(54) ТРЕНАЖЕР ДЛЯ ОБУЧЕНИЯ ЭЛЕКТРОСВАРКЕ
| название | год | авторы | номер документа |
|---|---|---|---|
| Тренажер для обучения электросварке | 1982 |
|
SU1024965A1 |
| Тренажер для обучения электросварке | 1987 |
|
SU1762316A1 |
| Тренажер для обучения электросварке | 1989 |
|
SU1723571A1 |
| Тренажер для обучения сварщиков | 1986 |
|
SU1441446A1 |
| Тренажер для обучения навыкам ведения сварки | 1988 |
|
SU1651309A1 |
| Тренажер для обучения навыкам ведения сварки | 1989 |
|
SU1709378A1 |
| Тренажер сварщика | 1984 |
|
SU1374271A1 |
| Тренажер сварщика | 1984 |
|
SU1217151A1 |
| Тренажер сварочного трансформатора | 1981 |
|
SU957254A1 |
| ТРЕНАЖЕР ДЛЯ ОБУЧЕНИЯ ЭЛЕКТРОДУГОВОЙ СВАРКЕ | 2011 |
|
RU2447515C1 |

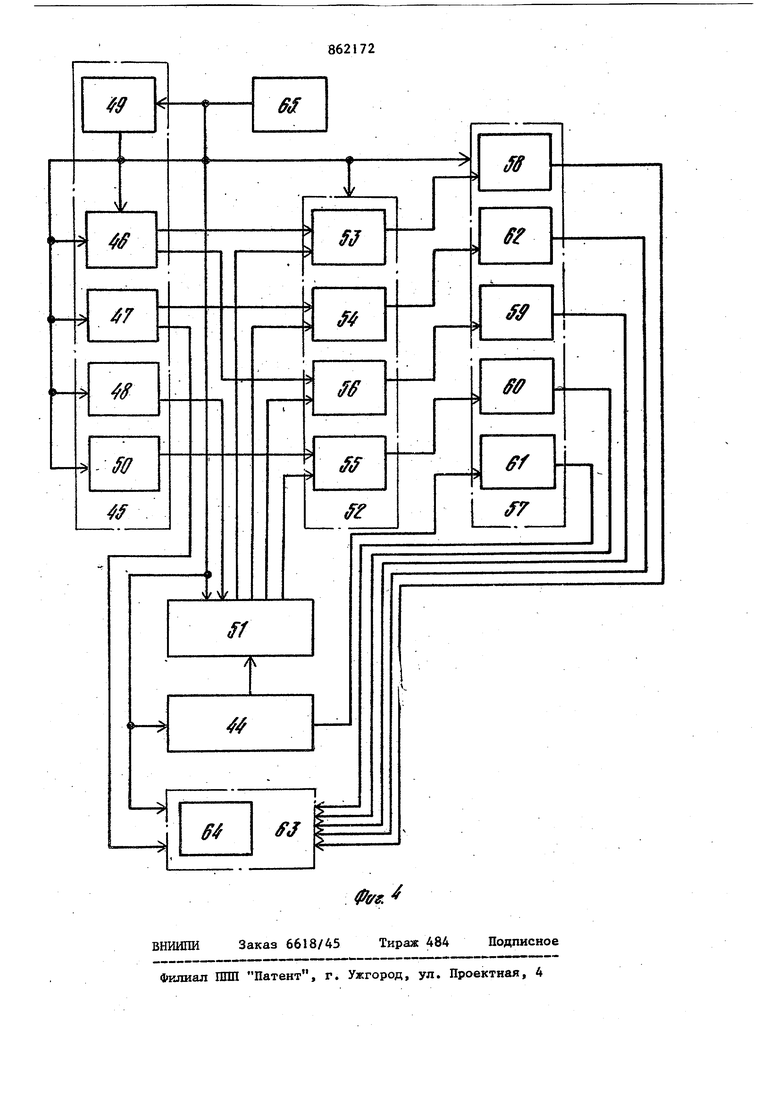
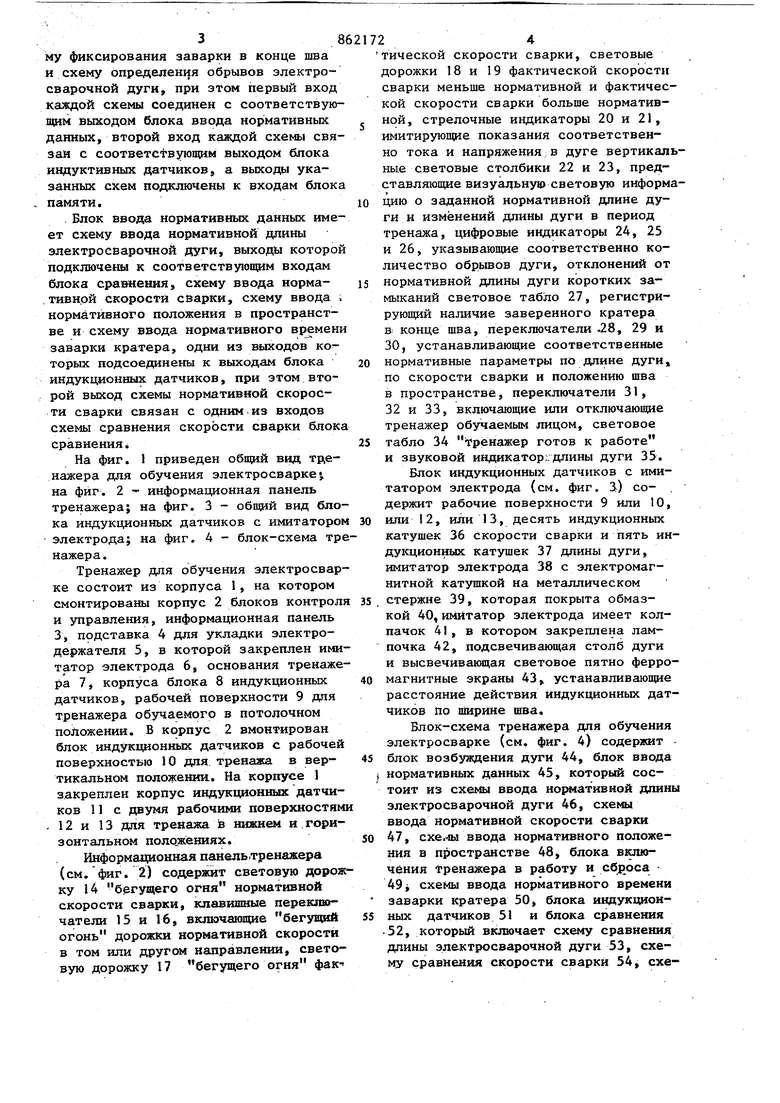
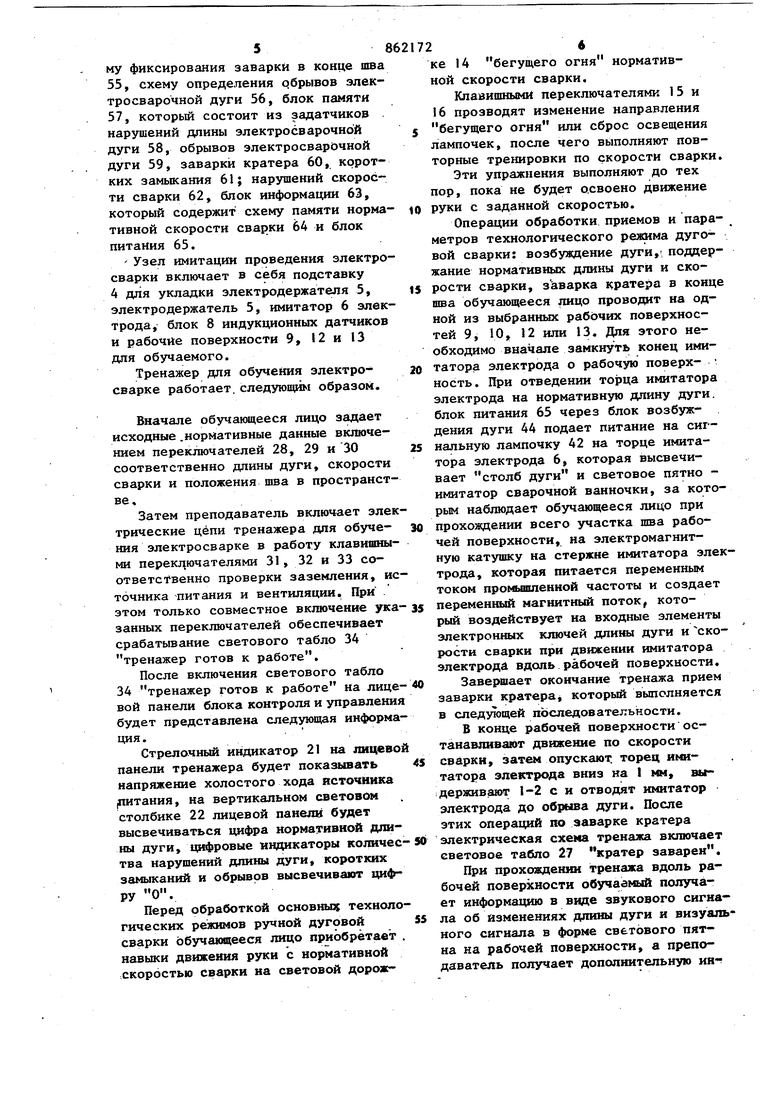
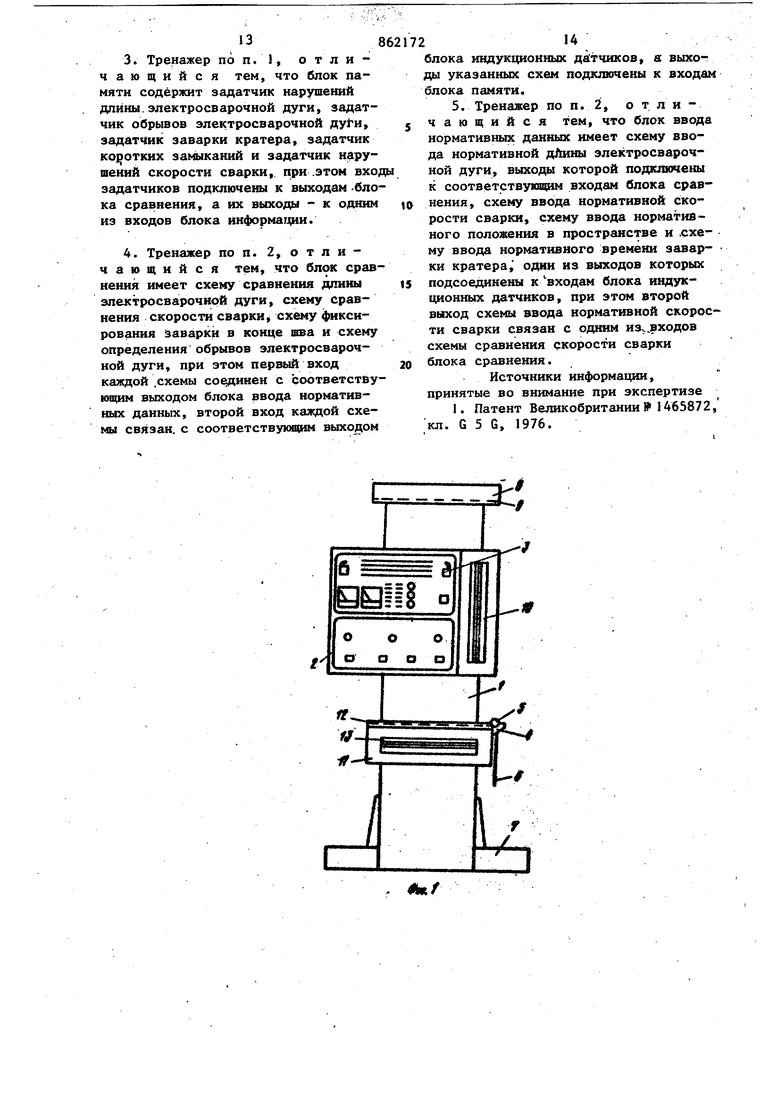
Изобретение относится к электронн обучающим устройствам и предназначен для отработки первоначальных профессиональных навыков ручной дуговой сварки. Известен тренажер для обучения электросварке, содержащий узел июттации приведения электросварки, связанный через узел контроля и управления обучением с блоком информации Недостатком известного тренажера является невысокая эффективность обу чения . Целью изобретения является повыше ние эффективности обучения. Для этого предлагаемый тренажер имеет блок индукционных датчиков и связанный с ним имитатор электрода, при этом имитатор электрода состоит из индикаторной лампы и металлического стержня с электромагнитной катушкой, покрытой ИЗОЛЯЦИОИНЫ4-материалом и подсоединенной к индикаторной лампе, блок иидукционных датчиков сост(жт из размещенных в каркасе катушек индуктявностей, охватывашфос каркас дополнительных обмоток и ферромагнитных экранов, расположенных перед катушками индуктивностей, принем блок индукционных датчиков связан с узлом коитроля и управления обучением. Узел контроля и управления обучением состоит из последовательно связанных блоков ввода нормативных дан-; ных, сравнения и памяти. Блок памяти содержит задатчик