Штангенциркули для измерсиия длины, в которых размер изделия определяется при номоши неподвижиого и подвижного полозков, известны, однако ci-iii не п()415оля от автоматически по.тучать размеры ординат иро(|зи,1Я фасонного иожа фрезьл но ординатам изделия.
Ониеываемын штангенцнркуль отличается от известных тем, что он состопт из двух шта1 гснциркуле |, соединенных между собой niapннром и ионереч ЮЙ лпнейко , один конец которой соедниен е первы. штаигеиииркулем п арннрно, а BTOpoii коней имеет де.тенля и скользит в направля1С1цих нолозка второго штангенипрк ля.
Такая конструкция и1тангенцпрку,тя позволяет по размерам ординат нрофиля пзделпм автоматнчески но.тучать размерв ординат профиля фаеонного ножа фрезы.
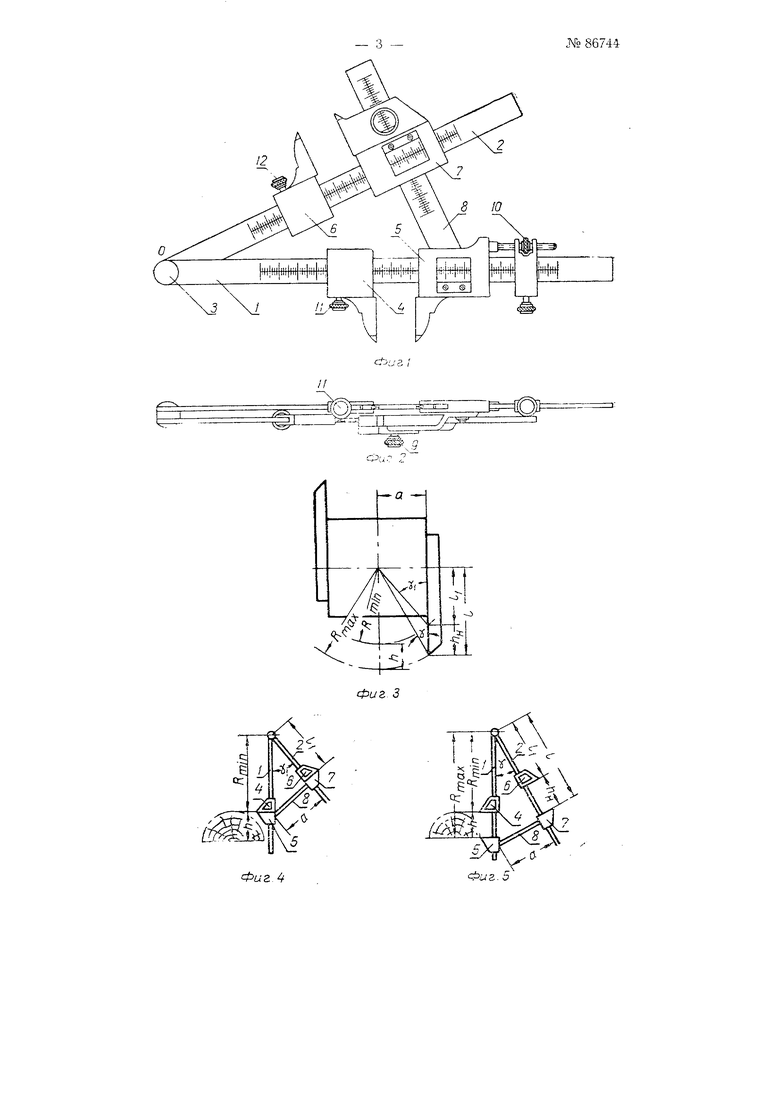
На фи1. 1 изображен 11 тангеицнрк ть в нлапе; на фиг. 2--БИД его снереди; на фиг. 3-вид ножевой головки; на фиг. 4- и 5-схемы взаимного расиолсжения штангенциркулей ири оиределе1п;и ординат профиля нежа.
Штаигепциркуль состоит из двух штангенциркулей 1 и 2, соед кешпзьх между собой гнарниром 3. По лп1;е,1ке нггангенцнркуля 1 исремещаютея полозки 4 и 5, по линейке Н тапгеь:ци11ку.тя .io3i n 6 г; 7. Штангеицпркулц связаны собоГ; также .поперечной л;П ейко1 8, одни конен которой шарннрио соединен с но.тозком 5 1птангенцнпкуля 1, а второй конец нмеет деления н скользит в направляющих полозка 7 иггангеицнркуля 2. Линейка 8 фиксируется в оиределенном положенни с номощью стопорного винта 9. На нсхтозках 5 н 7 укреплены ноннусы. Полозок 5 д.тя oo/iee точной уетановки имеет микрометрический виит 10.
