЕКА j | 1972 |
|
SU335743A1 |

1
Изобретение огноснтся к электрогехнической промышленности, а более конкретно к производству газоразрядных ламп высок от о, давления Ttraa ДР Л, и может быть использовано в производстве , электровакуумных приборов.
Известны способы изготовления горелок газоразрядных ламп высокого давле- вня, содержащие операции сборки ножек электродов, от выполнения которых зависят надежность и долговечность источников света ,i.
Недостатком способов является сложность специальных монтаншых {фйспособлеиий.
Наиболее близким к предлагаемому яв ляется способ изготовления газоразрядных ламп высокого давления, согласно которому основной и зажигакяций электроды соединяют посредством U -образного ввода через молибденовую фольгу, заштамповывают его в кварцевую трубку, разрезают U -офазный ввод с наружной сторсиы f2J.
Однако известный способ не позволяет получать постоянную величину зазора между основным и зажигающим электродами нз-за малс жесткости U -офазного проволочного ввода в процессе заштамповкк кварцевьк горелок.
Велвчвиа зазора колеблется от О (короткое замыкание) до 5-6 мм. Это приводит в {ачительному разбросу световых в электрических параметров ламп, в частности напряжения зажигания, в к неисправимому браку Ьорелок из-за aaKOiOcaHiia между основным и зажигающим электродами и отклонения электродов к стенкам горелки.
Цель изобретения - улучшение качесг,ва лампы гaзq}aфддныx ламп высокого давления посредством стабнлвзацвв зев ра между основным в зажигаюшвм эпекгродами.
Поставленная цель достигается тем, что согласно способу взготов/юнвя горе лок гаэорбъзрадных ламп высокого давле НИН, содержащему соединеиве основного
и зажигающего электродов U -образным вводом, зашгамповку эпекгродного узла в кварцевуто грубку, гфомывку пампы инергным газом, дозировку пампы газом я ргутью, отпайку пампы, разьединение наружнёй части О-офазного ввода, поспе операции соединения эпекгродов и офазным вводом к их свободным концам жестко крепят метаппическую перемычку из газопогпощающего материала, а после разьединения наружной части U -образного ввода перемычку пережигают путем пропускания по ней электрического тока, С целью офазования в пережигаемой перемычке стабильного зазора 0,5-1,5 мм параметры операции пережигания; выбирают из условия
1,2-10 JP
3,0.
мм 5 пер и 12В; 7 15А;
пе °вЧ . где S пер - площадь сечения перемычки; 5ф - площадь сечения фольги; - д - сила электрического тока, пропускаемого по перемычке;
и - напряжение источника питания для пережигания перемы ки; р - мощность для пережигания
перемычки.
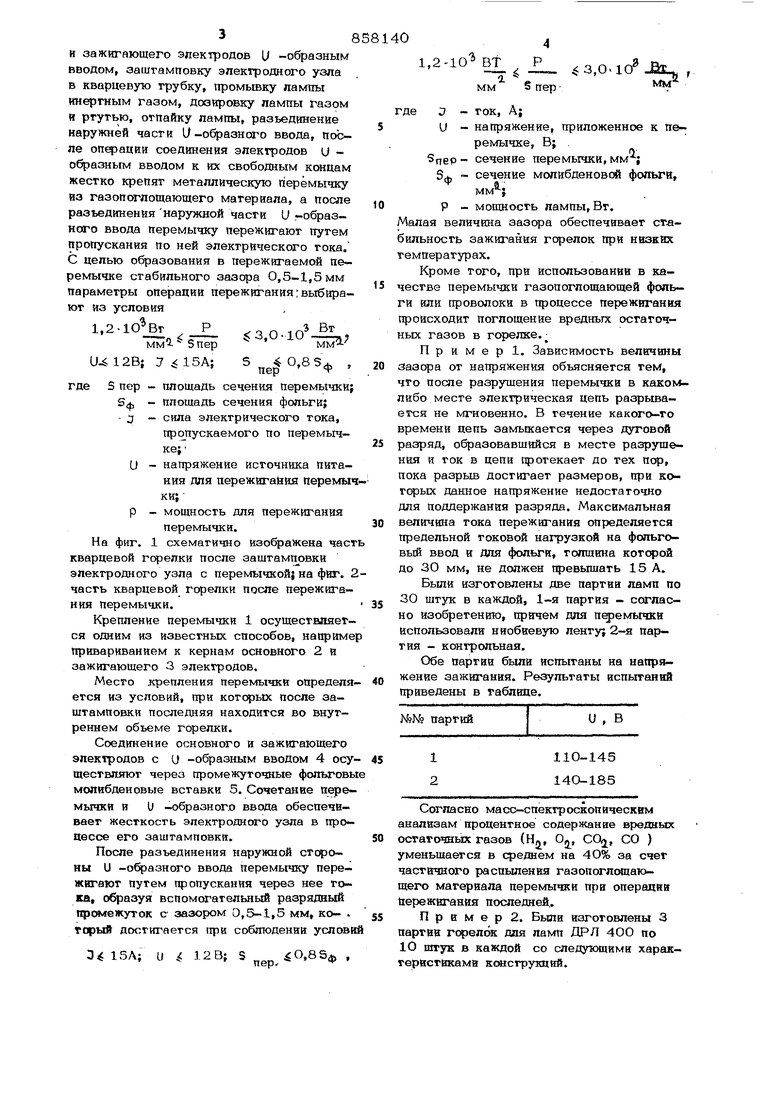
На фиг. 1 схематично изображена част кварцевой горелки после заштамповки электродного узла с перемычкой; на фйг. 2часть кварцевой горелки после пережигания перемычки.