нарушения длины электросварочной дуги, задатчик обрывов электросварочной дуги, задатчик заварки кратера, задатчик коротких замыканий и задатчик нарушений скорости сварки, при этом входы задатчиков подключены к выходам блока сравнения, а их выходы к одним из входов блока информации. Блок сравнения имеет схему сравнения длины электросварочной дуги, схему сравнения скорости сварки, схе3му фиксирования заварки в конце шва и схему определен1|я обрывов электросварочной дуги, при этом первый вход каждой схемы соединен с соответствую щим выходом блока ввода нормативных данных, второй вход каждой схемы свя зан с соответствующим выходом блока индуктивных датчиков, а выходы указанных сКем подключены к входам блок памяти. Блок ввода нормативных данных име ет схему ввода нормативной длины электросварочной дуги, выходы которо подключены к соответствуюпщм входам блока сравнения, схему ввода норма,тивнрй скорости сварки, схему ввода нормативного положения в пространстве и схему ввода нормативного времен заварки кратера, одни из выходов которых подсоединены к выходам блока индукционных датчиков, при этом второй выход схемы нормативной скорости сварки связан с одним-из входов схемы сравнения скорости сварки блок сравнения На фиг. 1 приведен обищй вид тденажера для обучения электросваркеj на фиг. 2 - информационная панель тренажера; на фиг. 3 - обищй вид бло ка индукционных датчиков с имитаторо электрода; на фиг. 4 - блок-схема тр нажера. Тренажер для обучения электросвар ке состоит из корпуса 1, на котором смонтированы корпус 2 блоков контрол и управления, информационная панель 3, прдставка 4 для укладки электродержателя 5, в которой закреплен ими татор электрода 6, основания тренаже ра 7, корпуса блока 8 индукционных датчиков, рабочей поверхности 9 для тренажера обучаемого в потолочном положении. В корпус 2 вмонтирован блок индукционных датчиков с рабочей поверхностью 10 для тренажа в вертикальном положении. На корпусе 1 закреплен корпус индукционных датчиков 11 с двумя рабочими поверхностям . 12 и 13 для тренажа is нижнем и горизонтальном поло жениях. Информационная панель .