Автоматический конвейерный станок для производства лыж известен.
Предлагаемый станок отличается от известного тем, что в нем применены фрезы с автоматическим колебательным движением, осуществляемым копировальными кулачками, причем работа подающего лыжную заготовку конвейера и колебательное движение фрез производятся синхронно. Станок полностью злектрифицирован, все фрезерные головки устанавливаются непосредственно на валах электродвигателей.
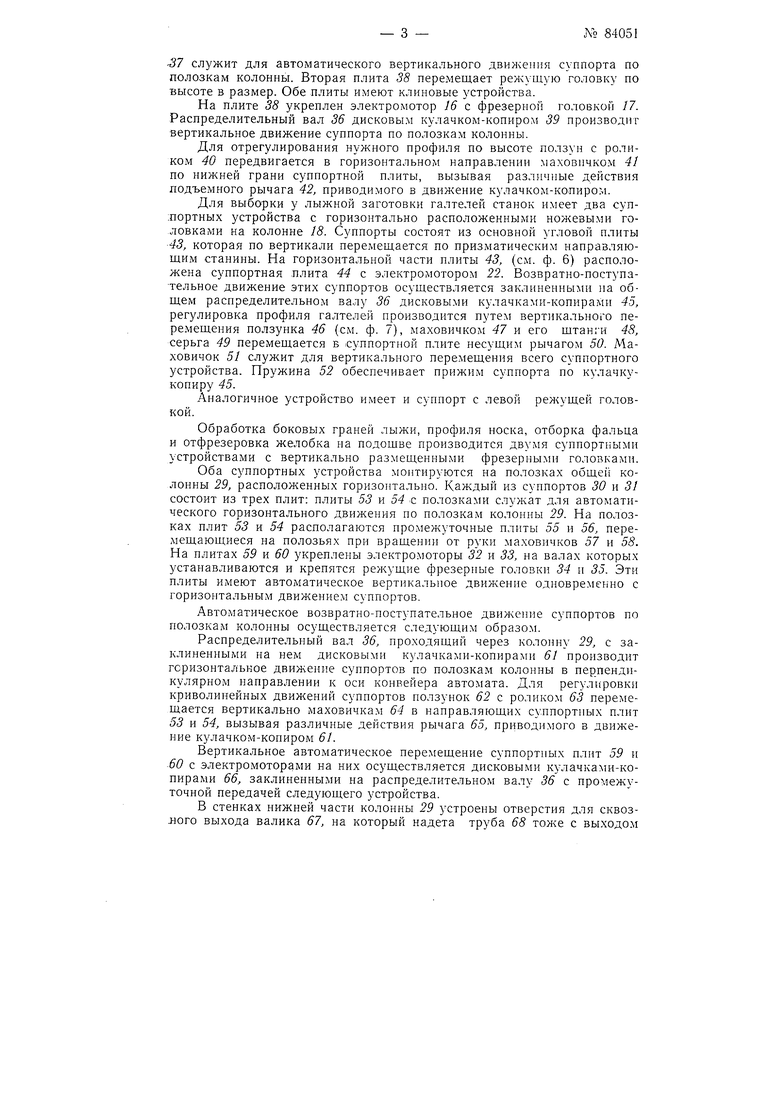
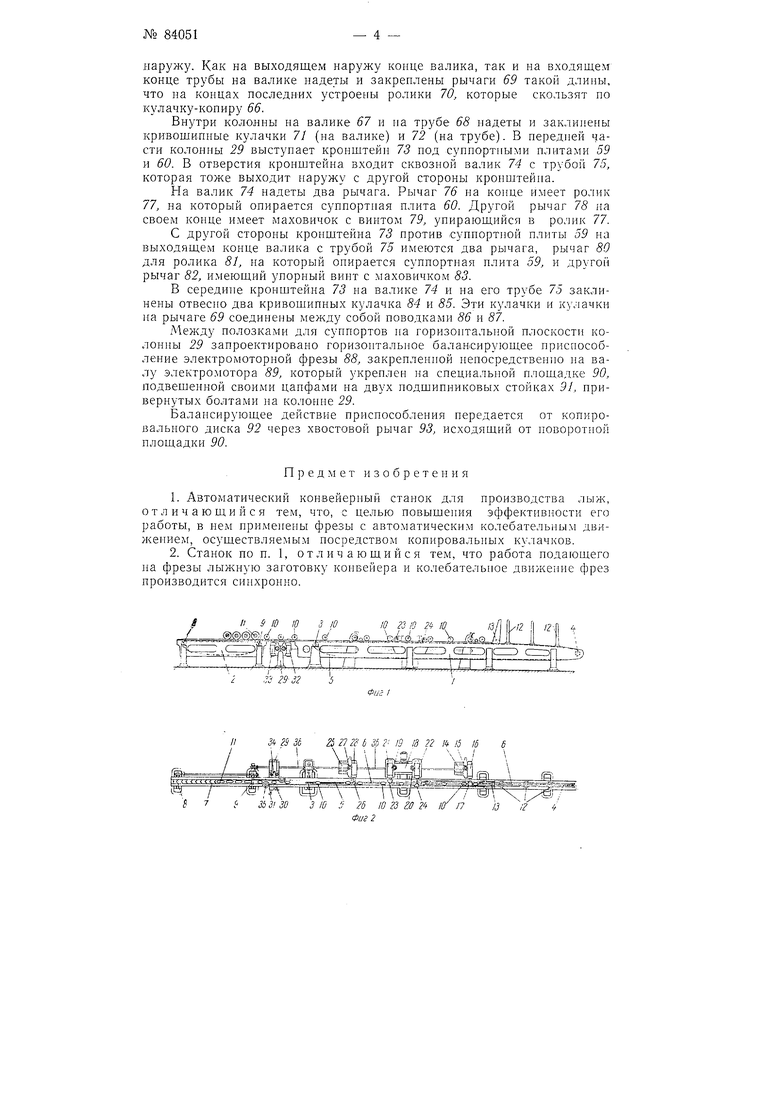
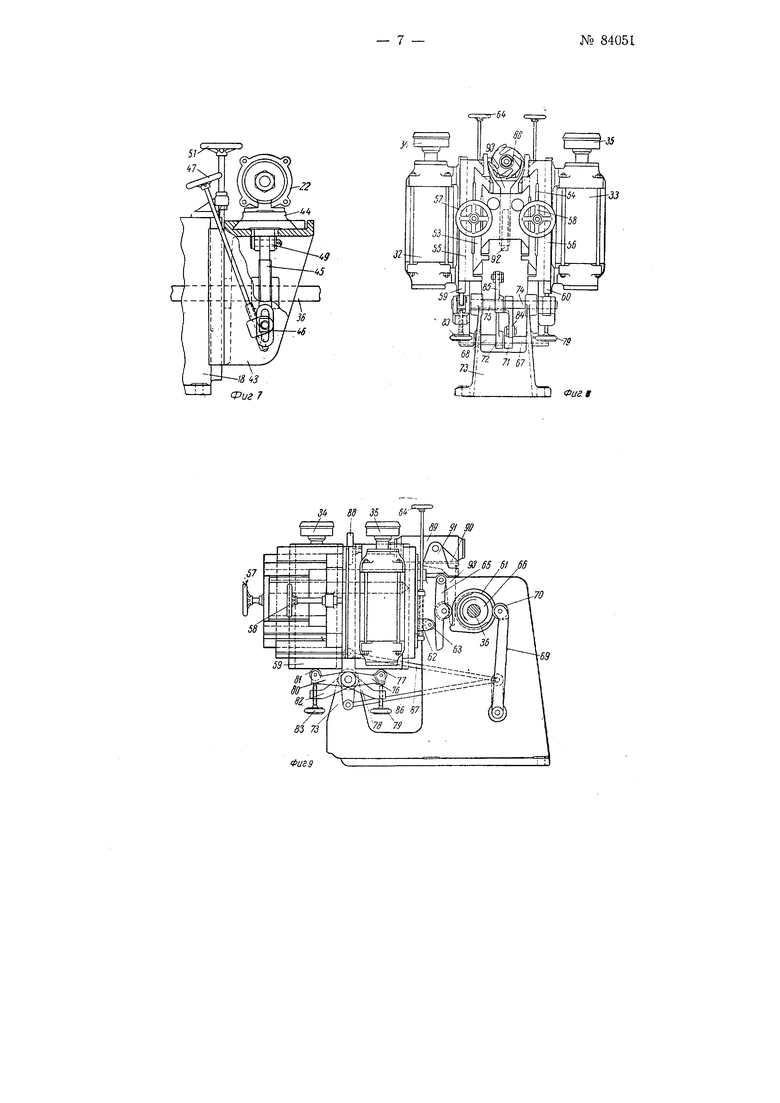
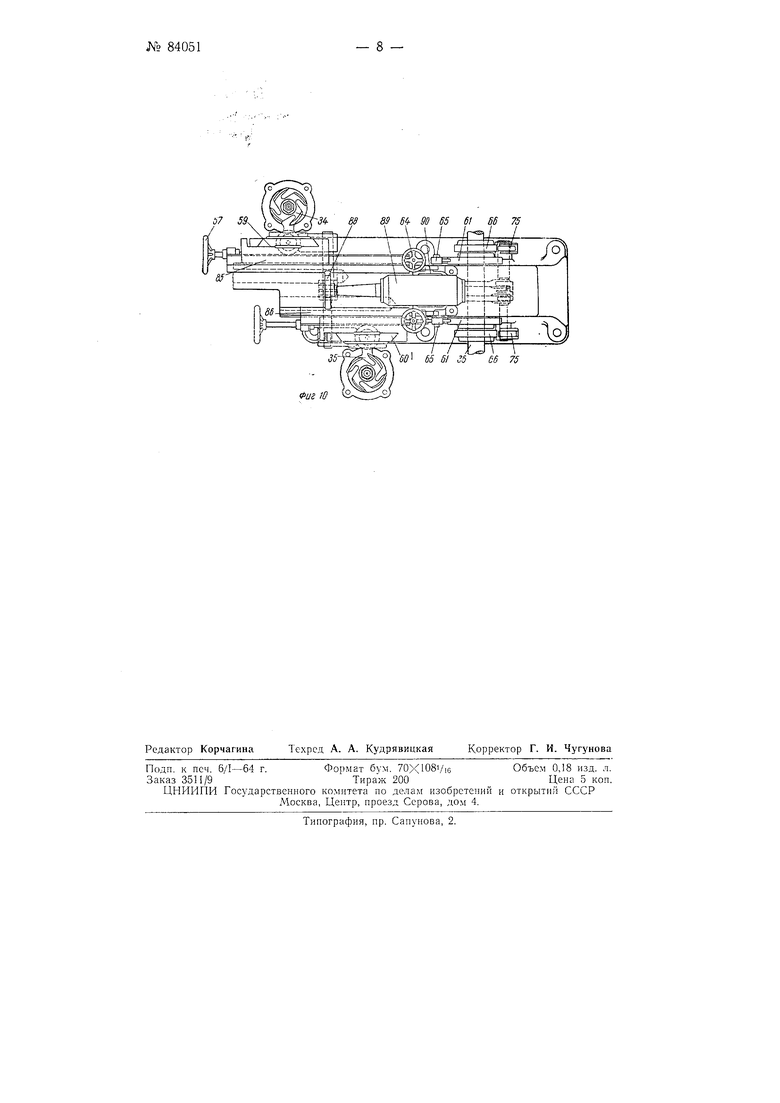
На фиг. 1 изображена схема станка (вид сбоку); на фиг. 2 - то же (вид сверху); на фиг. 3 - то же (вид с торца); на фиг. 4 и 5 - приспособление для обработки криволинейного лыжного профиля по высоте в двух проекциях; фиг. 6 - устройство для обработки галтелей |вид сбоку); на фиг. 7 - то же устройство (вид с торца); на фиг. 8 - устройство для обработки боковых граней лыжи, профиля носка, отборки фальца и отфрезеровки желобка на подощве (вид сбоку); на фиг. 9 - то же устройство (вид с торца); на фиг. 10 -то же устройство (вид сверху).