Полозкп 4 и 5 и линейка 8 устаиавливаются в исходное ноложепне, отвечаюн1ее пapa ieтpaм точки режуп1,его лезвия }шжа с М1пи1м;;. радиусом резания R,,,,,- . Для этого полозок 5 устапавлппшот на штангепцнркуле 1 по мопиусу на размер R |,,, , фиксируют етон(.)рЛ9 86744
ным впитом 9 и сдвигают вплотную к нему нолозок 4, данное положение которого фиксируется стопорным вннтом П. После это1о нзменяют угол между линейками штаигеициркулей с таким расчетом, чтобы в окне полозка 7 получить разме э а, равный расстоянию плоскости ножа от оси ножевой головки. Положение линейки 8 на нолозке 7 фиксируется стопорным ПИ1ГГОМ .9. Последней операимей яв.пястся сб.1нжение вплотную полозков 6 и 7 и фиксация ноложения нолозка 6 на штангенциркуле 2 стопорным 12.
Размеры, которые южно отсчитать в данном исходном положении штангенциркуля (но масштабным линейкам и нониусам) отвечают следующнм значениям: на Н1тапге11цпрку.1е 1 - R..niH на штангенциркуле 2--/Г, на линейке 8-а.
Определение ординат профиля ножа-Ь, но ординатам профиля h изделия осуществляют путем раздвижки полозка 5 на соответствующую величину h, либо непосредственно по чертежу нрофиля детали (фиг. 4), либо по ее цифровым данным.
Одновременно е раздвижкой полозка 5 автоматически смещается 1ЮЛОЗОК 7 но штангенциркулю 2 и изменяется угол ;. Данпое положение нолозков 5 и 7 отвечает следующим значениям: на штангенциркуле 1 RM;IK(; RMJIII +h; на и1тангенциркуле 2 / /i+hj, . Расстояние между носками полозков 4 и 5, 6 и 7 будет соответственно равно зиачеииям h и h,, .(фиг. 5).
Таким образом, устанавливая полозок 5 для каждого значения ординаты ирофиля h изделия, по.тучаем соответствующее значение ордипаты h ,1 профиля ножа .чибо непосредственно между носками ио.тозков 6 и 7, либо но вычнслсииям на .nineiiKe величины hj; /-1.
II р е д м е т и з о б ) е т е и и я
Штангенциркуль, состоящий из линеек, несущих полозки с ионяусом, от л и ч а ю ид,и и е я тем, что, е целью автом1атического получепия размеров ордипат нрофиля фасонного иожа фрезы по ордииатам изделия, он состоит из двух штанленциркулей, связанных между собой шарниром и иоперечиой линейкой, один конец которой соединен с первым штангенциркулем шарнирно, а второй коней имеет деления и скользит в направляющих полозка вто)010 штангенциркуля.
2
Ф|1

| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОРЕЖИВЛТЕЛЬ ВСХОДОВ РАСТЕНИЙ | 1971 |
|
SU311584A1 |
| Стыковой делитель широкозахватных жаток | 1986 |
|
SU1404018A1 |
| Приспособление к тяговому динамометру для замера и регистрации глубины хода рабочего органа и отклонений от рабочей ширины захвата плугов | 1957 |
|
SU112708A1 |
| Устройство для расщепления слюды | 1987 |
|
SU1528664A1 |
| КОСИЛКА КОНСТРУКЦИИ Л.Н. БУРКОВА | 2005 |
|
RU2284682C1 |
| Автоматический конвейерный станок для производства лыж | 1949 |
|
SU84051A1 |
| Прибор для обработки диаграмм | 1954 |
|
SU103679A1 |
| Круглопильный станок для поперечной распиловки | 1940 |
|
SU83149A1 |
| УСТРОЙСТВО ДЛЯ ИНЪЕКЦИИ УСТАНОВЛЕННОЙ ДОЗЫ ЖИДКОГО ЛЕКАРСТВЕННОГО СРЕДСТВА | 2009 |
|
RU2491102C2 |
| УСТРОЙСТВО ДЛЯ ИНЪЕКЦИИ УСТАНОВЛЕННОЙ ДОЗЫ ЖИДКОГО ЛЕКАРСТВЕННОГО СРЕДСТВА | 2009 |
|
RU2556965C2 |