тренажера (см. фиг. 2) содержит световую дорож ку 14 бегущего огня нормативной скорости сварки, клавишные переключатели 15 и 16, включающие бегущий огонь дорожки нормативной скорости в том или другом направлении, световую дорожку 17 бегущего огня фак- 4 тической скорости сварки, световые дорожки 18 и 19 фактической скорости сварки меньше нормативной и фактической скорости сварки больше нормативной , стрелочные индикаторы 20 и 21, имитирующие показания соответственно тока и напряжения в дуге вертикальные световые столбики 22 и 23, представляющие визуальную световую информацию о заданной нормативной длине дуги и изменений длины дуги в период тренажа, цифровые индикаторы 24, 25 и 26, указывающие соответственно количество обрывов дуги, отклонений от нормативной длины дуги коротких замыканий световое табло 27, регистрирующий наличие заверенного кратера в конце шва, переключатели 8, 29 и 30, устанавливающие соответственные нормативные параметры по длине дуги по скорости сварки и положению шва в пространстве, переключатели 31, 32 и 33, включающие или отключающие тренажер обучаемым лицом, световое табло 34 тренажер готов к работе и звуковой индикатор:, длины дуги 35. Блок индукционных датчиков с имитатором электрода (см. фиг. 3;) содержит рабочие поверхности 9 или 10, или 12, или 13, десять индукционных катушек 36 скорости сварки и пять индукционных катушек 37 длины дуги, имитатор электрода 38 с электромагнитной катушкой на металлическом стержне 39, которая покрыта обмазкой 40, имитатор электрода имеет колпачок 41, в котором закреплена лампочка 42, подсвечивающая столб дуги и высвечивающая световое пятно ферромагнитные экраны 43,, устанавливающие расстояние действия индукционных датчиков по Щирине шва. Блок-схема тренажера для обучения электросварке (см. фиг. 4) содержит блок возбуждения дуги 44, блок ввода нормативных данных 45, который состоит из схемы ввода нормативной длины электросварочной дуги 46, схемы ввода нормативной скорости сварки 47, ввода нормативного положения в пространстве 48, блока включения тренажера