Устройство состоит из двух секций и 2 продольного конвейера. Обе секции изготовляются сварными из листовой стали, поперечное сечение корпуса конвейера - четырехугольное. По всей длине верхней плоскости конвейера / устраивается канавка, а на концах располагаются звездочки ведущая 3 и ведомая 4. По всей длине конвейера, огибая звездочки, проходит бесконечная цепь Галля 5 с утолще1ными планками. Цепь снабжена упорами 6 для продвижения лыжной заготовки к конвейеру. Цепь второй секции 2 изготовляется из отдельных рифленых колодок 7 щарнирно соединенных между собой. Эти звенья имеют на нижней своей стороне два желоба для передвижения но на№ 84051
правляющим такой же формы. Движение бесконечной цепи осуществляется ведущей и ведомой звездочками S и 5.
Для прижима лыж-ной заготовки к плоскости конвейера по всей длине его первойсекции по обеим сторонам режущих головок устраиваются пнев.матические пружинные ролики 10. На второй секции против конвейерной цепи имеются пневматические пружины 11 приводного действия. На .переднем коице первой секции конвейера над ценью монтируется магазинное приспособление, состоящее,из шести направляющих фиксаторов 12 и приемного .ролика 13, через которое упорами 6 на цепи 5 лыжная заготовка одна за другой увлекается из магазинного устройства и продвигается по столу конвейера. С- правой стороны конвейера устанавливаются чугунные литые колонны, несущие на себе суппортные устройства.
На колонне 14 смонтировано суппортное устройство 15 вертикального движения с электродвигателем 16, на валу которого закрепляется режущая фрезерная головка 17. (Фиг. 4). Колонна служит для фрезеровки верхней грани лыжной заготовки.
На колонне 18 установлены суппортные устройства J9 и 20 горизонтального двйженрая с электродвигателями 21 и 22, на валу которых укреплены фрезерные головки: правая 23 и левая 24, служащие для фрезеровки галтелей в лыжной заготовке.
На колоние 25, по конструкции и размерам такой же, как колонна 14, вместо фрезерной головки на валу электродвигателя укреплена шлифовальная головка 26 на суппорте 27, приводимая в движение электродвигателем 28.
Для шлифования верхней криволинейной поверхности лыж предусматривается специальная щлифующая головка, которая состоит из эластичной резиновой оболочки, обтягивающей жесткие фланцы с тонкой резиновой камерой внутри, напо.чненной сжатым воздухо.м. Резиновая оболочка покрыта снаружи парусиновым чехлом, предохраняющим ее от механических новреждепнй п сохраняющим форму головки. На предохранительный чехол наливается чехол шлифовальной шкурки.
Воздух в камеру накачивается с помощью компрессора, который наполняет прижимы сжатым воздухом.
Шлифовальная головка имеет в диаметре 200 мм, в длину 150- 170 мм и вращается со скоростью 15-20 м/сек.
На четвертой колонне 29 устанавливаются суппорты 30 и 31, работающие горизоптально, причем суппортные плиты с электромоторами 32 и 33 устроены так, что могут автоматически неремещаться и в вертикальном направлении. Фрезерные головки 34 и 35 монтируются на валах электрО Моторов. Четвертая колонна производит обработку боковых грапей, лыжи, профиля носка, отборку фальца и отработку желоба на подошве.
