(54) СПОСОБ ИЗГОТОВЛЕНИЯ ДУГОГАСИТЕЛЬНЫХ КАМЕР С ДЕИОННОЙ РЕШЕТКОЙ

| название | год | авторы | номер документа |
|---|---|---|---|
| Дугогасительное устройство многополюсного выключателя | 1982 |
|
SU1073814A1 |
| Дугогасительная камера | 1984 |
|
SU1259349A1 |
| ВЫКЛЮЧАТЕЛЬ АВТОМАТИЧЕСКИЙ | 1996 |
|
RU2136074C1 |
| Дугогасительная камера | 1978 |
|
SU763995A1 |
| ДУГОГАСИТЕЛЬНАЯ РЕШЕТКА | 1969 |
|
SU244462A1 |
| ДУГОГАСИТЕЛЬНАЯ КАМЕРА | 2006 |
|
RU2306629C1 |
| РАЗРЯДНИК ЗАЩИТЫ ОТ ПЕРЕНАПРЯЖЕНИЙ С ДВУМЯ РАСХОДЯЩИМИСЯ ЭЛЕКТРОДАМИ И ИСКРОВЫМ ПРОМЕЖУТКОМ МЕЖДУ НИМИ | 2005 |
|
RU2380807C2 |
| Дугогасительная камера | 1981 |
|
SU1015452A1 |
| РОГОВОЙ ИСКРОВОЙ РАЗРЯДНИК С ДЕИОННОЙ КАМЕРОЙ | 2011 |
|
RU2561069C2 |
| Дугогасительная камера с деионной решеткой | 1986 |
|
SU1339683A1 |
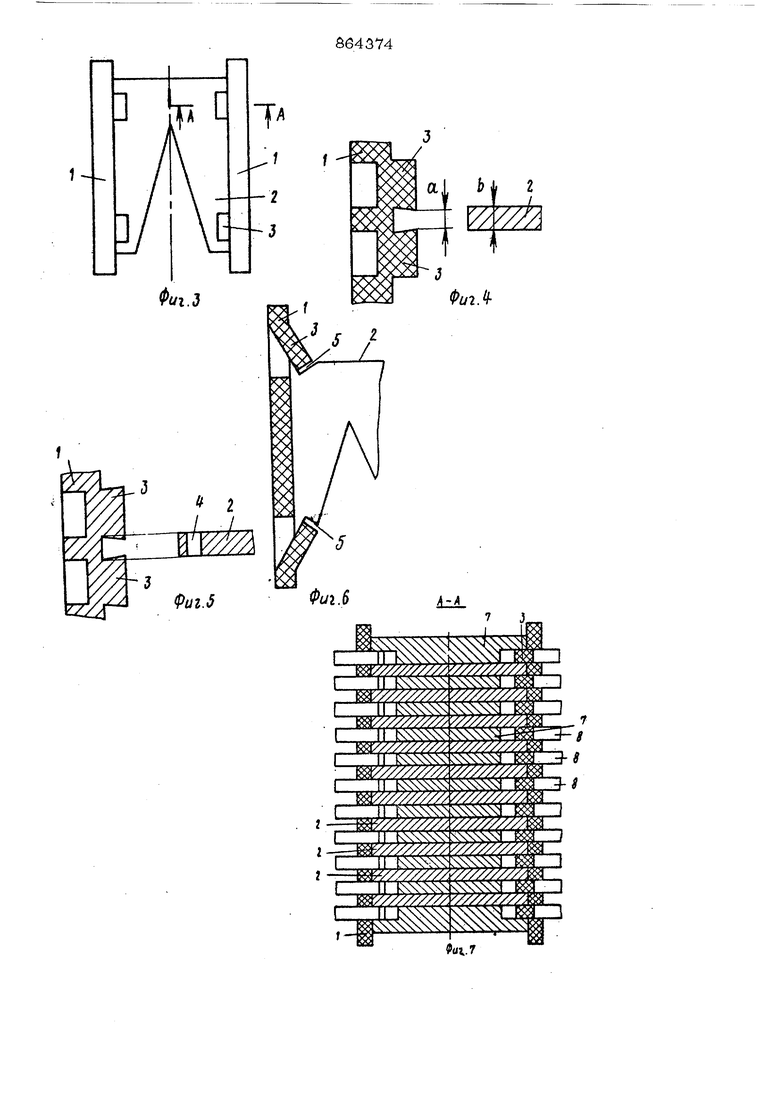
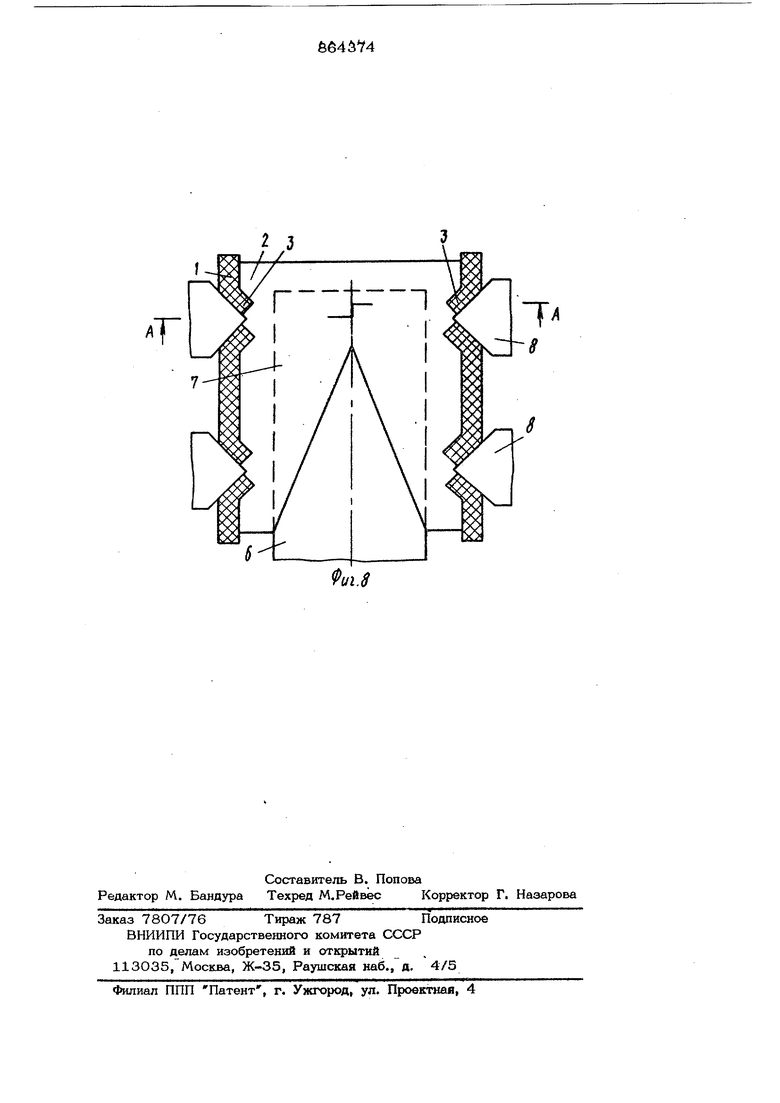
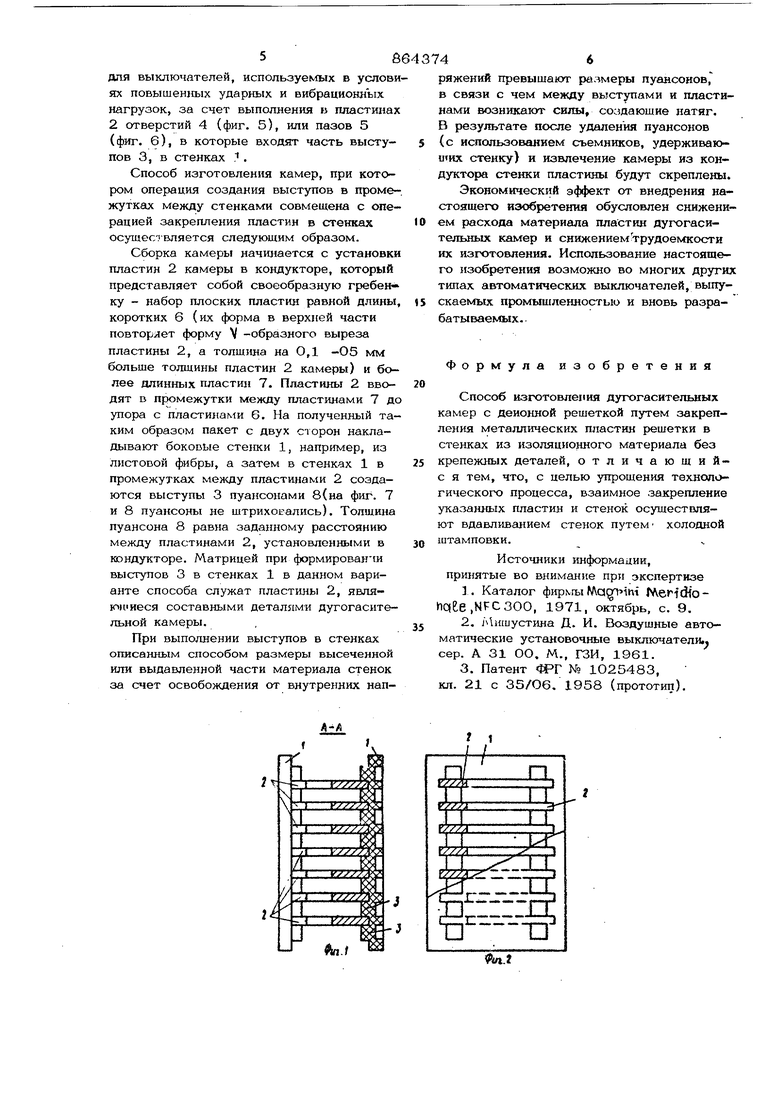
Изобретение относится к низковольт.ным электрическим аппаратам, в частности к дугогасительным камерам автоматических и неавтоматических выключателей и к способам их изготовления. Известен ряд способов изготовления дугогасительных камер, состоящих из стенок из изоляционного материала, в которых установлен пакет металлических пластин. В основном, способ изготовления таких камер определяется их конструкцией.Наибольшее распространение получили два вида конструкций дугогасительных камер с пластинами, имеющими выступы для их крепления и с пластинами без таких выступов. Камеры с пластинами без высту пов используются, например, в выключателях. В этой камере металлические ппастины деконной решетки для фиксации их положения относительно стенок введены в пазы в стенках. Размеры пазов превыша ют размеры торцовой части пластин и для придания конструкции жесткости и предотвращения выпаданий пластин боковые сте ки скрепляются между собой за1спепками. Первый этап изготовления камеры - получение отдельных деталей - 12 металлических пластин (изготовлены методом штамповки), двух боковых и одной задней стенок, изготовленных из керамического материала, и крепежных деталей: двух i заклепок, четырех металлических и четырех пластмассовых шайб. Второй этап - сборка камер включает установку боковой пластины в ,ч)ризонтальное положение в специальном приспособлении, имеющем направляющие для вертикального ориентирования металлических пластин, установку этих пластин, наложение второй боковой стенки на пакет пластин, удаление$ направляю.