в работу и 49 f схемы ввода нормативного времени заварки кратера 50, блока индукционных датчиков 51 и блока сравнения 52, который включает схему сравнения длины электросварочной дуги 53, схему сравнения скорости сварки 54, схему фиксирования заварки в конце шва 55, схему определения обрывов элек тросварочной дуги 56, блок памяти 57, который состоит из задатчиков нарушений длины электросварочной дуги 58, обрывов электросварочной дуги 59, заварки кратера 60, коротких замыкания 61; нарушений скорости сварки 62, блок информации 63, который содержит схему памяти норма тивной скорости сварки 64 и блок питания 65. Узел имитации проведения электро сварки включает в себя подставку 4 для укладки электродержателя 5, электродержатель 5, имитатор 6 элек трода, блок 8 индукционных датчиков и рабочие поверхности 9, 12 и 13 для обучаемого. Тренажер для обучения электросварке работает, следующим образом. Вначале обучающееся лицо задает исходные.нормативные данные включением переключателей 28, 29 и 30 соответственно длины дуги, скорости сварки и положения шва в пространст ве. Затем преподаватель включает эле трические цепи тренажера для обучения электросварке в работу клавишны ми переключателями 31, 32 и 33 соответственно проверки заземления, и точника питания и вентиляции. При . этом только совместное включение ука- з$
занных переключателей обеспечивает срабатывание светового табло 34 тренажер готов к работе.
После включения светового табло 34 тренажер готов к работе на лицевой панели блока контроля и управления будет представлена следующая информация .
Стрелочный индикатор 21 на лицевой панели тренажера будет покаж1тать напряжение холостого хода источника |ПИтания, на вертикальном световом столбике 22 лицевой панели будет высвечиваться цифра нормативиой длины дуги, ш«фровые индикаторы количества нарушений длины дуги, коротких замыканий и обрывов высвечивают цифру О. Перед обработкой основные технологических режимов ручной дуговой сварки обучающееся лицо приобретает . навыки движения руки с нормативной скоростью сварки иа световой дорожрый воздействует иа входные элементы электронных ключей длины дуги и скорости сварки при движении имитатора электродд вдоль рабочей поверхности.