Нараллельно к оси конвейера через суппортные колонны нроходит рас.пределитель 1ый вал 36, которьп вращается на шарикоподшипниках, размещенных своилщ корпусами в каждой суппорт)ОЙ колонне.
Колебательное движение суппортньгх устройств осушествляется алачками-копирамн соответствующей конфигурации, надетыми и укрепленными на распределительный вал 36 против каждого суппортного регулирующего .механизма.
Вращательное движенне распределительного ва.ла 36 увязано с ;|вижением цепей подачи.
Обработка криволинейного лыжного профиля но высоте осуществляется колонной 14 (см. стр. 4,5), на передней части которой монтируется сунпорт, состоящий из двух плит с полозками, одна из которых
-37 служит для автоматического вертикального движения суппорта по полозкам колонны. Вторая плита 38 перемещает режундую головку по высоте в размер. Обе плиты имеют клиновые устройства.
На плите 38 укреплен электромотор 16 с фрезерной головкой 17. Распределительный вал 36 дисковым кулачком-копиром 39 производит вертикальное движение суппорта по полозкам колонны.
Для отрегулирования нужного профиля по высоте ползун с роликом 40 передвигается в горизонтальном направлении маховичком 41 по нижней грани суппортной плиты, вызывая различные действия подъемного рычага 42, приводимого в движение кулачком-копиром.
Для выборки у лыжной заготовки галтелей станок имеет два суп;портиых устройства с горизонтально расположенными ножевыми головками на колонне /5. Суппорты состоят из основной угловой плиты 43, которая по вертикали перемещается по призматическим направляющим станины. На горизонтальной части плиты 43, (см. ф. 6) расположена суппортная плита 44 с электромотором 22. Возвратно-поступательное движение этих суппортов осуществляется заклиненными на общем распределительно.м валу 36 дисковыми кулачками-копирами 45, регулировка профиля галтелей производится путем вертикального перемещения ползунка 46 (см. ф. 7), маховичком 47 и его щтанги 4S, серьга 49 перемещается Б суппортной плите несущим рычагом 50. Маховичок 51 служит для вертикального перемещения всего суппортного устройства. Пружина 52 обеспечивает прижим суппорта по кулачкукопиру 45.
Аналогичное устройство имеет и суппорт с левой головкой.
Обработка боковых граней лыжи, профиля носка, отборка фальца и отфрезеровка желобка на подощве производится двумя суппортными устройствами с вертикально раз.мещенными фрезерными головками.
Оба суппортных устройства монтируются на полозках общеГ колонны 29, расположенных горизонтально. Каждый из суппортов 30 и 31 состоит из трех плит: плиты 53 и 54 с полозками служат для автоматического горизонтального движения по полозкам колонны 29. На полозках плит 53 и 54 располагаются про.межуточные плиты 55 и 56, перемещающиеся на полозьях при вращении от руки маховичков 57 и 55. На плитах 59 и 60 укреплены электромоторы 32 и 33, на валах которых устанавливаются и крепятся режущие фрезерные головки 34 и 55. Эти плиты имеют автоматическое вертикальное одновременно с горизонтальным движением суппортов.
Автоматическое возвратно-поступательное движение суппортов по полозкам колонны осуществляется следующим образом.
Распределительный вал 36, проходящий через колонну 29, с заклиненными на нем дисковыми кулачками-копирами 61 производит горизонтальное движение суппортов по полозкам колонны в перпендикулярном направлении к оси конвейера автомата. Для регулировки криволинейных движений суппортов ползунок 62 с роликом 63 перемещается вертикально маховичкам 64 в направляющих сунпортных плит 53 и 54, вызывая различные действия рычага 65, приводимого в движение кулачком-копиром 61.
Вертикальное автоматическое перемещение суппортных плит 59 и 60 с электромоторами на них осуществляется дисковыми кулачками-копирами 66, заклиненными на распределительном валу 36 с промежуточной передачей следующего устройства.