цих, установку двух пластмассовых шайб, затей задней стенки, затем еще двух пластмассовых и двух стальных шайб, вкладывание двух заклепок и, после переворота камеры, установку еще двух меташ1ическ1сх. шайб и развальцовывание заклепок 1 j. К недостаткам способа следует отнести использование керамических деталей, трудоемкость изготовления которых высока, применение заклепочного соедииения и обусловленных им функционально неоправд анных деталей (10 шт. на одну камеру),большое число операций при сборке. Этих недостатков не имеют способы изготовления камер, конструкция которых предусматривает скрепление пластин со стенками без использования дополнительны крепежных деталей, и за счет закреплени выступов пластин (усиков) в стенках. Например, такую конструкцию имеют камеры выключателей. Способ изготовления этих камер включает получение посредством холодной штамповки металлических пластю с выступами и боковых стенок из листовой фибры с прямоугольными отверстиями. Сборку таких камер производят с применением специальных механизмов следующим образом. Боковую фибровую стенку в горизонтальном положении устанавливают в приспособление для сборки и там фиксируют, затем в специальный кондуктор подают стальные пластины, где их вручную ориентируют по отверстиям так, чтобы выступы всех пластин вошли в отверстия боковой стенки (в данный момент она находится внису, затем }ia пакет пластин наклащ.шают ciiepxy вторую боковую стенку, отверстия ко .юрой также нужно совместит с выступами Б пластинах, после этого рас чеканивают выступы пластин сначала с одной стороны, затем, после переворота камеры вместе с коз-щуктором, с другой Г2 Основной недостаток этого способа связан со сложностью совмещения выступов пластин и отверстиями в стенках. Эта операция, также как и расчеканивание выступов пластш, производится вручную. К недостаткам этого способа изготовления следует отнести высокие нормь расхода материала, обусловленные наличием высту пов в пластинах. Наиболее близкш. к предлагаемому по технической сущности является способ заключающийся в том, что закрепляют ме- талл1-гческие пластины решетки в сте}шах ИЗ изоляционного материала без крепежны деталей 3 . Недостатками этого способа следует считать большие затраты времени, обусловленные длительным отвердением асбоце- ментной массы,относительную сложность, связанную с подготовкой пресс-материала его