Заве1шает окончание тренажа прием заварки KpaTepai который выполняется в следующей последовательности.
В конце рабочей поверхности останавливают движение по скорости сварки, затем опускают, торец имитатора электрода вниз на I мм, вы|Держиван т 1-2 с и отводят имитатор электрода до обрыва дуги. После этих операций по заварке кратера ке 14 бегущего огня нормативной скорости сварки. Клавишными переключателями 15 и 16 прозводят изменение направления бегущего огня или сброс освещения лампочек, после чего выполняют повторные тренировки по скорости сварки. Эти упражнения выполняют до тех пор, пока не будет освоено движение руки с заданной скоростью. Операции обработки приемов и параметров технологического рехима дуговой сварки: возбуждение дуги,, поддержание нормативных длины дуги и скорости сварки, заварка кратера в конце шва обучающееся лицо проводит на одной из выбранных рабочих поверхностей 9, 10, 12 или 13. Для этого необходимо вначале замкнуть конец имитатора электрода о рабочую поверх- ность. При отведении торца имитатора электрода на нормативную длину дуги, блок питания 65 через блок возбуждения дуги 44 подает питание на сигнальную лампочку 42 на торце имитатора электрода 6, которая высвечивает столб дуги и световое пятно икштатор сварочной ванночки, за которым наблюдает обучающееся лицо при прохождении всего участка шва рабочей поверхности, на электромагнитную катушку на стержне имитатора электрода, которая питается переменным током промышленной частоты и создает перементай магнитный поток, котоэлектрическая схема тренажа включает световое табло 27 кратер заварен, световое табло 27 При прохождении тренажа вдоль рабочей поверхности обучаемый получает информацию в виде звукового сигнала об изменениях длины дуги и визуального сигнала в форме светового пятна на рабочей поверхности, а преподаватель получает дополиительную ия
78
формацию о динамике тренажа с информационной панели jtto индикаторньм приборам 17-26.