Крепление перемычки 1 осуществляется одним из известных способов, наприме привариванием к кернам основного 2 и зажигающего 3 электродов.
Место крепления перемычки определяется из условий, при которых после заштамповки последняя находится во внутреннем объеме горелки.
Соединение основного и зажигающего электродов с (J -образным вводом 4 осуществляют через промежуточные фольговы молибденовые вставки 5. Сочетание перемычки и и -образного ввода обеспечивает жесткость электродного узла в процессе его заштамповки.
После разъединения наружной вы и -офазного ввода перемычку пережигают путем пропускания через нее тока, образуя вспомогательный разрядами промежуток с зазором 0,5-1,5 мм, ко- . rqpuft достигается при соблюдений услови
0 15Л; и . 12В; S
0,85ф
пер.
3,0-10
Мм
S перJ - ток. А;
где
и - напряжение, приложенное к
перемычке. В; .
Snep - сечение перемычки, 5,к - сечение молибденовой фопьги,
в
Р - мощность лампы, Вт. Малая величина зазора обеспечивает стабильность зажигания горелок при низких температурах.
Кроме того, при использовании в качестве перемычки газопоглощающей фопьги или проволоки в процессе пережигания происходит поглощение вредных остаточньос газов в горелке.
Пример. Зависимость величины зазора от напряжения объясняется тем, что после разрушения перемычки в какомлибо месте электрическая цепь разрьша- ется не мгновенно. В течение какого-то времени цепь замыкается через дуговой разряд, офазовавшийся в месте разрущения и ток в цепи протекает до тех пор, пока разрьш достигает размеров, при которых данное напряжение недостаточно для поддержания разряда. Максимальная величина тока пережигания определяется предельной токовой нагрузкой на фольговый ввод и для фольги, толщина которой до 30 мм, не должен превышать 15 А.
Выли изготовлены две партии памп по 30 штук в каждой, 1-я партия - согласно изобретению, првгчем для перемычки использовали ниобиевую ленту; 2-я партия - контрольная.
Обе партии были испытаны на напряжение зажигания. Результаты испытаний приведены в таблице.
и, В
№№ партий
1
110-145 14О-185
2
Согласно масс-спектроскопическим анализам процентное содержание вредных остаточных газов (Н, 0,, СО,, СО ) уменьшается в среднем на 4О% за счет частичного распыления газопогпощающего материала перемычки при операций цереасвгания последней,
П р и м е р 2. БЫЛИ изготовлены 3 партии горелок для ламп ДРЛ 40О по 1О штук в каждой со следующими характеристиками К(Я1СТрукЦИЙ. Диаметр керна основного электрода, мм.0,9 Диаметр зажигающего электрода, мм0,3 Толщина молибденовсзго фольгового ввода, мкм28 Длина перемычки, мм5+1 Диаметр танталовой перемычки, мм 1-й партии0,15 2-А партии0,2 3-й партии0,25 Режим пережигания перемычки: 1-й партии и 8 В - l,4.1o4l,8 . ,Х10 Вт мм- и 1О В, 2-й партии ,2Х пер ч 10 Вт 3-й париии 10+2,34 Использование изофетениа по сравн нию с лучшей известной лампой ДРЛ обеспечивает более высокое качество г релок газоразрядных ламп выссжого дав ления за счет соединения зажигающего основного электродов перед операцией з и1тамповки перемычкой из газопоглощак щего материала и увеличивает процш1Т выхода годной продукции. Формула изобретения 1. Способ изготовления горелок газ разрядных ламп высокого давления, со06держащий соединение оснсвнс го и зажигающего электродов и -образным вводом, заштамповку электродного узла в кварцевую трубку, промывку пампы инертным газом, дозировку лампы газом и ртутью, отпайку лампы,разьединение наружной части и -образного ввода, о т. л и ч а - ю щ и и с я тем, что,С целью улучше-ния качества лампы посредством стабилизации зазора между основным и зажигающим электродами, после операции со единения электродов U -офааным вводом к их свободным концам жестко крепят металлическую перемычку из газопог лощающего материала, а после- разье кнония наружной части U -образнс«го ввода перемычку пережигают путем пропускания по ней электрического тек а. 2. Способ по п. 1, о т п и ч а ю щ и и с я тем, что, с цепью офазованкя в пережигаемой перемычке стабильного зазора 0,5-1,5 мм, параметры операции пережигания выбирают из условия 1, Р 3,0-10 мм Snep Uil2 5 пер О,85ф гдэ Sffgp - площадь селения перемьгаки; Зф - площадь сечения фопьгиг 3 - ctMia электрического тока, пропускаемого по перемычке} U - напряжение источника питания для пережигания перемычки;р - мощность, для пережигания перемычки. Источники информации, принятые во Ш1имание при 1,Денисов В. П. Производство электических источников света, М., Энергия, 975, с. 344. 2.Рохлин Г. Н. и др. Ртутные лампы ысокгач) давления. М., Энергия, 1971, . 131 (прототип).