загрузкой, отсутствие возможности использования для стенок листовых материалов и материалов не поддающихся прессованию, необходимость использования пластин с выступами, что приводит к по- вышенным нормам расхода материала при их изготовлении. Цель изобретения - упрощение техноогического процесса изготовления деталей и сборки ду1Х)гасительных камер с еионной решеткой, снижение материалоемкости этих изделий и обеспечение возможности автоматизации их изготовления. Поставленная цель достигается тем, что взаимное закрепление пластин, не имеющих выступов, с боковыми стенками, из изоляционного материала осуществляют вдавливанием стенок путем холодной щтамповки с помощью пуансона. При этом сборка содержит операции по взаимному ориентированию металлических пластин и стенок и введению пластин в промежутки межау выступами стенок. Операция формирования выступов в стенках может быть совмещена с операцией сборки - закрепления пластин в стенках. При этом выступы в стенках из листового изоляционного материала формируют в промежутках между пластинами методом солодной щтамповки, используя в качестве матрицы пакет металл1тческих пластиндеталей камеры. На фиг. 1 изображена дугогасите;шная камера, общий вид; на фиг. 2 - то же, вид слева; на фиг. 3 - то же, вид сверху; на фиг. 4 - часть стенки с выступами и извлечешшя из нее часть металлической пластины, сечение; на фиг. 5 - то же, с частью металлической пластины имеющей отверстие, в которое при введении пластины между выступами внедряется часть выступов; ija фиг. 6 - часть камеры, в которой выступы стенок входят в углубления Б пластинах, сечение; на фиг. 7 дугогасительная камера с частью кондуктора для удержания пакета пластин при сборке и пуансонами (изображены частично и незащтрихованы), вид спереди; на фиг. 8 - то же, вид сверху, Дугогасительная камера содержит боковую стенку 1, металлические пластины 2, выступы 3. Металлические пластины 2введены в промежутки между выступами 3боковых стенок 1. Возникновение усилий, удерживающих металл гческие пластины в стенках, обусловлено, тем, что толщина металлической пластины 2 (размер в на фиг- 4) больше промежутка между выступами 3 в стенке 1 при извлеченной из него металлической пластине (размер О на фиг. 4). Прочность закрепления пластин в стенках камер, изготавливаемых данным способом, может быть увеличена, например.