После окончания тренажа обучаемый получает информацию на информационной панели о количестве коротких замыканий,которые были сделаны во время тренажа, а также о количестве отклонений от нормативной длины дуги, количестве обрывов по цифровым Индикаторам 24, 25 и 26, о количестве незаваренных участков шва на световой дорожке 17 фактической скорости сварки, о количестве отклонений от нормативной скорости сварки в сто рону уменьшения при увеличении по световым дорожкам 18 и 19 соответственно и, наконец, о заварке кратер в конце шва по световому табло 27 . кратер 3aiBapeH.
Работает тренажер, связанный с дествиями обучаемого, следующим образом (см, фиг. 4) .
Первый такт-вкгаочение тренажера в работу и ввод нормативных данных.
Для включения тренажера в работу преподаватель включает переключатели 31, 32 и 33 соответственно проверке заземления, вентиляции и источника питания.
В результате на выходе блока включения в работу и сброса 49 возникает напряжение от блока питания 65.
Это напряжение по каналам связи поступит соответственно на блок возбуждения дуги 44, на все схемы: .блока ввода нормативных данных 45, на блок индукционных датчиков 51, на все схемы блока сравнения 52, на все схемы блока памяти 57 и на блок информации 63.
В результате под напряжение станет световое табло 34 тренажер готов к работе
Далее обучаемый по указаниям преподавателя устанавливает нормативные данные по скорости сварки, длине дуги, положению в пространстве и направлению ведения процесса.
Для этого он устанавливает в соответствующие положения по надписям на лицезой панели переключатели нормативной длины дуги 28, нормативной скорости сварки 29, положения в пространстве 30.а также переключатели 1 ИЛИ 16 направления ведения процесса.
Второй такт-имитадия возбуждения дуги.
28
Процесс тренажа обучаемый начинает с момента касания имитатора электрода о выбранную рабочую поверхность. При этом срабатывает блок возбуждения дуги 44, что приводит к следующему: ищщкаторная лампочка на конце имитатора электрода получит питание с некоторой задержкой по времени, с момента окончания короткого замыкания получит хштание электромагнитная катушка 38 имитатора электрода 6, по каналу связи (блок возбуждения дуги 44 - задатчик коротких замыканий 61) поступит управляюищй сигнал на. задатчик коротких заМЬжаний, ас выхода задатчика коротких замыканий 61 управляющий сигнал поступит на вход блока информации 63. Врезультате этого цифровой индикатор 26 зафиксирует короткое замыкание, т.е. будет высвечена цифра 1, и, кроме того, начнет функционировать задатчик нарушений скорости сварки 64, т.е. возникнет бегущий огонь вдоль световой дорожки нормативной скорости сварки.
Затем обзгчаемый должен ввести торец имитатора электрода на уровень нормативной длины дуги. При этом возможны три случая: обучаемый вводит торец электрода на уровень, который не соответствует нормативной длине дуги: обучаемый обрывает дугу; обучаемый выводит торец имитатора электрода на нормативную длину дуги. Пока обучаемый выводит торец имитатора электрода на нормативную длину дуги, будет закончена задержка по времени и на обмотку имитатора электрода 38 поступит напряжение переменного тока промышленной частоты. В результате вокруг торца имитатора электрода возникнет переменное магнитное поле и в датчиках блока индукционных датчиков будет наведена ЭДС взаимоиндукций. Таким образом будет реализован канал связи.между блоком возбуждения дуги 44 и блоком шодукционш 1х дат1иков 5 .