В стенках нижней части колонны 29 устроены отверстия для сквозлого выхода валика 67, на который надета труба 5 тоже с выходом
№ 84051
,№ 84051
наружу. Как на выходящем наружу конце валика, так и на входящем конце трубы на валике надеты и закреплены рычаги 69 такой длины. что на концах последних устроены ролики 70, которые скользят но кулачку-копиру 66.
Внутри колонны на валике 67 и на трубе 68 надеты и заклинены крнвощипные кулачки 71 (на валике) и 72 (на трубе). В передней части колонны 29 выстунает кронщтейн 73 нод суннортными плнтами 59 и 60. В отверстия кронштейна входит сквозной валик 74 с трубой 75, которая тоже выходит наружу с другой стороны кронщтейна.
На валик 74 надеты два рычага. Рычаг 76 на конце нмеет ролик 77, на который опирается суннортиая плита 60. Другой рычаг 78 на своем конце имеет маховичок с винтом 79, упирающийся в роли 77.
С другой стороны кронштейна 73 против суппортной плиты 59 на выходящем конце валика с трубой 75 имеются два рычага, рычаг 80 для ролика 81, на который опирается суппортная плита 59, и другой рычаг 82, имеющий упорный винт с маховнчком 83.
В середине кронштейна 73 на валике 74 и на его трубе 75 заклннены отвесно два кривошипных кулачка 84 и 55. Эти кулачки и кулачки на рычаге 69 соединены между собой поводками 86 и 87.
Между полозками для суппортов на горизонтальной плоскости колонны 29 запроектировано горизонтальное балансирующее приспособление электромоторной фрезы 88, закрепленной неносредственпо на валу электромотора 89, который укреплен на специальной площадке 90, подвещенной своими цапфами на двух подщипниковых стойках 91, привернутых болтами на колонне 29.
Балансирующее действие прнспособления передается от копировального диска 92 через хвостовой рычаг 93, исходящий от поворотной площадки 90.
Предмет изобретения
1.Автоматический конвейериый станок для производства лыж, отличающийся тем, что, с целью повыщения эффективности его работы, в нем применены фрезы с автоматическим колебательным движением, осуществляемым посредством копировальных кулачков.
2.Станок по п. 1, отличающийся тем, что работа подающего на фрезы лыжную заготовку конвейера и колебательное движение фрез производится синхронно.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки швов приварки патрубков | 1977 |
|
SU722701A1 |
| Фрезерный станок для фасонной обработки деревянных брусчатых заготовок | 1978 |
|
SU677916A1 |
| Копировально-фрезерный станок | 1983 |
|
SU1117213A1 |
| КОПИРОВАЛЬНО-ФРЕЗЕРНЫй СТАНОК | 1972 |
|
SU356054A1 |
| ФРЕЗЕРНЫЙ КАРУСЕЛЬНЫЙ СТАНОК | 1969 |
|
SU245323A1 |
| Копировальный станок для обработки лыж | 1928 |
|
SU12408A1 |
| Комбинированный деревообделочный станок | 1947 |
|
SU84562A1 |
| АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ЧЕРНОВОЙ ОБРАБОТКИ КОЛЕЦ НЕПРАВИЛЬНОЙ ФОРМЫ | 1969 |
|
SU252812A1 |
| Копировально-фрезерный станок для обработки гребных винтов | 1933 |
|
SU36763A1 |
| Полуавтоматический многошпиндельный фрезерный станок для обработки лопаток турбинных и компрессорных дисков | 1947 |
|
SU78549A1 |

I У X 10 гз го 4 /о п )з
17
Фиг.
гж
-Ti
38
-Vi,А,, - /,Л
36
Фиг 5
.ажЁайщг.-S23
Фиг. в
3 88 35 5f
Фигэ V
70
69
Фиг 10
65 61 ВВ 75