для выключателей, используемых в условиях повышенных ударных и вибрационных нагрузок, за счет выполнения в пластинах 2 отверстий 4 (фиг. 5), или пазов 5 (фиг. 6), в которые входят часть выступов 3, в стенках . .
Способ изготовления камер, при которюм операция создания выступов в проме-. жутках между стенками совмещена с операцией закрепления пластин в стенках осуществляется следующим образом.
Сборка камеры начинается с установки пластин 2 камеры в кондукторе, который представляет собой своеобразную гребен ку - набор плоских пластин равной длины, J5
коротких 6 (их форма в верхней части повторяет форму V -образного выреза пластины 2, а толщ1ща на ОД -О5 мм больще толщины пластин 2 камеры) к более длинных пластин 7. Пластины 2 вводят D промежутки между пластинами 7 до упора с пластинами 6. На полученный таким образс)М пакет с двух сторон накладывают боковые стенки 1, например, из листовой фибры, а затем в стенках 1 в промежутках между пластинами 2 создаются выступы 3 пуансонами 8(на фиг. 7 и 8 пуансоны не щтриховались). Толщина пуансона 8 равна заданному расстоянию между пластинами 2, установленными в кондукторе. Матрицей при формирован1и выступов 3 в стенках 1 в данном варианте способа служат пластины 2, являюинеся составными детал51ми дутогасительной камеры.
При выполнении выступов в стенках описанным способом размеры высеченной или выдавленной части материала стенок за счет освобождения от внутренних напЛ-Л
ряжений превышают размеры пуансонов, в связи с чем мезкду вь ступами и пластинами возникают силы, создающие натяг. В результате после удаления пуансонов
(с использованием съемников, удерживак ших стенку) и извлечение камеры из кондуктора стенки пластины будут скреплены. Экономический эффект от внедрения настоящего изобретения обусловлен снижением расхода материала пластин дугогасительных камер и снижениемтрудоемкости их изготовления. Использование настоящего изобретения возможно во многих других типах автоматических выключателей, выпубатываемых.
Форкгула изобретения
Способ изготовления дугогасительных камер с Деионной рещеткой путем закрепления металлических пластин решетки в стенках из изоляционного материала без крепежных деталей, отличающийс я тем, что, с целью упрощения технологического процесса, взаимное закрепление указанных пластин и стенок осуществляют вдавливанием стенок путем холодной штамповки.
Источники информации, принятые во внимание при экспертизе
кл. 21 с 35/О6. 1958 (прототип).
in.t скаемых промышленностью и вновь разра