Электрическая схема блока датчиков по длине дуги предусматривает последовательное включение электронных ключей, которые настроены каждый на свою длину дуги за счет регулировки реостатов во входных цепях индукционных датчиков по мере приближения имитатора электрода к изделию. и последовательное их отключение по мере удаления его от изделия. При этом схема электронных ключей предусматривает работу только о ного ключа, а именно того, который настроен на фактическую в данный мо мент длину дуги. При выходе на какую-либо длину дуги срабатывает электронный ключ, который настроен на эту длину дуги. В результате будет реализована связь блок индукционных датчиков 51 - схема сравнения длины электросварочной дуги 53. В случае несовпа дения фактической длины дуги с нормативной на выходе схемы сравнения длины электросварочной дуги 53 возникнет управляющий электрический сигнал, который по каналу связи пос тупит на вход задатчика нарушений длины электросварочной дуги 58, и с выхода задатчика управлякнций сигна по каналу связи поступит на вход блока информации 63. В результате этого цифровой индикатор 25 высвеТИТ цифру нарушений нормативной дли ны дуги. С другой стороны, если произойде обрыв дуги, возникнет соответству щий сигнал на выходе блока индукци онных датчиков 51, который по канал связи пос.тупит на вход схемы опреде ления обрьшов сварочной дуги 56. Эт в свою очередь приведет к появлению управляющего электрического сигнала на выходе схемы определения обрьшов электросварочной дуги 56, который по -каналу связи поступит на вход задатчика обрывов электросварочной дуги 59. При этом на выходе задатчика обрывов электросварочной дуги 59 возникнет электрический сигнал, который поступит на вход блока инфо мации 63. В результате этого цифровой индикатор 24 высветит цифру обрывов длины дуги. Третий такт работы тренажера ведение дуги вдоль кромок рабочей поверхности с поддержанием нормативных скоростей сварки и длины дуги. При этом возможны следукицие ситуации, которые связаны с нарушениями обучаемыми нормативны} скорос тей сварки и длины дуги. При ведении {фЬцесса тренажа по скорости сварки работает канал связи блок индукционных датчиков 51 - схема сравнения длины элёктро :варочной дуги 54, а также канал связи схема ввода нормативной скорости сварки 47 - схема сравнения скорости сварки 54, В случае несовпадения фактической скорости сварки с нормативной на выходе схемы сравнения скорости сварки 54 возникает соответствующее напряжение, которое по канару связи поступит на вход задатчика нарушений скорости сварки 62. В резу льтате этого на выходе этого задатчика возникнет соответствующий электрический сигнал, который по каналам связи поступит на вход блока информации 63. Это приведет к тому, что на горизонтальных световых дорожках 18 и 19 будут высвечены те участки, на которых фактическая скорость ведения процесса тренажа не совпадала с установленной нормативной скоростью. Если совпадает фактическая скорость сварки с нормативной на выходе схемы сравнения скорости сварки 54 электрический сигнал не возникнет, и этот канал связи реализован не будет. При ведении процесса тренажа по поддержанию нормативной длины дуги работаеч- канал связи блок индукционных датчиков 51 - схема сравнения длины электросварочной дуги 53. Кроме этого, работает канал связи схема ввода нормативной длины электросварочной дуги 46 - схема сравнения дпины электросварочной дуги 53. Во всех ..случаях несовпадения фактической длины дуги с нормативной действует канал связи схема сравнения длишл электросварочной дуги 53 - задатчик нарушений длины электросварочной дуги 58. В результате этого на выходе задатчика нарушений длины сварочной дуги 58 возникает не-обходимый электрический сигнал который по каналу связи поступает на вход блока информации 63. Это в свою очередь приведет к тому, что на информационном табло будет высвечено на цифровом индикаторе 25 количество нарушений длины уги. Четвертый такт работы - заварка ратера в конце шва. При правильном выполнении операии заварки кратера останавливают вижение электрода в конце рабочей 8 поверхности, затем опускают конец электрода так, чтобы у обучаемого фактическая длина дуги была короче нормативной в конечной точке щва в течение некоторого промежутка времени. При заварке кратера действу ет схема фиксирования заварки в конце шва 55 блока сравнения 52. В этот блок поступают необходимые управляющие сигналы по каналам связи блок индукционных датчиков 52 схема фиксирования заварки в конце шва 55, схема, ввода нормативного вре мени заварки кратера 50 - схема фиксирования заварки в конце шва 55. В случае если процесс заварки кратера произведен верно, на выходе схемы фиксирования заварки в конц шва 55 возникнет необходимое напряже ние, которое поступит по каналу связи на задатчик заварки кратера 60. В этом случае на выходе этого задатчика возникает напряжение, которое поступит по каналу связи в блок информации 63, что приведет к высвечиванию на табло кратер заварен на лицевой панели тренажера. Пятый такт работы тренажера сброс информации, которая зафиксирована в блоке памяти 57 и в блоке информации 63. Это осуществляют переключателями 31, 32 и 33, при этом блок включения в работу и сброса 49 перестает получать питание. О подготовленности обучаемого судят .по показаниям цифро вых, стрелочных и световых индикаторов на информационном табло (см. фиг. 2). При этом получают сведения о количестве коротких замыканий кару шений длины дуги, обрывов, заварки кратера, количестве и характере отклонений по скорости сварки , количестве пропущенных участков по длине рабочей поверхности. Подготовленным считают того обучаемого, который в процессе обучения в заданном пространственном положени сделал одно короткое замыкание, кото рое необходимо для возбуждения дугового процесса, прошел без пропусков вдоль всей рабочей поверхности без нарушений длины дуги и обрывов, зава рил кратер в конце шва. Во всех других случа ях тренаж дол жен быть повторен по приведенной так тограмме в данном пространственном положении столько раз, сколько это J2 необходимо для получеЬия указанного результата. Использование тренажера для обучения сварке, конструкция которого содержит индукционные датчики, имитатор электрода и информационную панель соединенную с блоком контроля и управления, и расширение его функциональных возможностей выгодно отличает данное устройство от прототипа, так как применение индукционных датчиков под рабочими поверхностями и имитатора электрода с индукционной катушкой и лампочкой подсветки столб дуги и высвечивание ванночки расплавленного металла расширяют диапазон выбора технологических приемов и параметров режима ручной Дуговой сварки на данном тренажере, создают натуральное представление о дуговом промежутке между торцом имитатора электрода и рабочей поверхностью. За счет этого повьипается эффективность обучения приемам электросварки. Формула изобретения Тренажер для обучения электросварке, содержащий узел имитации проведения электросварки, связанный через узел контроля и управления обучением с блоком информации, отличающийся тем, что, с целью повышения эффективности обучения, он имеет блок индукционных датчиков и связанньк с ним имитатор электрода, при этом имитатор электрода состоит из индикаторной лампы и металлического стержня с электромагнитной катушкой, покрытой изоляционным материалом и подсоединенной к индикаторной лампе, блок индукционных датчиков состоит из размещенных в каркасе катушек икдуктивностей, охватываюпщх каркас дополнительных обмоток и ферромагнитных экранов, расположенных перед катушками индуктивностей, причем блок индукционных датчиков связан с узлом контроля и управления обучением. 2. Тренажер по п. I, о т л и чающийся тем, что узел контроля и управления обучением состоит из последовательно связанных блоков ввода нормативных данных, сравнения и памяти. 13 3.Тренажер по п. I, отличающийся тем, что блок памяти содержит задатчик иарушений длины.электросварочной дуги, задатчик обрывов электросварочной ду1ги, задатчик заварки кратера, задатчик коротких зa Iыкaний и задатчик нарушений скорости сварки, при .этом вхо задатчиков подключены к выходам .бло ка сравнения, а их выходы - к одним из входов блока информатдаи. 4.Тренажер по п.2,отличающийся тем, что блок срав неиия имеет схему сравнения дпииы электросварочной дуги, схему сравнения скорости сварки схему фиксирования заварки в конце шва и схему определения обрывов электросварочной дуги, при этом первый вход каждой ,схемы соединен с соответству ющим выходом блока ввода нормативных данньпс, второй вход каждой схемы связан, с соответствующим выходом лока индукционных датчиков, а выхоы указанных схем подключены к входам блока памяти. 5. Тренажер по п. 2, отличающийся тем, что блок ввода нормативных данных имеет схему ввода нормативной дАины электросварочной ДУГИ, выходы которой подкш)чены к соответствующим входам блока сравнения, схему ввода нормативной с:корости сварки, схему ввода нормативного положения в пространстве и .схему ввода нормативного времени завар- ки кратера, одни из выходов которых подсоединены к входам блока индукЦИОН1ШХ датчиков, при этом второй вшсод схемы ввода нормативной скорости сварки связан с одним из.входов схемы сравнения скорости сварки блока сравнения. Источники информации, принятые во внимание при экспертизе 1. Патент Великобритании 1465872, кл. G 5 G, 1976.
ft ff ff
If
ff
У
Jf
,f
